Professional Documents
Culture Documents
Act 7 &chap 8
Uploaded by
Kimberly Joy Dimaano0 ratings0% found this document useful (0 votes)
3K views42 pagesOriginal Title
Act 7 &Chap 8
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
3K views42 pagesAct 7 &chap 8
Uploaded by
Kimberly Joy DimaanoCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 42
196 Chapter 7 ;
Internal Business Process Performance
Most of the performance measures are self-explanatory. However, three are not ~
delivery cycle time, throughput time, and manufacturing cycle efficiency (MCE).
These three important performance measures are discussed below.
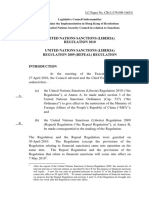
Figure 7-3: Delivery Cycle Time and Throughput
(Manufacturing Cycle) Time
Customers . }
Order Production eu
Received Started
pection Time + Move
| +—— Throughput (Manufacturing Cycle) Time ———» |
+ eelvery Cycle Time i
Value-Added Time __Nun-Value-Added Time
Process Wait Time”
um Inspection Time
Move Tima
Queue Time
Delivery Cycle Time. The amount of time from when an order is received from a
Customer to when the completed order is shipped is called delivery time cycle. ‘This
time is clearly a key concer to many Customers, who would like the delivery cycle
time to be as short as pessible, Cutting the delivery cycle time may give a company
a key competitive advauitage ~ and may be necessary for survival, Consequently,
many companies would include this performance measure on their balanced
scorecard.
Throughput (Manufacturing Cycle) Time. The amount of time required to turn
‘avs materials into completed products is called throughput time, or manufacturing
cycle time. The relation between the delivery cycle time and the throughput
(manufacturing Cycle) time is illustrated in the diagram above,
‘The Balanced Scorecard: A Tool to Implement Strategy 197
‘As shown in the diagram, the throughput time, or manufacturing cycle time, is
made up of process time, inspection time, move time, and queue time. Process
time is the amount of time work is actually done on. the product. Inspection time
is the amoui oF Time spent ensuring that the product is not defective, Move time
is the time required to move materials or partially completed products. from
workstation to. workstation. Queue Time is the amount of time a product spends
waitifig to be worked on, to be moved, to be inspected, or to be shipped
,
* # ~ :
As shown at the bottom of the diagram, only one of these four activities adds value
to the product — process time. The other three activities — inspecting, moving, and
* queuing — add no value and should be eliminated as much as possible.
Manufacturing Cycle Efficiency (MCE). Through concerted efforts to eliminate
the non-value-added activities of inspecting, inoving, and queuing, some
ies haye reduced their throughffut time to only a fraction of previous levels.
is has helped to reduce the delivery cycle time from tiionths to only weeks
or hours. Throughput time, which is considered to be a key measure in delivery
performance, can be put into better perspective by computing the manufacturing
cycle efficiency (MCE). The MCE is computed by relating the value-added time
to the throughput time. The formula is: ‘
{
Ks : ; A
MCE = an Valle ailded time. io
6d Throughput (manufacturing cycle) time
Ifthe MCE is less than 1, then non-value-added time is present in the production
process. An MCE of C.5, for example, would mean that half of the tota! production
time consisted of inspection, moving, and similar non-value-added activities. In
many manufacturing companies, the MCE is less than 0.1 (10%), which means
that 90% of the time a unit is in process is spent on activities that do not add value
to the product. By monitoring the MCE, companies are able to reduce non-value-
added activities and thus get products into the hands of customers more quickly
and at a lower cost. ‘
198 Chapler 7
Illustrative Problem 7-2: Measures of Internal Business Process Performance
Southwest Company keeps careful track of the time relating to orders and their
production. During the most recent quarter, the following average times were
ea for each unit or order:
Deys
~ Wait time 170.
Inspection time"; 04/7
Process time | 2.0
” Move time | 06 -
Queue time 5.0
Goods are shipped as soon as production is completed.
REQUIRED:
1. Compute the throughput time, or velocity of production.
2. Compute the manufacturing cycle efficiency (MCE),
3. What percentage of the production time is spent in non-value-added activities?
4. Compute the delivery cycle time.
Solution: *
|. Throughput time = Process time + Inspection time + Move time-+ Queue time
2.0 days + 0.4 days + 0.6 days + 5.0 days
8.0 days
2. Only process time is sale aed ine oe the computation of the MCE
would be as pores
MCE s Value-added time = 20 days _ 025
Throughput time 8.0 days
Thus, once put into production, a typical unit is actually being worked on only
25% of the time.
Since the MCE is 25%, the complement of this fi igure, or 75% of the total
production time, is spent in non-value-: added activities.
4. Delivery cycle time =" Wait time + ‘Throughput time
17.0 days + 8.0 days
25.0 days
‘The Balanced Scorecard: A Tool to Implement Strategy 199
REVIEW QUESTIONS AND PROBLEMS
Questions
‘ ; He
|. Give the major weakness of eacl
a leadership, (2) differentiation,
ard? What is the primary objective when using
of the three competitive strategies: (1)
and (3) focus.
2, What isa balanced Scorec
a balanced scorecard?
Contrast using the balanced scorecard with using only financial measures
of success.
4, How can an analyst incorporate the industry-market-size factor and the
interrelationships between the growth, price-recovery, and productivity
components into a stratégic analysis of operating income?
5. Why does balanced scorecard differ from company to company?
6. What is the difference between the delivery cycle time and the
throughput time? What four elements make up. the throughput time?
Into what two classes can these four elements be placed?
7. Why does the balanced scorecard include financial performance
measures as well as measures of how well internal business processes are
doing? _ :
8. Ifa company has a manufacturing cycle efficiency (MCE) of less than 1,
what does it mean? How would you interpret an MCE of 0.40?
Problem (Measures of Internal Business Process Performance)
Melody Fabrications, Ltd., of Dasmarifias, Cavite, has recently begun a
continuous improvement campaign in conjunction with a move toward JIT
production and purchasing. Management has developed new performance
measures as part of this campaign. The following operating data have been
gathered over the last four months:
Month
Poe le
‘oughput time, or velocity ” 9 9 5
Manufacturing cycle efficiency q 2 9 7
Delivery cycle time 2 9 9 9
Percentage of on-time
y deliveries,
2% BY 78% 85%
a sales (units)... 1 ‘ ‘
10,540 10,570 10,550 19,490
Management would like to know the company’s throughput time,
manufacturing cycle efficiency, and delivery cycle time. The data to
compute these measures have been gathered and appear below:
Month
1 2 3 4
05 05° «(04 OS
ns
Move time per unit, in days.
Process time per unit, in days..
Wait time per order before start of
production, in day:
Queue time per unit, in days
Inspection time per unit, in days
9.6 8.7 53 47
3.6 3.6 26 17
07 07 0.4 03
As part of its continuous improvement program, the company is planning to
move toward 4 JIT purchasing and production system.
Required: ;
1. For each month, compute the following operating performance measures:
a. The throughput time, or velocity of production.
b. The manufacturing cycle efficiency (MCE).
c. The delivery cycle time.
