You might also like
- 1.3 Optimization - of - Electrical - Distribution DistribuiçãoDocument8 pages1.3 Optimization - of - Electrical - Distribution DistribuiçãoelcarmoNo ratings yet
- A Combined Goal Programming AHP ApproachDocument10 pagesA Combined Goal Programming AHP Approachtarkan varmaNo ratings yet
- Electric Power Systems Research: Burnet O'Brien Mkandawire, Nelson Ijumba, Akshay SahaDocument7 pagesElectric Power Systems Research: Burnet O'Brien Mkandawire, Nelson Ijumba, Akshay Sahajosefrank98No ratings yet
- ACTIVIDAD1 - Practical Aspects of The Application of RCMDocument10 pagesACTIVIDAD1 - Practical Aspects of The Application of RCMeduardoperez.uniNo ratings yet
- Jjmie: A New Framework of Reliability Centered MaintenanceDocument16 pagesJjmie: A New Framework of Reliability Centered MaintenancecuongNo ratings yet
- Hydraulic Excavators - HannahDocument11 pagesHydraulic Excavators - HannahMahmoud BayatNo ratings yet
- Electronics: Condition-Based Maintenance of HVAC On A High-Speed Train For Fault DetectionDocument14 pagesElectronics: Condition-Based Maintenance of HVAC On A High-Speed Train For Fault DetectionManu NascimentoNo ratings yet
- Energies 12 00649Document22 pagesEnergies 12 00649Executive Engineer HT-2No ratings yet
- A Review On Power Plant Maintenance and OperationaDocument5 pagesA Review On Power Plant Maintenance and OperationaWAN MUHAMMAD IKHWANNo ratings yet
- An Evaluation System of The Setting Up of Predictive Maintenance ProgrammesDocument19 pagesAn Evaluation System of The Setting Up of Predictive Maintenance Programmesfaz143No ratings yet
- Applying Reliability Centered Maintenance RCM To Sampling Subsystem in Continuous Emission Monitoring SystemDocument9 pagesApplying Reliability Centered Maintenance RCM To Sampling Subsystem in Continuous Emission Monitoring SystemteguhNo ratings yet
- Integrating Reliability-Centered Maintenance With Cost Optimization e Application in Plant of Hard Chrome PlatingDocument8 pagesIntegrating Reliability-Centered Maintenance With Cost Optimization e Application in Plant of Hard Chrome PlatingDaniloNo ratings yet
- Marasini Bralee Icmr Proceedings2014Document7 pagesMarasini Bralee Icmr Proceedings2014Camilo MorenoNo ratings yet
- Robust Optimization Based Energy Management of A Fuel CellDocument17 pagesRobust Optimization Based Energy Management of A Fuel CellMohamed Riyad BoudallaaNo ratings yet
- Reliability Centered Maintenance in Industrial Planning - A Case StudyDocument6 pagesReliability Centered Maintenance in Industrial Planning - A Case StudycuongNo ratings yet
- RBI For Power Plants PDFDocument13 pagesRBI For Power Plants PDFOsu AmpawanonNo ratings yet
- Sustainability 11 06040 v3 PDFDocument22 pagesSustainability 11 06040 v3 PDFanon_154356287No ratings yet
- TranslateDocument10 pagesTranslateFarhad BahramiNo ratings yet
- Reliability StudyDocument11 pagesReliability StudySanjeevi Kumar SpNo ratings yet
- An Improved Preventive Maintenance Scheduling For A Photovoltaic Plant Under Environmental ConstraintsDocument34 pagesAn Improved Preventive Maintenance Scheduling For A Photovoltaic Plant Under Environmental ConstraintsbellaNo ratings yet
- Wilmeth - ManutençãoDocument11 pagesWilmeth - Manutençãofernanda melloNo ratings yet
- Reliability-Centered Maintenance: A Case Study: Engineering Management Journal EMJ December 2000Document11 pagesReliability-Centered Maintenance: A Case Study: Engineering Management Journal EMJ December 2000Andre CalmonNo ratings yet
- Optimal Reliability Centered Maintenance Strategy Based On The Failure Modes and EffectDocument9 pagesOptimal Reliability Centered Maintenance Strategy Based On The Failure Modes and EffectMiguel Angel Ccapa RojasNo ratings yet
- Design and Implementation A New Model For Preventive Maintenance of Medium Voltage Electrical Distribution NetworksDocument4 pagesDesign and Implementation A New Model For Preventive Maintenance of Medium Voltage Electrical Distribution NetworksMaster JuegosNo ratings yet
- CourseDocument3 pagesCoursemarihomenonNo ratings yet
- RCM in Nuclear Power PlantsDocument13 pagesRCM in Nuclear Power PlantsAmar SaadiNo ratings yet
