You might also like
- BS en 12190-1999Document8 pagesBS en 12190-1999Midhun K Chandrabose100% (1)
- Quiz Submissions - Quiz 3 - Chapter 6Document5 pagesQuiz Submissions - Quiz 3 - Chapter 6charlesNo ratings yet
- NT TR 226 - When Do We Need Calibration of Equipment Used in Testing Laboratories - Nordtest Technical ReportDocument51 pagesNT TR 226 - When Do We Need Calibration of Equipment Used in Testing Laboratories - Nordtest Technical Reportadfasfdafssaf100% (2)
- Root Cause & Corrective Action (RCCA)Document30 pagesRoot Cause & Corrective Action (RCCA)AAKIL AHAMEDNo ratings yet
- Overview of Common Process Analysis Techniques PDFDocument14 pagesOverview of Common Process Analysis Techniques PDFAnang FakhruddinNo ratings yet
- A Quality PrincipleDocument11 pagesA Quality PrincipleMd Rakib AhmedNo ratings yet
- Dcma Qae HandbookDocument17 pagesDcma Qae HandbookmtcengineeringNo ratings yet
- The 5-Whys' Method: Example 1Document3 pagesThe 5-Whys' Method: Example 1initiative1972No ratings yet
- Why Determine Root Cause?: Approved For Public ReleaseDocument17 pagesWhy Determine Root Cause?: Approved For Public ReleasescorpionarnoldNo ratings yet
- Supplier Quality Engineer - IndiaDocument3 pagesSupplier Quality Engineer - IndiaSushil Kr ChaurasiaNo ratings yet
- Introduction To Quality - StudentsDocument47 pagesIntroduction To Quality - StudentsLovely CabuangNo ratings yet
- Supplier Quality Requirements ManualDocument42 pagesSupplier Quality Requirements Manualmax8086No ratings yet
- Quality Management Vs Quality Assurance June 2017Document2 pagesQuality Management Vs Quality Assurance June 2017nico0% (1)
- 2020 Annual Report Melexis enDocument156 pages2020 Annual Report Melexis enAnthonyWittendorpNo ratings yet
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNo ratings yet
- Delphi CSRDocument32 pagesDelphi CSRecemericNo ratings yet
- Red Flags SurveyDocument6 pagesRed Flags Surveyhmp90No ratings yet
- 04 The Six Sigma MethodologyDocument53 pages04 The Six Sigma Methodologychteo1976No ratings yet
- Systematic Problem Solving - Radu BotoganDocument19 pagesSystematic Problem Solving - Radu BotoganIonut EduardNo ratings yet
- 8 D Report: 8 Discipline MethdologyDocument14 pages8 D Report: 8 Discipline MethdologyAshishkekreNo ratings yet
- Agilent Calibration FrequencyDocument6 pagesAgilent Calibration Frequencyzilangamba_s4535No ratings yet
- Root Cause Analysis: Presented By: Team: IncrediblesDocument21 pagesRoot Cause Analysis: Presented By: Team: IncrediblesDinesh TyagiNo ratings yet
- MeasureDocument51 pagesMeasureAshwani KumarNo ratings yet
- Global Supplier Quality Requirements ManualDocument23 pagesGlobal Supplier Quality Requirements ManualdywonNo ratings yet
- How To Calculate Sigma Level For A ProcessDocument9 pagesHow To Calculate Sigma Level For A ProcessmaherkamelNo ratings yet
- MHS 06. Statistical Process Control-KWODocument55 pagesMHS 06. Statistical Process Control-KWOKevin SinagaNo ratings yet
- Process Capability - ToolDocument26 pagesProcess Capability - ToolFouzan SoniwalaNo ratings yet
- A3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Document7 pagesA3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Sandeep MishraNo ratings yet
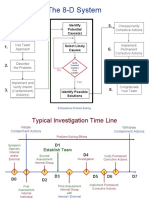
- The 8-D System: Awareness of Problem Choose/Verify Corrective ActionsDocument3 pagesThe 8-D System: Awareness of Problem Choose/Verify Corrective ActionsAtul SharmaNo ratings yet
- Measure 6 Gage R&R - Short MethodDocument2 pagesMeasure 6 Gage R&R - Short Methodanjo0225No ratings yet
- New Calibration FormateDocument18 pagesNew Calibration FormateAnand KNo ratings yet
- MFC Toolkit Fai Guidebook PDFDocument30 pagesMFC Toolkit Fai Guidebook PDFREVDNo ratings yet
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocument26 pagesCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNo ratings yet
- PPAPDocument16 pagesPPAPRohit JanardananNo ratings yet