2. Using the performance measures given in the problem and those vou
computed in (1) above, identify whether the trend over the four months is
generally favorable, generally unfavorable, or mixed. What areas
apparently require improvement and how might they be improved?
3. Refer to the move time, process time, and so forth, given above for
month 4,
a. Assume that in month 5 the move time, process time, and so forth,
are the same as for month 4, except that through the implementation
of JIT, the company is able to completely eliminate the queue time
during production. Compute the new throughput time and MCE.
The Balanced Scorecard: A Tool to Implement Strategy _201
b. Assume that in month 6 the move time, process time, and so forth,
are the same as for month 4, except that the company is able to
completely eliminate both the queue time during production and the
inspection time. Compute the new throughput time and MCE,
Multiple Choice
1.
Which of the following represents value-added time in the
manufacturing cycle?
a. Inspection time.
b. Queue time.
c. Move time.
¥ Process time.
‘Throughput time consists of:
a. process time: -
b. inspection time and move time.
¢. process time, inspection time, and move time.
4, process time, inspection time, move time, and queue time.
Manufacturing Cycle Efficiency (MCE) is computed as:
a. Throughput Time + Delivery Cycle Time. é
b. Process Time + Delivery Cycle Time.
= Value-Added Time + Throughput Time.
d. Value-Added Time + Deiivery Cycle Time.
Lorenzo Corporation has provided the following data for one of its
products: .
3 days -
4days ,
07 aa 6
0.3 days |
Tgs |
‘The manufacturing cycle efficiency for this operation would be closest
to: :
Process time .
a, 0375,
b. 0.45. .
c. 0.18.
d. 0.33.
202, Chapter 7 :
Use the following information to answer questions 5 through 8.
Rainee Manufacturing Corporation has the, followin hp
: Moving time 8 days
Inspection time 2 days
Processing time 10 days-—
Storage time i
5. Whatis the total.amount of value-added time?
a. 10 days
b. 30 days
c. 40 days
d. 50 days
6. What is the total amount of nonvalue-added time?
10 days
b: 30 days
_ 6 40days -
d. 50 days
7. Whatis the product’s cycle time?
a. i0days
b. 30 days
c. 40 days
d. 50 daysy
8. What is the manufacturing cycle efficiency?
a 25.0% 5
b. 80.0%
c. 20.0%
d. 60.0%
Use the following information to answer questions 9 and 10,
‘Nicole Corporation has the following information:
Moving time 10 days
Inspection time 5 days
Processing time 15 days
Storage time 20 days
er The Balanced Scorecard: A Too! to Implement Strategy ae
ae :
10. What is the manufacturing cycle efficiency?
a 30.0%
b. 20.0% \
c. 50.0%
d- 70.0%
a
CHAPTER
COST PLANNING FOR PRODUCT LIFE
CYCLE: LIFE-CYCLE COSTING AND
LONG-TERM PRICING; TARGET COSTING
AND THEORY OF CONSTRAINTS
EXPECTED LEARNING ea
After studying this chapter, you should be able to...
1. Describe the concepts of the cost life cycle and sales
life concept
2. Explain and apply the methods in analyzing strategic
cost management issues of the cost-iife cycle such as
«Life-cycle costing
+” Target costing
* Theory of constraints
3. Distinguish between upstream costs, manufacturing
and dowfistream costs of a product's life cycle
4, Realize the importance of decision making at the
design stage of a product
5. Describe ‘the characteristics of the common design
models
6. Explain the strategic cost management over the
product's sales life cycle
7. Describe Target Costing and how it is applied in the
Cost-life cycle
8 hed the techniques in reducing costs fo 0 target cost
level
Explain the steps in implementing a target cost
approach
10. Describe the Concept of theory of Constraints and how
itis applied to improve the speed in improving speed in
the Manufacturing process
teee
—<<< $$
CHAPTER 8.
COST MANAGEMENT FOR
PRODUCT LIFE CYCLE:
LIFE-CYCLE COSTING AND LONG-TERM
PRICING; TARGET COSTING AND
THEORY OF CONSTRAINTS
COST MANAGEMENT FOR PRODUCT LIFE CYCLE
Life Cycle Costing
This chapter focuses on the time dimension of cost management. Consideration is
given both to (1) the effect of ‘the timeliness of operations on total costs and (2) the
way in which costs change over the life cycle of the product. Product life cycle is
consideration in each of two aspects
a) The cost life cycle
*b) The sales life cycle
et lifecule is the sequence of activities within the firm that begins with research
and development, followed by design, manufacturing, marketing / distribution and
customer service. .
ies li is the sequence of phases in the product’s or service’s life in the
market — from the introduction of the product or service to growth in sales and
finally maturity, decline and withdrawal from the market.
eed See 2 eee
Important strategic cost management issues arise in each activity of the cost life
cycle. The methods helpfut in analyzing the cost life cycle are
A. Life-Cycle Costing “
B. Target Costing and ~
C. Theory of Constraints
206_ Chapter 8
Life-Cycle Costing is used throughout the cost life cycle to minimize overall cost.
Target Costing is used for managing costs primarily in the design activity.
Theory of Constraints is a method for managing manufacturing costs.
Two of the methods, target costing and the theory of constraints are particularly
applicable to manufacturing firms because they deal primarily with product design
and manufacture. However, each method also can be applied to service firm, to
improve the efficiency and speed of the processes invoived in providing the
service.
A. COST MANAGEMENT FOR THE PRODUCT LIFE-CYCLE
Life-Cycle Costing is a management technique used to identify and monitor the
costs of product or service throughout its life cycle. It provides a long-term
perspective of product costs and product or service profitability. For instance, a
product that is designed quickly and carelessly, with little investment in design
costs, may have significantly higher marketing and service costs later in the life
cycle. Managers are interested in the total cost, over the entire life cycle, and not
manufacturing costs only.
Total cost over the product’s life cycle often is broken down into three components
— upstream costs, manufacturing cost and downstream costs. See Figure 8-1.
Figure 8-1: Life-Cycle Costing
R&D\ Desh \ Pot moh Can
my, yy Osten >
ee
Upstream Activities Downstream Activities
ad
t
LIFE-CYCLE COSTING
‘Cost Planning for Product Life
“The sub-components of these costs follow:
Upstream'costs :
Pier and development Sagi enginecring and quality
Design: prototyping, testing,
opment
wa upstream costs include computer_software,
tries with high ; ;
eer industrial and medical equipment
‘Manufacturing costs
Purchasing
Direct manufacturifig costs -
Indirect manufacturing costs
Downstream costs ; jth :
Marketing and distribution - packaging, shipping, samples, promotion,
advertising ieee
Service and warranty — recalls, service, product liability, customer support
Industries with high downstream - costs include pharmacratic,
performer, cosmetics and toiletries
Why Design is Important
Decision making at the design stage is critical. Although the costs incurred at the
design stage may be very small in relation to the total costs over the entire life
cycle the decision stage decisions are important because they iock in most of the
remaining life-cycle costs. 5
The critical success factors at the design stage include:
1. Reduced time-to-1 t.
2. Reduced expecied service costs.
3. Improved ease-of-manufacture.
4. Process planning and design.
Reduced time-to-market
The speed of product:development and the speed of delivery and efforts to
reduce time-to-market are critical for a business firm to sustain its
competitiveness,
Fa .