- Reliability Centered Maintenance in Industrial Planning - A Case StudyDocument6 pagesReliability Centered Maintenance in Industrial Planning - A Case Studybirhan getayeNo ratings yet
- A Comprehensive Methodology For The Optimization of Condition-Based Maintenance in Power Transformer FleetsDocument9 pagesA Comprehensive Methodology For The Optimization of Condition-Based Maintenance in Power Transformer FleetsAdrian SieNo ratings yet
- QRCMDocument7 pagesQRCMAiyappa DevrajNo ratings yet
- Techniques and Indices For Preventive Maintenance OptimizationDocument6 pagesTechniques and Indices For Preventive Maintenance OptimizationGopi SubramaniamNo ratings yet
- Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryDocument5 pagesReliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryflavianosamelNo ratings yet
- Reliability-Centered Maintenance Planning Based On Computer-Aided FMEADocument7 pagesReliability-Centered Maintenance Planning Based On Computer-Aided FMEAAhmed El-FayoomiNo ratings yet
- TPM Maintenance Management Model Focused On Reliability That Enables The Increase of The Availability of Heavy Equipment in The Construction SectorDocument12 pagesTPM Maintenance Management Model Focused On Reliability That Enables The Increase of The Availability of Heavy Equipment in The Construction SectorFrank Joel Herrera ApaesteguiNo ratings yet
- Reliability Centered Maintenance Optimization For Power Distribution Systems 2014 International Journal of Electrical Power Energy SystemsDocument8 pagesReliability Centered Maintenance Optimization For Power Distribution Systems 2014 International Journal of Electrical Power Energy SystemsJAVIERNo ratings yet
- Energies: Multivariate Features Extraction and Effective Decision Making Using Machine Learning ApproachesDocument16 pagesEnergies: Multivariate Features Extraction and Effective Decision Making Using Machine Learning ApproachesFares BencheikhNo ratings yet
- Reliability Centered Asset Mgmet For Power SystemDocument8 pagesReliability Centered Asset Mgmet For Power Systemmilne_christopherNo ratings yet
- Ojsadmin,+jarte 1-1 13740Document11 pagesOjsadmin,+jarte 1-1 13740HugoNo ratings yet
- 07 ZhouDocument8 pages07 ZhouAbdelghani BouchaalaNo ratings yet
- Fmea PumpDocument8 pagesFmea Pumpsumantabal_uceNo ratings yet
- State Space Models For Condition Monitoring: A Case Study: Diego J. Pedregal, M Carmen CarneroDocument10 pagesState Space Models For Condition Monitoring: A Case Study: Diego J. Pedregal, M Carmen CarneroMohamedBoualilNo ratings yet
- Applying RCM in Large Scale Systems A Case Study With Railway NetworksDocument17 pagesApplying RCM in Large Scale Systems A Case Study With Railway NetworksorlandoduranNo ratings yet
- Computers & Industrial Engineering: Anish Sachdeva, Dinesh Kumar, Pradeep KumarDocument13 pagesComputers & Industrial Engineering: Anish Sachdeva, Dinesh Kumar, Pradeep KumarVikrant AggarwalNo ratings yet
- ImprovedDocument8 pagesImprovedLaura RoseroNo ratings yet
- Sensors: Predictive Maintenance For Pump Systems and Thermal Power Plants: State-of-the-Art Review, Trends and ChallengesDocument24 pagesSensors: Predictive Maintenance For Pump Systems and Thermal Power Plants: State-of-the-Art Review, Trends and ChallengesRizqi Nor Al'AriskoNo ratings yet
- AvailabilityDocument9 pagesAvailabilityMuhd Fadzlee ZNo ratings yet
- Relationship of Artificial Intelligence To The Reliability Optimization of Electric Power Systems (Review)Document5 pagesRelationship of Artificial Intelligence To The Reliability Optimization of Electric Power Systems (Review)Tural AliyevNo ratings yet
- Risk-Based Preventive Maintenance Planning Using Failure Mode and Effect Analysis (FMEA) For Marine Engine SystemsDocument6 pagesRisk-Based Preventive Maintenance Planning Using Failure Mode and Effect Analysis (FMEA) For Marine Engine SystemsmonopaNo ratings yet
- Performance-Based Health Monitoring, Diagnostics and Prognostics For Condition-Based Maintenance of Gas Turbines: A ReviewDocument40 pagesPerformance-Based Health Monitoring, Diagnostics and Prognostics For Condition-Based Maintenance of Gas Turbines: A ReviewmenosoftNo ratings yet
- Dzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111Document11 pagesDzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111cuongNo ratings yet