- Supplier Quality ManagementDocument17 pagesSupplier Quality ManagementJossie FuentesNo ratings yet
- RM13000 - 8D Problem Solving MethodDocument47 pagesRM13000 - 8D Problem Solving Methodmizar.g91No ratings yet
- 5y AnalysisDocument2 pages5y AnalysispsathishthevanNo ratings yet
- 3 Analyze PhaseDocument23 pages3 Analyze PhaseJawad QureshiNo ratings yet
- Sipoc: Document The Top Level Process Steps in Any Process For A Product or ServiceDocument7 pagesSipoc: Document The Top Level Process Steps in Any Process For A Product or ServicetonyNo ratings yet
- Apqp - Layered Process Audit-1594636097 SAMPLE 4Document9 pagesApqp - Layered Process Audit-1594636097 SAMPLE 4ubraghuNo ratings yet
- Rcca On P/N: XXX Supplier Name: XXX Person's Name: As Presented To Lam SE: Date: XXXDocument4 pagesRcca On P/N: XXX Supplier Name: XXX Person's Name: As Presented To Lam SE: Date: XXXTarun KaushalNo ratings yet
- Unleash Quality Center 10 (PDF Library)Document2 pagesUnleash Quality Center 10 (PDF Library)Sanjoy MajiNo ratings yet
- Closed Loop Corrective ActionDocument19 pagesClosed Loop Corrective ActionSajid MahammadNo ratings yet
- Kaizen Report ExampleDocument1 pageKaizen Report ExampleOscar Gonzalez CastroNo ratings yet
- 3L and 5 Why Presentation - MKGDocument70 pages3L and 5 Why Presentation - MKGMukesh GuptaNo ratings yet
- Final Session Guide Root CauseDocument11 pagesFinal Session Guide Root CauseBagamel YlananNo ratings yet
- Different Types of Time in ManufacturingDocument15 pagesDifferent Types of Time in ManufacturingkazuNo ratings yet
- 8D PcaDocument14 pages8D PcaRAVINNo ratings yet
- Global Supplier Quality Manual-Second EditionDocument43 pagesGlobal Supplier Quality Manual-Second EditionSuhas ChinchanikarNo ratings yet
- AP QP ChecklistDocument6 pagesAP QP ChecklistMartin BoianiNo ratings yet
- Root Cause Analysis 27.3.19Document43 pagesRoot Cause Analysis 27.3.19Musical CorruptionNo ratings yet
- Fmea 2016Document87 pagesFmea 2016Eva RoslianaNo ratings yet
- Internal Auditor Training WorkshopC-MeyerDocument39 pagesInternal Auditor Training WorkshopC-MeyerOratexaNo ratings yet
- Poka-Yoke Team 4Document14 pagesPoka-Yoke Team 4Ratandeep PandeyNo ratings yet
- CFUSA Supplier HandbookDocument24 pagesCFUSA Supplier HandbookBrenda GillNo ratings yet
- New Energy Management Standard ISO 50001Document3 pagesNew Energy Management Standard ISO 50001saifuddin722No ratings yet
- Rules For Achieving IATF Recognition 3rd EditionDocument49 pagesRules For Achieving IATF Recognition 3rd Editiondonkalonk0% (1)
- Apqp PQP Flow ChartDocument1 pageApqp PQP Flow ChartmjapmgNo ratings yet
- DFSSDocument4 pagesDFSSankitrathod87No ratings yet
- Mil STD 414 PDFDocument116 pagesMil STD 414 PDFshule1No ratings yet
- Gas Density CalculationDocument2 pagesGas Density CalculationLuis SantosNo ratings yet
- Risk Management Looking at Opportunities Alongside ThreatsDocument6 pagesRisk Management Looking at Opportunities Alongside ThreatsLuis SantosNo ratings yet
- SIL Project In: Slovnaft Bratislava RefineryDocument4 pagesSIL Project In: Slovnaft Bratislava RefineryLuis SantosNo ratings yet
- ISO14001 2015whitepaperDocument8 pagesISO14001 2015whitepaperalmutazimNo ratings yet
- SevesoInspectionSeriesVolume 1Document96 pagesSevesoInspectionSeriesVolume 1Luis SantosNo ratings yet
- Sound Level Meter Sonometro Sonomètre: English Español FrançaisDocument0 pagesSound Level Meter Sonometro Sonomètre: English Español FrançaisLuis SantosNo ratings yet
- Krohne Optiflux 4000 ManualDocument36 pagesKrohne Optiflux 4000 ManualLuis SantosNo ratings yet
- RefineriesDocument273 pagesRefineriesLuis Santos100% (1)
- Noise: Check Sound Levels According To RegulationsDocument1 pageNoise: Check Sound Levels According To RegulationsLuis SantosNo ratings yet
- Letter For New ISO - PC 283Document1 pageLetter For New ISO - PC 283Luis SantosNo ratings yet
- En12464 2011Document72 pagesEn12464 2011Luis SantosNo ratings yet