208 _ Chapter §
Reduced expected service costs
By careful simple design and the use of interchangeable or modular
components can reduce expected service costs,
Improved ease-of-manufacture
‘The design must be easy to manufacture in order to reduce production costs
and speed production,
Process planning and design
The plan for the manufacturing process should be flexible, allowing for fast
setups and product changeovers, using computer-integrated manufacturing
computer assisted design and concurrent engineering,
Common Design Models \
The four common design methods are ‘\
a. Basic engineering -
b. Prototyping
c. Templating and
4d. Concutrent engineering
Basic engineering
This is a method in which product designers. work independently from
marketing and manufacturing to develop a design from specific plans and
specifications.
Prototyping
This is a method in which functional models of the product are developed and
tested by engineers and trial customers.
Templating
This is a design method in which an existing product is scaled up or down to
fit the specifications of the desired new product.
Concurrent engineering
Concurrent engineering or simultaneous engineering, is an important new
approach in which product design is integrated with manufacturing and
marketing throughout the product’s life cycle.
ae
pi i
Cost Planning for Product Life Cycle ... 209
Figure 8-2 summarizes the characteristics of the Four Design Methods.
Figure 8-2: Characteristics of the Four Design Methods
i i Cost Effect on
Design Method | Design Speed Design Cost Downstreara Coste,
i st Depends on desired | Can be very high; as
ae a complexity and marketing and
functionality; should be | production are not
relatively low integral to the design
Potentially a significant
i significant; materials, a signi
irae ao a and time reduction in
downsteam costs
i Modest Unknown; can have
nt = costly unexpected
results if the scaling
does not work in the
market or in production
Concurrent Continuous Significant; design is | The best method for
engheating an integral, ongoing | reducing downstream
process [costs
Mlustrative Case I: Life-Cycle Costing ard Pricing
Star Communications Techiiologies, Inc., has introduced a new phone so small that
itcan be carried in a wallet, Star invested P400,000 in research and development
for the technology, and another P800,000 to design and test the prototypes. Star
Predicts a four-year life cycle for this model and gathered this cost data for the wallet
phone:
Monthly Fixed Cost Variable Costs
Manufacturing costs P25,000 P20
Marketing costs 20,000 5
Customer costs 3,000 | 8
| Distribution costs 5000 | 5
Sales prediction:
For price of P150- average annual sales of P80,000 units
For price of P10 — avetage annual sales of 60,000 unit.
For price of P225 — average annual sales of 48,000 units
210 _ Chapter 8
If the price of a wallet phone is P225, Star will have to increase the research and
developinent costs by P100,000 and the prototyping costs by P400,000 to improve
the model for the higher price. Fixed customer service costs also would increase by
500 per month and variable distribution costs would increase by PS per unit to
improve the customer service and distribution at the P225 level. At the lowest price
level of P150, fixed marketing costs would be reduced by P5,000 per month because
the low price would be the principal selling feature.
Required:
1. Determine the life-cycle costs for each pricing decision.
2. What price will produce the most profit for Star for the wallet phone’s life
cycle?
Solution to Mlustrative Case I: Life-Cycle Costing and Pricing
Requirement 1: Life-Cyole costs for each decision
Price P00 T P1000 T P7500
Units Sold 80,000 60,000 48.000 |
Revenues 2,000,000 | P10/00,000 | PY0/00,000 i
Costs oes
R&D 400,000 | P _400/000. | P 500000 | more ai P25
Protolypes P 000,000 | “P _800,000 | P 1,200,000 | more at P225
Manufacturing |
Fired P 1,200,000 |” 1,200,000 | P #,200,000 | = 25,000. 12 months x4 years
Variable P 4,600,000 | 4,200,000°| P _ 960,000 | = 20 per unit
Marketing
Fired P 720,000 | P 960,000 | ~P. 960,000 | = 20000 x 12 x 4 (15,000 at
Variable PA900 | PCO | P_POOOD | = 5 peru
Customer Service
Fixed p ‘4400 | P 144000 | P 168,000 | =3000x 12x 4 (600 a PZ)
Variable | P640,000 | P _480,000 | P_ 384,000 | = 8 per unit
Distribution
Fired P 000 | P 240,000 | P 240}000 | = 5000x Tx
Variable P 4,200,000 | P 900,000 [P 960,000 | = 15 per unt (20 at P225 price)
LTotal Cost 1 27344000 | P4i76000 |? 5.988.000 | |
Requirement 2
The P150 price renders the highest expected profit.
Tt
Cost Planning for Product Life Cycle... 21
OVER THE SALES LIFE CYCLE
is in the product’s or service’s life in
ife cycle is the sequence of phases in o ;
ea the introduction of the product or service to growth in sales and
i it et. Sales are at first small,
turity, decline and ‘withdrawal from the market. ‘
Fer ite ‘maturity phase and decline thereafter. Figure §-3 illustrates the
sales life cycle of a product.
COST MANAGEMENT
Figure 8-3: The Sales Life Cycle of a Product
Time
Phases of The Sales Life Cycle
Phase 1: Product Introduction
In the first phase there is little competition, and sales rise slowly as customers
become aware of the new product or service. Costs are relatively high because
of high R&D expenditures and capital costs for setting up production facilities
and marketing efforts. Process are relatively high because of product
differentiation and the high costs at this phase. Product variety is limited.
Phase 2: Growth
Sales begin to grow rapidly and product variety increases. The product
continues to enjoy the benefits of differentiation. There is increasing
competition and prices begin to soften.
212 Chapter 8
Phase 3: Maturity
Sales continue to increase but at a decreasing rate. there is a Teduction in the
number of competitors and of Product variety. Prices soften further, and
differentiation is no longer important. Competition is based on cost, given
competitive quality and functionality.
Phase 4: Decline
Sales begin to decline, as do the number of competitors. Prices stabilize.
«Emphasis on differentiation returns, Survivors are able to differentiate their
product, controi costs, and deliver quality and excellent service. Contro! of
Costs and an effective distribution network are key to continued survival.
Monagement Focus
In the first phase, the focus of management is on design, dif fer ntiation, and.
marketing. The focus shifts to new product development and pricing strategy as
competition develops in the secoud phase. In the third and fourth phases,
management’s attention turns to cost control, quality and service as the market
continues to become more competitive. Thus, the firm’s strategy for the product or
service changes over the sales life cycle, from differentiation in the early phases to
cost leadership in the final phases.
Strategic Pricing Strategy
The strategic pricing approach changes over the life cycle of the produci or service.
In the first phase, pricing is set relatively high to recover development costs and to
take advantage of product differentiation and the new demand for the product. In
the second phase, pricing is likely to stay relatively high as the firm attempts to
build profitability in the growing market. Alternatively, to maintain or increase
market share at this time, relatively low Prices (penetration pricing) might be used.