- Schnettler Asset Management PDFDocument12 pagesSchnettler Asset Management PDFandresfc17No ratings yet
- Optimizacion Mantenimiento Preventivo y FallasDocument11 pagesOptimizacion Mantenimiento Preventivo y FallasJorgeNo ratings yet
- Reliability Engineering and System Safety: Enrico Zio, Michele CompareDocument13 pagesReliability Engineering and System Safety: Enrico Zio, Michele Compareuamiranda3518No ratings yet
- Conclusion: © 2002 by CRC Press LLCDocument13 pagesConclusion: © 2002 by CRC Press LLCIvelin ValchevNo ratings yet
- RCM For Wind TurbinesDocument12 pagesRCM For Wind TurbinesAlberto EsparzaNo ratings yet
- Integration of Maintenance Systems: Keywords: Maintenance, TPM, RCM, CBMDocument2 pagesIntegration of Maintenance Systems: Keywords: Maintenance, TPM, RCM, CBMFarhood MahniaNo ratings yet
- Embedded Mechatronic Systems: Analysis of Failures, Predictive ReliabilityFrom EverandEmbedded Mechatronic Systems: Analysis of Failures, Predictive ReliabilityNo ratings yet
- Power-to-Gas: Bridging the Electricity and Gas NetworksFrom EverandPower-to-Gas: Bridging the Electricity and Gas NetworksNo ratings yet
- Joint RES and Distribution Network Expansion Planning Under a Demand Response FrameworkFrom EverandJoint RES and Distribution Network Expansion Planning Under a Demand Response FrameworkNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Asset Performance Management Software: Maximize The Performance Potential of Your Production AssetsDocument7 pagesAsset Performance Management Software: Maximize The Performance Potential of Your Production AssetsKR PANo ratings yet
- Controls: Unsurpassed Safety Meets Incredible SimplicityDocument3 pagesControls: Unsurpassed Safety Meets Incredible SimplicityKR PANo ratings yet
- Control & Operator Performance: Maximize Your PlantDocument5 pagesControl & Operator Performance: Maximize Your PlantKR PANo ratings yet
- Fluid Control & Pneumatics: Serving The Most Robust Applications To Solve The Most Challenging ProblemsDocument4 pagesFluid Control & Pneumatics: Serving The Most Robust Applications To Solve The Most Challenging ProblemsKR PANo ratings yet
- Control & Safety Systems: Run A Safer, More Reliable PlantDocument5 pagesControl & Safety Systems: Run A Safer, More Reliable PlantKR PANo ratings yet
- Electrical Components & Lighting: Reliable in The World's Harshest Hazardous LocationsDocument7 pagesElectrical Components & Lighting: Reliable in The World's Harshest Hazardous LocationsKR PANo ratings yet
- Meet Production Goals With Improved Asset ManagementDocument5 pagesMeet Production Goals With Improved Asset ManagementKR PANo ratings yet
- Operations Management Software: Turn Data Into Intelligent Business DecisionsDocument5 pagesOperations Management Software: Turn Data Into Intelligent Business DecisionsKR PANo ratings yet
- Valves, Actuators & Regulators: Known For Quality, Safety and Reliability For Your ProcessDocument5 pagesValves, Actuators & Regulators: Known For Quality, Safety and Reliability For Your ProcessKR PANo ratings yet
- Automation & Control Software: Optimize Performance With Intelligent Monitoring and ControlDocument5 pagesAutomation & Control Software: Optimize Performance With Intelligent Monitoring and ControlKR PANo ratings yet
- Myworkspace: Digital Tools To Increase E Ciency and Elevate ExpertiseDocument6 pagesMyworkspace: Digital Tools To Increase E Ciency and Elevate ExpertiseKR PANo ratings yet
- Advanced Industry Software: Harness The Power of Your DataDocument4 pagesAdvanced Industry Software: Harness The Power of Your DataKR PANo ratings yet
- Measurement Instrumentation: Real Time Insight To Run at Your Peak PotentialDocument5 pagesMeasurement Instrumentation: Real Time Insight To Run at Your Peak PotentialKR PANo ratings yet
- Automation Solutions: It's Time To Transform Your Projects and OperationsDocument9 pagesAutomation Solutions: It's Time To Transform Your Projects and OperationsKR PANo ratings yet
- Ansaldo ThomassenDocument5 pagesAnsaldo ThomassenKR PANo ratings yet
- Business Lines: New UnitsDocument5 pagesBusiness Lines: New UnitsKR PANo ratings yet
- Ansaldo Nuclear LimitedDocument4 pagesAnsaldo Nuclear LimitedKR PANo ratings yet
