You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- ZZ TOP Greatest Hits PDFDocument208 pagesZZ TOP Greatest Hits PDFtahuer huertas100% (5)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sharada Nayak - ApplicationDocument4 pagesSharada Nayak - ApplicationimachieverNo ratings yet
- Case Digest Compilation in Labor Relations: Week 9 Cases - Group 3 Atty. Carlisle Marie Anselyn FabieDocument41 pagesCase Digest Compilation in Labor Relations: Week 9 Cases - Group 3 Atty. Carlisle Marie Anselyn FabieMyco MemoNo ratings yet
- OIL ANALYSIS 1 Noria PDFDocument336 pagesOIL ANALYSIS 1 Noria PDFJarot Prakoso83% (12)
- Form No. 16 Part B (2020)Document3 pagesForm No. 16 Part B (2020)Dharmendra ParmarNo ratings yet
- Case Digest 1Document2 pagesCase Digest 1Dawn Jessa Go100% (3)
- Verizon Bill PDFDocument7 pagesVerizon Bill PDFmgrtbowenNo ratings yet
- Oil Analysis Handbook PDFDocument35 pagesOil Analysis Handbook PDFAbass BILA100% (1)
- TheMontessoriElementaryMaterial 10255555Document520 pagesTheMontessoriElementaryMaterial 10255555Jarot PrakosoNo ratings yet
- Inside The Meltdown Discussion QuestionsDocument4 pagesInside The Meltdown Discussion Questionsryanfitz97100% (1)
- Criminal Procedure Reviewer HerreraDocument57 pagesCriminal Procedure Reviewer HerreraEuneun Bustamante100% (3)
- Analysis of Housing Finance Schemes of HDFC Bank, ICICI Bank, PNB & SBI BankDocument89 pagesAnalysis of Housing Finance Schemes of HDFC Bank, ICICI Bank, PNB & SBI BankSmita Jaiswal83% (6)
- Habana Vs Vamenta (Digest)Document1 pageHabana Vs Vamenta (Digest)Anne C. Dela PeñaNo ratings yet
- Labor Relations CasesDocument542 pagesLabor Relations CasesRiza Perdido100% (1)
- Vienna Convention On Diplomatic Relations - NoteDocument7 pagesVienna Convention On Diplomatic Relations - NoteOana SerbanNo ratings yet
- NHA - Revised GEHP Application FormDocument2 pagesNHA - Revised GEHP Application FormMark Earvin CervantesNo ratings yet
- ASM Failure AnalysisDocument1 pageASM Failure AnalysisJarot PrakosoNo ratings yet
- Rotordynamic Analysis of The AM600 Turbine-Generator ShaftlineDocument20 pagesRotordynamic Analysis of The AM600 Turbine-Generator ShaftlineJarot PrakosoNo ratings yet
- Global Uncooled Thermal Camera 2-10 Limited WarrantyDocument1 pageGlobal Uncooled Thermal Camera 2-10 Limited WarrantyJarot PrakosoNo ratings yet
- TEPZZ 97959 A - T: European Patent ApplicationDocument15 pagesTEPZZ 97959 A - T: European Patent ApplicationJarot PrakosoNo ratings yet
- Le Bidas - Bearing Failure Mode 2017 PDFDocument1 pageLe Bidas - Bearing Failure Mode 2017 PDFWilfried BarrosNo ratings yet
- CAB 820 - The Basic Measuring Unit For Perfect BalancingDocument6 pagesCAB 820 - The Basic Measuring Unit For Perfect BalancingJarot PrakosoNo ratings yet
- Ch02 BaldassarreDocument8 pagesCh02 BaldassarreJarot PrakosoNo ratings yet
- Turbomachinery Laboratory: Continuing Education and Professional Development Undergraduate and Graduate EducationDocument3 pagesTurbomachinery Laboratory: Continuing Education and Professional Development Undergraduate and Graduate EducationJarot PrakosoNo ratings yet
- Poor Airgap 3000 HP MotorsDocument1 pagePoor Airgap 3000 HP MotorsJarot PrakosoNo ratings yet
- 216 Incidents: On-Line PD Test Indicated Suspected ProblemsDocument1 page216 Incidents: On-Line PD Test Indicated Suspected ProblemsJarot PrakosoNo ratings yet
- GoU Statement Victory Day 2019Document4 pagesGoU Statement Victory Day 2019GCICNo ratings yet
- 18C - CDocument9 pages18C - CELOUSOUANI0% (1)
- Marriage Process Between Cambodian Citizen and Foreign National in Cambodia PDFDocument2 pagesMarriage Process Between Cambodian Citizen and Foreign National in Cambodia PDFGunter HofmansNo ratings yet
- John Mezzalingua Associates v. Corning GilbertDocument76 pagesJohn Mezzalingua Associates v. Corning GilbertPriorSmartNo ratings yet
- Factorizing by GroupingDocument4 pagesFactorizing by Groupingapi-383788708No ratings yet
- Sandra Elizabeth Paredes-Avila, A088 139 120 (BIA Mar. 24, 2014)Document8 pagesSandra Elizabeth Paredes-Avila, A088 139 120 (BIA Mar. 24, 2014)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Overview of Accounting Standards, Ind AS and IFRS - Taxguru - inDocument13 pagesOverview of Accounting Standards, Ind AS and IFRS - Taxguru - inPurohit Raju1No ratings yet
- Rules of Practice in Patent CasesDocument171 pagesRules of Practice in Patent CasesHarry Gwynn Omar FernanNo ratings yet
- Interim Report On Devolved GovernmentDocument341 pagesInterim Report On Devolved GovernmentSpartacus OwinoNo ratings yet
- PS-II (BLLB-202) Unit-V - (3) - 060408Document31 pagesPS-II (BLLB-202) Unit-V - (3) - 060408Saquib khanNo ratings yet
- 2019-08-01 St. Mary's County TimesDocument32 pages2019-08-01 St. Mary's County TimesSouthern Maryland OnlineNo ratings yet
- Positivist Analysis of GopalanDocument5 pagesPositivist Analysis of GopalanSATRAJEET SENNo ratings yet
- Admin Case Pool 2: 4. Reclassification of LandsDocument131 pagesAdmin Case Pool 2: 4. Reclassification of LandsBenedict Jonathan BermudezNo ratings yet
- Create Accounting Entries TroubleshootingDocument5 pagesCreate Accounting Entries Troubleshootingriazahmad82No ratings yet
- वदेश मं ालय भारत सरकार Ministry of External Affairs Government of India Online Appointment ReceiptDocument3 pagesवदेश मं ालय भारत सरकार Ministry of External Affairs Government of India Online Appointment Receiptbiswajit1989285No ratings yet
- Cheat Sheet For Global FrameworksDocument13 pagesCheat Sheet For Global FrameworksIvan LookNo ratings yet
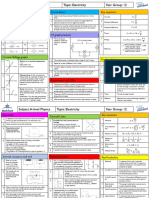
- Y12 Electricity KODocument2 pagesY12 Electricity KOrebeccaau07No ratings yet