Inthe latter phases, pricing becomes more Competitive, and target costing and life-
cycle costing methods are used, as the firm becomes more of a price taker rather
than a price setter and makes efforts to reduce upstream (for product enhancement)
and downstream costs,
Cost Planning for Product Life Cycle ..._ 243
Cost Management System ef,
it i icing, there is a change in the cost
Together with the change in strategy and pricing, eas
ent system, At the introduction and into the growth phases, the primary
oad eevee to guide the design of products in a cost-efficient
need is for value chain analysis, t
manner, Master budgets aiso are used in these early phases to manage cash flows;
i still relatively
there are large developmental costs ata time when sales revenues are
small. As the strategy shifts to cost leadership in the Jaiter phases, the goal of the
cost management system is to provide the detailed budgets and activity-based
costing tools for accurate-cost-information.
Ilustrative Case II: Sales Life-Cycle Analysis
The management accotintant at the Aeron Manufacturing Company has collected
these data in preparation for a sales life-cycle analysis on one of its products, a leaf
blower:
| Average Anniial |
Change over | Change over the
tem This Year Last Year Last Four Years _|
Annual sales 2,000,000 1.5% 19.6%
Unt sles price 400 20 59|
Unit profit P180 (08) 25
: Required: Determine what stage of the sales life cycle the leaf blower is in.
Solution to Iiiustrative Case II: Sales Life-Cycle Analysis
It seems that sales are stabilizing since they only grew 1.5% over the past year and
the average annual growth over the past four years was 19.6%. The unit sales price
has also slowed, and the unit profit is beginning decline. As a result, total profit is
Starting to level off. Because of these signs, it seems that the leaf blower is in the
early maturity stage.
214 Chapter 8
Illustrative Case III: Strategic Costing and Pricing
Optic Care Inc. (OCI) manufactures specialized equipment for polishing optical
lenses. There are two models — one principaily used for fine eyewear (L-25) and
another for lenses used in binoculars, cameras and similar equipment (BL-10).
‘The manufacturing cost of each unit is calculated by activity-based costing*, using
these manufacturing cost pools:
Cost Pools. Allocation Base Costing Rate
1. Materials handling Number of parts 1.85 per part
2. Manufacturing supervision Hours of machine time P 11.40 per hour
3._Assembly_ Number of parts P2.55 per part,
4.__ Machine setup Each setup 43.30 per setup
5.__Inspecton and testing Logged hours P35 per hour
8. Packaging Logged hours P15 per hour
OCI currently sells the BL-10 model for P1,050 and the L-25 model for P725,
Manufacturing costs and activity usage for the two products are:
~BL1 me
Direct materials 126.50 58.19
Number of parts 124 88
Machine hours 64 32 _|
Inspection time 13 06
Packing time 07 04
«Setups 2 1
Required:
1, Calculate the product cost and product margin for each product.
2. A new competitor has entered the market for lens polishing equipment with
@ superior product at significantly lower prices - P750 for the BL-10 model
and P550 for the L-25 model. To try to compete, OCI has made some radical
improvements in the design and manufacturing of its two products. While
the costing rates have stayed the same, the materials costs and activity usage
Tates have been decreased significantly:
BL-10 |
Direct materials 111.50 48.30
Number of parts % 7
| Machine hours a7 | 29.
| Inspection time 10 05
Packing time 07 04
Setups di 1
Cost Planning for Product Life Cycle .._ 245
Tarp ase ening i cscs in crap @—-ct Arn ard Coo, 2416
Feition, EB. CABRERA
Calculate the total product cost with #
Can OCI make a profit with the new c
ice set by the new competitor? Pee
3 Te ea pinieial method might be useful to OCI at this time and
why?
Solution to Iustrative Case ILI: Strategic Costing
the new activity usage data.
costs, assuming hat OCT must meet
Requirements 1 and 2
Cost Pool T Allocation Bas | Costing Rate
Meleras Handing | Number of parts 185
Mig supenison | Machine hours 11.40
‘Assembly Number of pais 255
Setups 4350
Inspection and Test} Hours 35.00 |
Packoging Hours 150
Costs and Activity Usage for Each Product Current Revised
B40 | Le | alto | 1%
Dred malerias 150 | 5819; 115] 483
Number of pats 12.00} 8800] 96.00} 77.00
Machine hours 610} 32] 570} 290
Inspection time 130] 060) 100} 050
Packing time 07} 040] 070] 040
Setups 200 | 4.00 | 1.00 |. _1.00
‘elvity based
costs |
Reie
Maes 10 | S19] 11150 | 4830
Melts handing 185 7385 | 10280) 177.60 | 14245
ig supervision 1140 6054 | 3648) 64.98 | 3306
Assembly 255 30855 | 22440) 244.80 | 195.35
Setups 350 8700] 4350) 4350] 4350
laspection and Test 35.00 4550| 2100) 35.00] 1750
Packaging 1050] 600] 1050] 600
e7ias | 55237 | 68788} 487.16
Pre 4050.00 | 72600 | 750.00} $80.00
gin 17856 | 17263 | 6212 | 6284
Profit will stl! be eared even if prices are reduced as shown in the above schedule,
Requirement 3
Target costing should be useful to OCI to assist the firm in meeting the new
competition by finding new ways to cut costs without reducing product quality or
functionality.
gains and target costing to
ea men
216 i.
B. TARGET COSTING
Target costing is a technique in which the firm determ: ines the desired cost for the
product or service, given a competitive market Price so the firm can earn a desired
fit,
ie Target Cost = Competitive Price - Desired Profit
Target costing is a very useful way to manage the needed trade-off between
increased functionality and higher cost.,
Figure 8-4 shows the target costing in the cost life cycle,
Figure 8-4: Target Costing ia the Cost Life Cycle
0 ‘i Marketing & Customer’
° R&D\ Desian> Manufacturing Dstibion, > Seni
TARGET
COSTING
With its positioning in the early, Upstream phases of the cost life cycie, Target
Costing can clearly help a firm reduce total costs,
How to Reduce Costs to a Target Cost Level
1. Integrate new manufacturing technology using advanced cost management
techniques such as activity-based costing and seeking higher productivity
through improved organization and labor relations.
2. Redesign the product or servi
one because it Tecognizes tI
product life cycle costs,
ice. This approach is more common than the first
hat design decisions account for mush of the
Many firms employ both methods-operational control to achieve productivity
determine low-cost design
Cost Planning for Product Life Cycle... 247
‘Steps in Implementing a Target Cost Approach
/
1, Determine the market price. /
/
Determine the desired profit.
Calculate the target cost at market price less desired profit.
4, Use value engincering to identify ways to reduce product cost.
5. Use kaizen costing and operational control to further reduce costs.
2.
2
The first three steps do nct require additional explanation.
The following sections explain the fourth and the fifth steps:
a. The role of value engineering
*b. Kaizen costing and operational control
a. Role of Value Engineering
Valve ng is used in target costing to reduce product cost by
a re tale off between (1) different types and levels of products
functionality and (2) total product cost. An important first step in value
engineering is a consumer analysis performed during the design stage of
the new or revised product. The consumer analysis identifies critical
consumer preferences that define the desired functionality for the new
product.