- Automation Solutions Commercial & Residential SolutionsDocument5 pagesAutomation Solutions Commercial & Residential SolutionsKR PANo ratings yet
- Heat Recovery Steam Generators: Products & ServicesDocument4 pagesHeat Recovery Steam Generators: Products & ServicesKR PANo ratings yet
- Technology Insights: H - C G T D DDocument7 pagesTechnology Insights: H - C G T D DKR PANo ratings yet
- FPS Ignitor SystemsDocument8 pagesFPS Ignitor SystemsKR PANo ratings yet
- Waste Heat Boilers: Products & ServicesDocument2 pagesWaste Heat Boilers: Products & ServicesKR PANo ratings yet
- Mil-Std-882e System Safety Course - OutlineDocument2 pagesMil-Std-882e System Safety Course - Outlineseunghyun songNo ratings yet
- 1 ApqpDocument30 pages1 ApqpVIPIN YADAVNo ratings yet
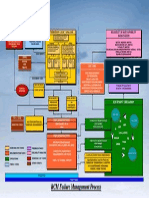
- RCM Failure Management Process: Reliability & Maintainability Data Analysis RCM Decision Logic / Analysis FmecaDocument1 pageRCM Failure Management Process: Reliability & Maintainability Data Analysis RCM Decision Logic / Analysis FmecaEngr Irfan Akhtar100% (1)
- Requ Equest For Proposal For: Nodal AgencyDocument136 pagesRequ Equest For Proposal For: Nodal Agencynikitasha DNo ratings yet
- Ta 8252 HDocument14 pagesTa 8252 HNiraj Suroopjeet0% (1)
- Project Justification TemplateDocument3 pagesProject Justification TemplateLowell ValienteNo ratings yet
- API 580 QuestionsDocument4 pagesAPI 580 QuestionsMohamed Abdul AzizNo ratings yet
- Altair's Student Guides - CAE and Design Optimization - AdvancedDocument70 pagesAltair's Student Guides - CAE and Design Optimization - AdvancedKFourMetrics100% (11)
- Dependability and Security SpecificationsDocument42 pagesDependability and Security SpecificationsYrreg GerryNo ratings yet
- 2021 BSOC - Presentation Rev.1Document15 pages2021 BSOC - Presentation Rev.1Dragos NeaguNo ratings yet
- AviaciónDocument27 pagesAviaciónRogelio CastroNo ratings yet
- SG-3000 Series Generator Sets: Efficiency Reliability Flexibility Easy To OperateDocument8 pagesSG-3000 Series Generator Sets: Efficiency Reliability Flexibility Easy To OperateMichael Doogie Alburqueque ParedesNo ratings yet
- Military Hand Book On NDT PDFDocument46 pagesMilitary Hand Book On NDT PDFPradip Tapan BanerjeeNo ratings yet
- IFB AutomotiveDocument13 pagesIFB AutomotiveSrc Santhana KrishnanNo ratings yet
- 7 Distribution Systems-Basic Techniques and Radial NetworksDocument2 pages7 Distribution Systems-Basic Techniques and Radial NetworksSharafat HussainNo ratings yet
- Bizhubc450 C351FieldServicePhaseII PDFDocument846 pagesBizhubc450 C351FieldServicePhaseII PDFClayton FerreiraNo ratings yet
- Software Testing Fundamentals-M - by Marnie L. Hutcheson - RLDocument605 pagesSoftware Testing Fundamentals-M - by Marnie L. Hutcheson - RLRomanNo ratings yet
- Session5-Processor Design Metrics-IntroductionDocument8 pagesSession5-Processor Design Metrics-IntroductionHillary MurungaNo ratings yet
- SQA MidTermExam Online Paper 03122020 105129pmDocument2 pagesSQA MidTermExam Online Paper 03122020 105129pmAisha ArainNo ratings yet
- Best Practices For Temporary Interlock BypassDocument5 pagesBest Practices For Temporary Interlock BypassjrfmlNo ratings yet
- Maleevat 2013Document11 pagesMaleevat 2013cmkohNo ratings yet
- Modelica FaltTreeDocument11 pagesModelica FaltTreeFalak SherNo ratings yet
- PD - 8010 4 2015Document52 pagesPD - 8010 4 2015jasonNo ratings yet
- Software Quality AssuranceDocument49 pagesSoftware Quality Assurancenadar vishaliniNo ratings yet
- Use of Recycled Aggregate Concrete in Prestressed Structural ElementsDocument4 pagesUse of Recycled Aggregate Concrete in Prestressed Structural Elementsmarcob74No ratings yet
- FMDS0329Document5 pagesFMDS0329Sandeep YadavNo ratings yet
- Rjh60F7Adpk: DatasheetDocument8 pagesRjh60F7Adpk: DatasheetWalter Artur Artur MendesNo ratings yet
- Noria FML Training Brochure With ICML Certification ExamDocument7 pagesNoria FML Training Brochure With ICML Certification Examediwski100% (1)
- ASME TrainingDev-Spring2014 PDFDocument8 pagesASME TrainingDev-Spring2014 PDFdeshpravinNo ratings yet
- Sample - Solution Manual Reliability Engineering by Singiresu RaoDocument18 pagesSample - Solution Manual Reliability Engineering by Singiresu RaoManish SawaiyanNo ratings yet