- Código GEU PDFDocument81 pagesCódigo GEU PDFLuis SantosNo ratings yet
- TB 2011 4Document4 pagesTB 2011 4Luis SantosNo ratings yet
- Appnote En1838 Emergency Exit Route LightingDocument2 pagesAppnote En1838 Emergency Exit Route LightingLuis SantosNo ratings yet
- Classification of RefregerantsDocument4 pagesClassification of RefregerantshrcfmsNo ratings yet
- E 004en en 1838 Emergency Lighting v0Document7 pagesE 004en en 1838 Emergency Lighting v0Luis Santos100% (1)
- Breaking Through Memory Limitation in GPU Parallel Processing Using Strassen AlgorithmDocument5 pagesBreaking Through Memory Limitation in GPU Parallel Processing Using Strassen AlgorithmDonkeyTankNo ratings yet
- p1 Coverage Animal Nutrition - Chapter 1Document13 pagesp1 Coverage Animal Nutrition - Chapter 1jayr ludoviceNo ratings yet
- C7 - Laporan Praktikum DifusiDocument56 pagesC7 - Laporan Praktikum DifusiNAYANDRA DIAS FADILLANo ratings yet
- Industrial Automation 4Document78 pagesIndustrial Automation 4Satyam SinghNo ratings yet
- Explorer: SANS DFIR Cheat SheetDocument4 pagesExplorer: SANS DFIR Cheat Sheetdragon00No ratings yet
- SP 5300DN SP 5310DN SÑljguideDocument32 pagesSP 5300DN SP 5310DN SÑljguidepaypkerry_179706015No ratings yet
- Switch Gear and Protection: Directional RelaysDocument11 pagesSwitch Gear and Protection: Directional Relaysshiny_vikram6365100% (1)
- Grade 4 Maths NotesDocument6 pagesGrade 4 Maths NotesSam RenuNo ratings yet
- SPACE GASS Engineering Software: Form SGOFAU0072019Document1 pageSPACE GASS Engineering Software: Form SGOFAU0072019ved prasad SapkotaNo ratings yet
- Fuzzy Systems SlidesDocument58 pagesFuzzy Systems SlidesMartin Chris SvendsenNo ratings yet
- Internal Erosion of Dams and Their Foundations - PreviewDocument69 pagesInternal Erosion of Dams and Their Foundations - PreviewGeo GarcíaNo ratings yet
- Constraints in OracleDocument16 pagesConstraints in OraclePrasanthi KolliNo ratings yet
- Lab Session - 17 Oct 2015 PDFDocument6 pagesLab Session - 17 Oct 2015 PDFmmNo ratings yet
- Guia Generadores KohlerDocument16 pagesGuia Generadores KohlerEdgar Maldonado100% (1)
- Hand-Operated and Modified Generator (Homgen) : Converting Elastic Potential Energy To Mechanical EnergyDocument32 pagesHand-Operated and Modified Generator (Homgen) : Converting Elastic Potential Energy To Mechanical EnergyEmmanuel PeñasNo ratings yet
- Carbody TiltingDocument34 pagesCarbody TiltinggundunathNo ratings yet
- Mechanical Engineering Syllabus IiestDocument10 pagesMechanical Engineering Syllabus Iiestpathivada venkatNo ratings yet
- Concept Drone DrawingsDocument1 pageConcept Drone Drawingsapi-385054999No ratings yet
- ENTS 640 Networksand Protocolsi Project FALL 2016: Alekhya Dixit, Pulavarthy UID:115033085 Apeksha Chauhan UID: 115035027Document15 pagesENTS 640 Networksand Protocolsi Project FALL 2016: Alekhya Dixit, Pulavarthy UID:115033085 Apeksha Chauhan UID: 115035027Dhananjay NanawareNo ratings yet
- ROTZLER TITAN Stand 27.07.2015 01Document48 pagesROTZLER TITAN Stand 27.07.2015 01Lucas BritoNo ratings yet
- Project Management Project NetworkDocument9 pagesProject Management Project Networkعبدو عبدوNo ratings yet
- Alfdrain S10-225Document1 pageAlfdrain S10-225Aladin AbrashNo ratings yet
- Transformer PPT For First YearDocument42 pagesTransformer PPT For First YearDhairya Pathak100% (1)
- Solutions HOML PDFDocument45 pagesSolutions HOML PDFYasmine A. SabryNo ratings yet
- Advances in Engineering: An International Journal (ADEIJ)Document9 pagesAdvances in Engineering: An International Journal (ADEIJ)adeijNo ratings yet
- Market Profile-Futures TradingDocument6 pagesMarket Profile-Futures TradingAlp Dhingra100% (2)
- RJK6014DPP: Silicon N Channel MOS FET High Speed Power SwitchingDocument4 pagesRJK6014DPP: Silicon N Channel MOS FET High Speed Power Switchingnnaans2013No ratings yet
- L&T Infotech Placement PaperDocument3 pagesL&T Infotech Placement PaperDipak NandeshwarNo ratings yet