The type of value engineering used depends on the functionality of the
product. For one group of products including camera, video equipment,
functionality can be added or deleted relatively easily. These are products
that. have frequent new models or updates and customer preferences
change frequently. On the other hand, for another group of products such
as construction equipment and heavy trucks, the functionality of the
product must be designed into the product rather than added on, In contract
to the first group customer preferences here are rather stable,
Target costing is more useful for products in the first group because there
are a large number of features about which the firm has some discretion,
A common type of value engineering employed in these firms is functional
analysis in which the performance and cost of each major function or
feature of the product is examined.
218 _ Chapter 8
‘An overall desired level of achievement of performance for each function
is obtained while keeping the cost of ail functions below the target cost.
‘Another technique is benchmarking which is used to determine which
features give the firm a competitive advantage. Its objective is to cone up
with an overall bundle of features for the product that achieve the desired
balance of meeting consumer preferences while keeping the costs below
targeted level.
Design Analysis is the common form of value engineering for products in
group two, industrial and specialized products. The design team prepare
several possible designs of the product, each having similar features that
have different levels of performance and different levels of perforrnance
and different costs. The design team works with cost management
personnel to select the one design that best meets customer preferences
while not exceeding the target cost. e
Other cost reduction approaches inclade cost tables and group technology.
Cost tables are computer-based databases that include comprehensive
information about the firm’s drivers. Cost drivers include, for example, the
size of the product, the materials used in its manufacture, and the number
of features. Firms that manufacture different sized parts from the same
design (pipe fittings, tools and so on) use cost tables to show the difference
in cost for parts of different sizes and different types of materials.
Group technology is a method of identifying similarities in the parts of
products a firm manufactures, so the same parts can be used in two or more
- products, thereby reducing costs. Large manufacturers of diverse product
fines, such as in the automobile, industry, use group technology in this
way. A point of concern in the use of group technology is that, while
manufacturing costs are reduced, service and warranty costs might be
increased if a failed part is spread over many different models, with the
result that a product recall will affect many more customers.
Cost Planning for Product Life Cycl 219.
Kaizen Costing
it seating is to use kaizen-costing and operational
ee ais eee cote ‘occurs at the manufacturing
eer Sth the effects of value engineering and improved design are
ely if place; the role for cost reduction at this phase is to sere ey
manufacturing methods (such as flexible manufacturing systems)
use new management techniques such as operational control, Gs oe
management and the theory of constraints to further reduce costs.
means “continual improvement,” that is, the ongoing search for new ways
to reduce costs in the manufacturing process of a product with a given
design and functionality.
b. Target Costing and
Illustrative Case IV: Target Costing
MotoDrive manufactures a wide variety of parts for recreational boating, including
part a and part b component for high-powered outboard boat engines. The
component is purchased by original equipment manufacturers such as Mercury and
Honda, for use in large, more powerful outboards. The units sell for P510, and
sales volume averages 25,000 units per year.
Recently, MotoDrive’s major competitor reduced the price of its equivalent part to
P450. The market is very competitive, and MotoDrive realizes it-must meet the
new price or lose significant market share. The controller has assembled these cost
and usage data for the most recent year for MotoDrive’s production of 25,000
units: “
i Standard Cost _| Actual Quantity | Actual Cost
Materials 5,125,000 7 5,500,000
Direct: labor 1,750,000 1,670,000
'ndirect labor 2,500,000 2,359,000
Inspection (hours and cost) c 2,000 350,000
por handling (number of :
jases and cost) - 56,000
Machine setups (number and : ae
cos) :
Returns and rework (number of | oe eae
— i : 500} 65,000 |
| P11,169,000 |
Required: :
1, Calculate the target cost for maintaining current market share and
profitability. :
2. Can the target cost be achieved? How?
Solution to Illustrative Case IV: Target Costing
Requirement |
Current uit cost ( seu) P46 76
é Curent profit per item:
Current selling price P510
Current unit cost 446.76
| Profit per item 63.24
e Target cost to meet the competitive price:
; Competitors price 450
pel
Less: Desired Profit — 63.24
Target cost 386.76
Requirement 2
The target cost can probably be achieved by efforts iri two areas:
| a. The standard cost analysis shows an unfavorable materials variance of
| sent 375,000 P5,500,000 — P5,125,000) or P15 per unit, a very significant
variance. Efforts to reduce or eliminate this variance will make the firm
much more competitive. Notice that the labor usage variances, both for
direct and indirect labor, are favorable, so it appears no additional work is
needed here, assuming the standards are properly set.
b. The manufacturing Costs except for direct materials and direct labor can
be Considered non-value adding costs, since they do not add to the
functionality or quality of the product. Efforts can be made to reduce the
total cost of these manufacturing costs, which now total a significant
P3,999,000 or P159.96 per unit.
Cost Planning for Product Life Cycle... 224”
C. THEORY OF CONTRAINTS
pare fea
Most strategic initiatives undertaken by firm today focus on improving speed
of their elas throughout the cost life cycle. For many companies speed isa
competitive edge. Shorter sales life cycle in many industries mean that
manufacturers are working to reduce product development time.
Theory of constraints is a process of identifying and managing constraint in the
making of products or in the providing of services. It also describes methods to
maximize operating income when faced with some bottleneck and some
nonbottleneck operations.
This section presents one of the methods to improve speed, Theory of Constraints
(TOC) a technique used to improve speed in the manufacturing process and thus
speed.
In contrast to target costing, which focuses on the early phases of the cost life cycle,
the Theory of Constraints focuses on manufacturing activity. This theory focuses
the manager’s attention on the constraints, or bottlenecks that slow the production
process. TOC emphasis the improvement of throughput (overall all rate of
manufacturing output) by removing or reducing the bottlenecks in the production
Process that slow 'the rate of output.
Manufacturing and distribution processes that do not affect throughout are
nonbinding constraints that receive less attention that bottlenecks ‘or binding
constraints. Fast throughput enables firms to be better prepared for quick product
changeovers and changes in customer preferences,
‘The Theory of Constraints defines three measurements.
1. Throughput Contribution:
Revenues - { Direct Materials
Cost of Goods Sold
2. Investments:
Sum of materials costs in
finished goods inventories;
buildings.
direct materials, work-in-process, and
R&D costs; and costs of equipment and
222_Chapter$
3. Operating Costs:
All costs of operations (other than direct materials) incurred to earn
throughput contribution. Operating costs include salaries and wages,
rent, utilities and depreciation. '
Steps in Theory of Constraints Analysis
Step 1: Identify the Binding Constraint{s)
In the first step in the management accounts works with manufacturing managers
and engineers to identify binding coristraints by developing a network diagram of
the flow of production. A network diagram is a flowchart of the work done that
shows the sequence of processes and the amount of the time required for each. The
purpose of the network diagram is to help the management accountant look for
signs of a bottleneck. A bottleneck often is indicated by a process with relatively
large amounts of inventory accumulating, or where there are long lead times. Task
analysis, which describes the activity of each process in detail, aiso could be used
to identify binding constraints.
Step 2: Determine the Most Efficient Utilization for Each Binding Constraint
In this step, the management accountant determines how to most effectively utilize
the firm’s resources. The approach differs somewhat depending on whether there
is one product, or two or more (as SPI has). If there is one product, the management
accountant looks for ways to maximize the flow of production through the
constraint.
Step 3: Manage the Flows Through the Binding Constraint
In step 3, the objective is to manage the flow of production in and out of the binding
constraint to smooth the flow of production throughout the plant. The orderly
scheduling of production prevents the building of materials or work-in-process
inventory at various processes. An important tool for managing product flow in
this context is the drum-buffer-rope (DBR) system, which is a system for balancing
the flow of production through a binding constraint.
Cost Planning for Product Life Cyc
Step 4: Add ‘Capacity to the Constraint
the constraint and improve cycle time, i
lieve } )
vein pacity t6 the constraints by adding new or
‘As a longer-term measure [0 1
management should consider adding <
improved machines and/or additional labor.
‘Step 5: Redesign the Manufacturing Process. s for Flexibility and Fast Cycle Time
nse to the constraint is to redesign the
the ‘introduction of new manufacturing
technology, deletion of some hard-to-manufacture products, and redesign of some
products for greater ease of manufacturing. Simply removing one or more minor
features on a given product might speed up the production process significantly.
The use of value engineering as described earlier might help at this point.
The most complete strategic respot
manufacturing process, including
The problems requiring the application of “Theory of Constraints” may also be
resolved using Linear Programming technique.
Ilustrative Problem 8-1: Theory of Constraints, Throughput Contribution,
Quality, Relevant Costs
Basic data on Columbia industries follow:
Columbia Industries manufactures electronic testing equipment. Columbia also
installs the equipment at customer's sites and ensures that it functions smoothly.
Additional informatjon on the Manufacturing and installation departments is as
follows (capacities are expressed in terms of the number of units of electronic
testing equipment):
Equipment Equipment Installed
Manufactured
Annual capacity 400 units per year 300 units per year
Equipment manufactured aiid installed + 300 unitsperyear 300 units per year J
Columbia manufactures only 300 units per year because the Installation
Department has only enough capacity to install 300 units. The equipment sells for .
40,000 per unit (installed) and has direct materials costs of P15,000. All costs
other than direct materials costs are fixed.
224 Chapter 8
Case I.
Columbia’s engineers have found a waytoreduce equipment manufacturing time.
The new method would cost an additional P50 per unit and would allow Columbia
to manufacture 20 additional units a year. Should Columbia implement the new
method?
Answer:
It will cost Columbia P50 per unit to reduce’ manufacturing time. But
manufacturing is not a bottleneck operation; installation is. ‘Therefore,
manufacturing more equipment will not increase sales and throughput
contribution. Columbia Industries should not implement the new manufacturing
method.
Case II.
Columbia’s designers have proposed a change in direci materials that would
increase direct materials costs by P2,000 per unit. This change woutd enable
Columbia to instalt 320 units of equipment each year. If Columbia makes the
change, it wll implement thie new design on all equipment sold. Should Columbia
use the new design?
Answer:
‘Additional relevant costs of new direct. materials,
2,000 x 320 units : 640,000
Increase in throughput contribution, P25,000 x 20 units 500,000
The additional incremental costs exceed the benefits from higher throughput
contribution by P140,000, so Columbia Industries should not implement the new
design.
Alternatively, compare throughput contribution under each alternative.
Current throughput contribution is P25 000 x 300 P7,500,000
With the modification, throughput contribution is
P23,000 x 320 P7,360,000
The current throughput contribution is greater than the throughput contribution
resulting from the proposed change in direct materials. Hence, Columbia
Industries should not implement the-new design.
Cost Planning for Product Life Cycle... 225
Case I.
A new installation technique has been “developed that will enable Columbia’s
tall 10 additional units of equipment a year. The new method will
engineers to ins nev
teats installation costs by P50,000 each year. Should Columbia implement the
new technique?
Answer:
Increase in throughput contribution, P25,000 x 10 units 250,000
Increase in relevant costs z P 50,000
The additional throughput contribution exceeds incremental costs by P200,000, so
Columbia Industries should implement the new installation technique.
Case IV,
Columbia is considering how to motivate workers to improve their productivity
(output per hour). One proposal is to evaluate and compensate workers in the
Manufacturing and Installation departments on the basis of their productivities. Is
the new proposal a good idea?
Answer:
Motivating instaliation workers to increase productivity is worthwhile because
installation is a bottleneck operation, and any increase in productivity at the
bottleneck will increase throughput contribution. On the other hand, motivating
workers in the manufacturing department to increase productivity is not
worthwhile, Manufacturing is not a bottleneck operation, so any increase in output
. Will result only in extra inventory of equipment. Columbia Industries should
encourage manufacturing to produce only as much equipment as the installation
department needs, nct to produce as much as it can. Under these circumstances, it
would not be a good idea to evaluate and compensate manufacturing workers on
the basis of their productivity,
226 _ Chapter 8
4llustrative Case V: Theory. of.Constraints
Kable Inc. manufactures a part, XX3, used in automobilés. Three processes are
involved in the production of XX3: drilling, inserting and packaging. Each process
performed at a separate workstation and has these performance characteristics:
¢ Thedrilling function can drill 30,000 parts per hour.
The inserting function can insert 3,000 parts per 5 minutes.
'e The packaging function can package 10,000 parts per half hour.
Required: How many units of XX3 can be manufactured in a week, and which
process is the binding constraint?
‘Solution to Mlustrative Case V: Theory of Constraints
The packaging function is the constraint because only 20,000 parts can be packaged an
hour whereas 30,000 can be drilled and 36,000 can be inserted.
Assuming a 40-hour work week, the number manufactured / Week
_ = 20,000 x 40hours = 800,000 / week
Cost Planning for Product Life Cycle...
REVIEW QUESTIONS AND PROBLEMS
* Quest
. What is life-
Do cost management practices ch
Explain how. :
le costing most appropriate and why?
For what types of firms is life-cycl H
Explain the difference in intended application between sales life-cycle
analysis and life-cycle costing.”
5, What are the different methods o}
design and life-cycle costing?
6. What is meant by the sales life cycle? What are the phases of the sales life
cycle? How does it differ from the cost life cycle?
the different phases of the sales life
sed?
cycle costing, and why is it us ;
the product’s sales life cycle?
ange ovel
ne
BY
f product engineering used in product
7. Do pricing strategies change over
cycle? Explain how.
8, What is target costing, and what type of firms use it?
9. For what types of firms is target costing most appropriate and why? =
10. What is meant by the concept of value: engineering? How is it used in target
costing?
II. Explain the two methods for reducing total product costs to achieve a
desired target cost. Which is most common in the consumer electronics
industries? In the specialized equipment manufacturing industries?
12, What is the main difference between activity-based costing and the theory
of constraints? When it is appropriate to use each one?
13, What is the role of the network diagram in the theory of constraints
analysis?
14. What is meant hy a binding constraint in the theory of constraint analysis?
A nonbinding constraint? s
15. Name the five steps of the theory of constraints and explain the purpose of
each, Which is the most important step and why?
16. For what types of firms is the theory of constraints analysis most
appropriate and why?
hee
228 _Chapter 8
Problems
Problem 1 (Matching Market Characteristics with Sales Life-Cycle Stages)
Activities and Market Characteristics Sales Life-Cycle Stage
Decline in sales
Advertising
Boost in production
Stabilized profits
Competitor's entrance into market
Market research
Market saturation
Start production”
Product testing
Termination of product
Large increase in sales
Required:
Insert the appropriate life-cycle stage in the space provided after each activity.
Problem 2 (Life-Cycle Costing)
The following revenue and the cost data are for Round Manufacturing’s to
radial saws. The RM 200 is for the commercial market and the RM 800 is for
industrial customers. Both products are expected to have three-year life cycles:
n! ; M200 |
Year 4 Year 2 Year 3
Revenue Costs P 500,000 | 2,000,000 | P2,500,000
Research and development 1,000,000 + o
Prototypes 300,000 50,000 +
Marketing NK 60,000 320,000} 475,000
Distbution 80,000 | 120,900 | 130,090
rar | 20,000 800,00 | $000,000
tomer service - 60,000 35,000
: | __60,900
Income |__P(960,000) | P_ 650,000 | F 810,000 |
Cost Planning for Product Life Cycle... “92
RM800
Year 1 Year 2 Year 3
Revenue Costs P__ 900,000 | P1,800,000 | P2,000,000
Research and development 1,150,000 0- O-
Prototypes 550,000 30,000 40,000
Marketing 124,000 200,000 260,000
Distribution 170,000 300,000 410,000
Manufacturing 85,000 | 600,000 700,000
Customer service L 20,000 10,000
_ income | P(4,179,000) | _P_ 650,000; P 610,000;
Required:
1. How woulda product life-cycle income statement differ from this calendar-
year income statement?
2. Prepare a three-year life-cycle income statement for both products. Which
product appears tc be more profitable?
3. Prepare a schedule showing each, cost category’ as a percentage of total
annual costs, Pay particular attention to the research and development and
customer service categories. What do you think this indicates about the
profitability of each product over the three-year life cycle?
Problem 3 (Target Costing in a Service Firm)
TARA Alarm Systems installs home security systems. Two of TARA’S
systems, the MCU 100 and'the MCU 900, have these characteristics:
Design Specifications MCU 100 MCU 900
Video cameras 1 3
Video monitors 1 : 1
Motion detsctors 5 8
Floodlights 3 7
Alarms 1 2
| Wiring 700 ft 1100"
Installation ‘hs. | 26h. |
230 Chapter 8
Cost Data for Both Systems
Video cameras P150/ea.
‘Video monitors P 75/ea.
Motion detectors P_45lea.
Floodlights P_8lea.
Alarms P 15lea.
Wiring P_0.10/ea,
Installation P20ihr.
The MCU 109 sells for P810 installed and the MCU 900 sells for P1,520
installed.
Required:
1, What are the current profit margins on both systems?
2. TARA’s management believes it must drop the price on the MCU 100 to
P750 and the MCU 900 to P!,390 to remain competitive in the market.
Recalculate profit margins for both products at these price levels.
3. Describe two ways that TARA could cut its costs to get the profit margins
back to their original levels.
Problem 4 (Target Costing, Strategy)
Benchmark Industries manufactures large workbenches for industrial use.
Wally Garcia, the vice president for marketing at Benchmark, has concluded
from his market analysis that sales are dwindling for Benchmark’s standard
table because of aggressive pricing by competitors. Benchmark’s table sells
for P875 whereas the competition’s comparable table is selling in the P80.
range. Garcia has determined that dropping price to P800 is necessary to regain
the firm’s annual merket share of 16,000 tables. Cost data based on sales of
10,000 tables are:
Budgeted Amount _| Actual Amount | Actual Cost
Direct materials 400,000 sq. ft. 425,000 sq. ft._| P2,700,000
Direct labor 85,000 hrs. 100,000 hrs. 1,000,000
Machine setups 30,000 hrs. {30,000 hrs. 300,000
Mechanical assembly | 320,000 hrs. {320,000 hrs. 4,000,000
Cost Planning for Product Life Cycle. eg
1, Calculate the current cost er
2, How much of the current cost per unit 1s
activities? ;
3, Calculate the new target cost per unit for a sales price of ‘800 if the profit
unit is maintained.
vi iggest for Benchmark to attain the target cost
4, What strategy do you sui
calculated in requirement 3?
and profit per unit.
' attributable to non-value-added
Problem 5 (Target Costing; Warehousirg)
has determined that its operations have three
Yanny Ceramic, a wholesaler, its OF
housing and distributing. The firm reports
primary activities: purchasing, ware
the following pertinent operating data for the year just completed:
Activity Cost Driver Quantity of |-Cost per Unit of
Cost Driver_| Cost Driver
Purchasing | Number of purchasing orders | 1,000 P100 per order
Warehousing _| Number of moves 8,000 20 per move
Distributing | Number of shipments {500 80 pér order *
Yanny buys 100,000 units at an average cost of PS per unit and sells them at
an average unit price of P10. The firm also has a fixed operating cost of
100,000 for the year.
Yanny’s customers are demanding a 5 percent discount for the coming year.
Yanny expects to sell the same quantity if the demand for price reduction can
be met. Yanny’s suppliers, however, are willing to give only a 4 percent’
discount.
Required:
Yanny has estimated that the number of purchasing orders can be reduced to
800 and a PS decrease in the cost of each shipment can be achieved with minor
changes in operations. Any further cost saving has to come from reengineering
the warehousing process. What is the maximum cost {i¢., target cost) for
warehousing if the firm desires to eam the same amount of profit next year?
©. wv
332 Chapter 8
Problem 6 (Theory of Constraints, Throughput Contribution, Relevaut
Costs)
The Zashi Corporation manufactures filing cabinets in two operations —
machining and finishing. It provides the following information.
Machining Finishing
Annual capacity 100,000 units 80,000 units
Annual production’ 80,000 units 80,000 units
Fixed operating costs (excluding direct
materials) P6,400,000 4,600,000
Fixed operating costs per unit preduced
(P6,400,000 = 80,000, P4,000,000 ;
+ 80,000) P80 per unit P50 per unit
Each cabinet sells for P720 and has direct materiats costs of P320 incurred at
the start of the machining operation. Zashi has no other variable costs. Zashi
can sell whatever output it produces. The following requirements refer only
to the preceding data. There is no connection between the requirements.
Required:
1. Zashi is considering using some modem jigs and toois in the finishing
operation that would increase annual finishing output by:1,000 units. The
annual cost of these jigs and tool is P300,000. Should Zashi acquire these
tools? Show your calculations.
2. The production manager of the Machining Department has submitted a
proposal to do faster setups that would increase the annual capacity of the
Machining Department by 10,000 units and cost P50,000 per year. Should
Zashi implement the change? Show your calculations.
Cost Planning for Product Life Cycle ...__ 233
Problem 7 (Theory of Constraints, Throughput Contribution, Relevant
Costs)
‘ ; ; a
Refer to the information “in Problem 6, in answering the following
requirements. There is no connection between the requirements.
ired: 7 P
re outside contractor offers to do the finishing operation for 12,000 units
at P100 per unit, double the P50 per unit that it costs Zashi to do the
finishing in-house. Should Zashi accept the subcontractor’s offer? Show
your calculations. :
2. The Rainee Corporation offers to machine 4,000 units at } 40 per unit, half
the P80 per unit that it costs Zashi to do the machining in-house. Should
Zashi accept the subcontractor’s offer? Show your calculations.
Problem 8 (Theory of Constraints, Throughput Contribution, Quality)
Refer to the information in Problem 6 in answering the following
requirements. There is no connection between the requirements.
a
Required: R £
1. Zashi produces 2,000 defective units at the machining operation. What is
the cost to Zashi of the defective items produced? Explain your answer
briefly. y
2. Zashi produces 2,000 defective units at the finishing operation. What is
the cost to Zashi of the defective items produced? Explain your answer
briefly.
f
234 Chapter 8
“Multiple Choice
1.
P
=
a
The critical success factors for a business today are all:
a. planning-oriented. c. sales-oriented,
b. production-oriented. d, customer-oriented.
The Theory of Constraints (TOC) focuses on improving cycle time, the rate
at which raw materials are converted to finished product. This strategic
management technique is primarily concemed with the critical success
factor of: «
a. energy. " ¢. originality.
b. quality. _d. speed.
The key concept in TOC is:
a. benchmarking. c. the bottleneck.
b. throughout. d. reengineering.
Which of the following determines the desired cost for a product based
upon a given competitive price? 4
a. benchmarking. c. reengineering.
b. target costing. d. life-cycle costing.
Target costing forces the firm to become more competitive, like:
a. reengineering. ©, activity-based costing
b. life-cycle costing. d. benchmarking.
Which of the following is not one of the steps in the life cycle of a product?
. manufacturing, inspecting, packaging and warehousing
b. research and development
¢. purchasing and receiving ~
4. marketing, promotion and distribution
In comparison to the Cost Life Cycle of. @ product, the Sales Life Cycle of
a product is: :
a. much shorter
6. much longer
exactly narailel, excepr that it expressed in sales
sifferent because it represents a Sequence of phases relating to sales,
not production. vi
an
Cost Planning for Product Life Cycle... _ 238
8. Ineach of the phases of a product’s sales life cycle, management's focus
re er different
a. parallel diferent
b. onthe next phase as well as the current one. . undifferentiated
generally, firms Will price a product more competitively at which stage of
9.
the products sates life cycle? /
a. Product Introduction c. Maturity
b. Growth d. Decline
10, Because of the four stages of a product’s sales life cycle has a different
emphasis, the cost management system will be expected to provide data
that is: : :
a. “different at each stage. c. lesser in amount in the later stages.
b. common to ail stages. d. lesser in amount in the early stages.
II. The sequence of activities within the firm which begins with research and
development, followed by design, and manufacturing, marketing /
distribution, and customer service is the: a
a. sales life cycle c. market life cycie
b. target life cycle d. critical life cycle
12. The sequence of phases in the product or service’s life in the market - from
the introduction of the product or service to the growth in sales and finally
maturity, decline, and withdrawal from the market is the:
a._sales life cycle c. market life cycle
b. target life cycle d. cost life cycle
13. When a firm determines the desired cost for a product or service, given a
competitive market price, in order to ear a desired profit, the firm is
exercising:
a. target co: ¢. variable costing
b. life cycle costing d. absorption costing
=
. Which one of the following is used in target costing to reduce product cost
by analyzing the wradeoffs between (1) different types and levels of product
functionality and «2, total product cast?
a benchmarking ©. productivity analysis
b. functional analysis d._ value engineering
236 Chapter 8
15. Which one ofthe following isa common type of value engineering in which
each major function or feature of the product is examined in terms of its
performance and cost?
a. benchmarking
b. functional analysis
¢ productivity analysis
4. functional engineering
16. Which one of the following, is a common form of value engineering in
which the designing team prepares several possible designs ofthe product?
a._ benchmarking ¢. productivity analysis
b._ functional analysis d. design analysis
17. Which one of the following is nor one of the five steps in TOC analysis?
a. Identify the binding constraint(s).
b. Determine the most efficient utilization for each binding constraint.
c. Manage the flow through the binding constraint.
d. Deduct capacity from the constraint.
18. Which one of the following is true conceming TOC?
Short-Term Focus Long-Term Focus. Cost Drivers
a No No Yes
b. No Yes No
ce. Yes No No
a. No Yes Yes
19. Which one of the following is a downstream cost?
a, research and development ¢. purchasing
b. packaging d. prototyping
20.’ which one of the following industries has high upstream costs?
a. retail c. cosmetics
b. perfumes d. computer software
21. Which of the following is wot a critical success factor at the design stage?
a. improved ease-of-manufacture
b. reduced time-to-market
c. reduced expected service costs
i enhanced qual't:
=<. Which one of the following is not a commot
a. concurrent engineering. “¢> templating
b. design engineering d. prototyping
Cost Planning for Product Life Cycle .. _ 237
23, Sales begin to grow rapidly nd product variety increases in: t
a, phase three c, phase five
b. - phase two d, phase four
24, Sales continue to increase but at a decreasing rate is:
_ac phase three c. phase five
b. phase two d. phase four
25. Sales begin to decline, as does the number of competitors, in:
a. phase three c. phase five ©
b. phase two d. phase four
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- hs02cb1 1791 3 eDocument87 pageshs02cb1 1791 3 eKimberly Joy DimaanoNo ratings yet
- Internal Controls Checklist: Yes No Not Sure Not ApplicableDocument5 pagesInternal Controls Checklist: Yes No Not Sure Not ApplicableKimberly Joy DimaanoNo ratings yet
- The Collapse of Lehman Brothers (2008) : A Case StudyDocument14 pagesThe Collapse of Lehman Brothers (2008) : A Case StudyKimberly Joy DimaanoNo ratings yet
- Activity PDFDocument4 pagesActivity PDFKimberly Joy DimaanoNo ratings yet
- MGT 3 FinalsDocument1 pageMGT 3 FinalsKimberly Joy DimaanoNo ratings yet
- SOSLITDocument19 pagesSOSLITKimberly Joy DimaanoNo ratings yet
- PE4 FinalsDocument1 pagePE4 FinalsKimberly Joy DimaanoNo ratings yet
- Mabangis Na LungsodDocument4 pagesMabangis Na LungsodKimberly Joy DimaanoNo ratings yet
- Econ1 (CH3) PDFDocument17 pagesEcon1 (CH3) PDFKimberly Joy DimaanoNo ratings yet
- How To Prevent COVID-19 in Your CommunityDocument4 pagesHow To Prevent COVID-19 in Your CommunityKimberly Joy DimaanoNo ratings yet
- Lit 1 Sosyedad at Literatura 1Document22 pagesLit 1 Sosyedad at Literatura 1Kimberly Joy Dimaano100% (1)