Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
A Synonymous Description of Al-Zn
Alloy in Different Casting Process
Chethan V Shashikanth G S
M. Tech Scholar Asst. Professor
Department of Mechanical Engineering Department of Mechanical Engineering
Nagarjuna College of Engineering and Technology Nagarjuna College of Engineering and Technology
Bengaluru, Karnataka, India Bengaluru, Karnataka, India
Abstract:- Last few decades rapid increase of utilization Composite (PMC), Metal Matrix Composite (MMC) and
of Aluminum-zinc alloys, particularly in the area of Ceramic Matrix Composite (CMC) [2][3][4].
automobile and aeronautical sector due to
characteristics of high strength to weight ratio, low Aluminum alloys are having good thermal
density, high wear resistance and low coefficient of conductivity with lightweight in nature. But, specifically
thermal expansion. These advancements in the field of for heat exchanger applications thermal conductivity of
application is the motivation to study of their aluminum alone may not be suitable for manufacture.
mechanical and microstructure important properties Hence to improve the thermal conductivity property one of
such as density, tensile, hardness and wear behavior. the possible idea is Metal Matrix Composites (MMC)
fabrication process with high thermal conductivity
In this paper, Aluminum based alloys containing materials as reinforcement. Many authors Suggested
10%, 20% and 30% weight of Zinc were synthesized copposite materials are good choice due to their inherent
using casting method by using As cast and centrifugal property of high strength-to weight ratio[1]-[5].
casting. To study the Compositional analysis of
Microstructure and Mechanical properties different The fabrication techniques of MMC‘s play a major
samples of same composition shows near uniform role in the improvement of the mechanical and Tribological
distribution of zinc in the prepared alloys. The properties. They will be distorted plastically and reinforced
performance of the microstructure shows the presence by a range of ways principally by obstructing the
of primary zinc. The performance ids studied using movement of linear defects referred to as dislocations on a
Tensile, resistance to wear, Hardness and density test microscopic scale. Once movements of dislocation are
methods. Tensile tests were carried out using universal deadlocked, deformation rate is reduced that on the
testing machine. Wear Test behavior was studied by opposite hand leads to strengthening or strain hardening in
using computerized pin on disc wear testing machine. In order that the mechanical properties like tensile and
both the testing cases it is observed that for all the tests compressive strengths, hardness, toughness, stiffness etc
such as tensile strength, Resistance to wear, hardness are improved. Metal matrix may be aluminum and its
and density better performance with increase in Zinc alloys, Copper and its alloys, titanium and its alloys,
percentage. magnesium and its alloys and Nickel based super alloys etc.
They're appropriate where the working temperatures are
Keywords:- Aluminum-zinc alloys, Tensile test. very harsh or high.
.
I. INTRODUCTION Many researchers shown Aluminium2024 Metal
matrix composites (MMC‘s) provides better performance
Rapid development of Automobile, Marine and for heat treatment, reinforcing various ceramic material,
aeronautical industry the importance of research and and various manufacturing processes, various process
development activities on composite materials become parameters for improving the mechanical, thermal and
common practice. From past few decades most of the corrosion related properties. Aluminium 2024 MMC‘s
traditional materials are replaced by composite materials utilize ceramics like Al2O3, TiB2, TiO2,SiC, Tic, B4C,
due to its superior properties such as higher specific high Graphite powder ,Carbon Nano particles ,E-glass fibers,
hardness, strength, high thermal resistance, high wear Fly ash ,Red mud with individual and multiple primary
resistance and lower density[1][2]. Specifically aluminum CuAl2 b-phase in Al-40 Cu alloy. Development of
metal matrix composites have preferred in industry such as microstructure during spray forming of Al—CU alloys is
automotive, aeronautics and marine industries for obtaining discussed it light of the solidification behavior of droplets
best result of mechanical properties. Most of the Composite and spray deposits. particulate reinforcements like Hybrid
materials are manufactured through either liquid metallurgy Metal matrix composites Al2024 MMC‘s reinforced in
or solid method. In case of liquid metallurgy method, various Wt. % and various particle size.
electromagnetic stir casting method, stir casting method,
and in-situ method and centrifugal cast. Depending on the
Matrix material, it can be classified as Polymer Matrix
IJISRT20MAY368 www.ijisrt.com 1041
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Al2024 metal matrix composites shows various III. METHODOLOGY
benefits over monolithic materials including higher specific
strength, high strength to weight ratio and corrosion
resistance, good wear resistance, higher thermal
conductivity, lower coefficient of thermal expansion.
In this paper the study of mechanical properties and
structural characterization of the Al-Zn alloy is discussed.
The entire work is divided two parts. First preparation of
the metal matrix composite by varying reinforcement
particles 10%, 20% and 30% by using liquid metallurgy
technique. Next characterize the prepared composite for
their mechanical properties such as tensile test, hardness
test, chemical composition wear and Density as per ASTM
standards.
The rest of the paper is organized as follows: Section
II discusses literature survey. In section III Methodology
used to in the paper is discussed. Section IV discusses
Various Testing procedure is discussed. Section V depicts
the results and analysis. The paper concludes in Section VI.
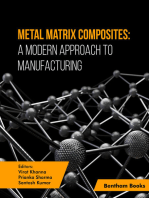
Fig 1:- The methodology of the whole experiment involves
II. LITERATURE SURVEY
Fig 1 shows Methodology used in the works. Initially
In [1] Author provides idea of Aluminum–Graphene AI-Zn is prepared. Then Test such as Rockwell and Brinell
Nano platelets composite based casting process is hardness test, Tensile test, density test, wear test is carried
discussed. They used semi-powder method with hot out.
extrusion method. They used 0.25%, 0.5%, 1% of weight of
aluminum is mixed with grapheme. The result shows GNP IV. SAMPLE PREPARATION
Nano- particle integration provides better performance for
tensile, hardness test. In [2] Metal Matrix Composites The process of casting starts with placing empty
(MMC) of Graphene /aluminum based method is proposed. crucible in the furnace. Then in order to maintain
They used Friction Stir Processing(FSP) for fabrication homogeneous mixture temperature of the heater is
process. The result shows using FSP graphene aluminum gradually increased up to 800°C. In the pre processing dust
matrix composite successfully mixed. Also thermal particles present in Aluminum alloy removed and weighed,
conductivity of graphene/ aluminum mixture is increased charged in the crucible for melting. Further required
compared to aluminum matrix. In [3] stir casting method quantities of reinforcement Zinc are weighed on the
based production of particulate composite plate method is weighing machine. Reinforcements are heated for 45
discussed. They used Al alloy as a matrix phase and minutes at a temperature of 500°C. When matrix was in the
reinforcement is alumina (Al2O3). The results shows semisolid stage condition at 650°C, some amount of D gas
better performance. In [4] Aluminum and Silicon alloy master alloy can be added weighed by weight is use as
based scheme is discussed. In [5] friction stir alloying wetting agent. After five minutes alloy forms completely
based bulk aluminum-graphene nano platelets composite dissolve of impurity on liquid surface which to be removed.
fabrication process is discussed. They fabricated channel Each melt was stirred for 30s after the addition of the
on surface of cross section of the aluminum plate and filled modifier, held for 5 min and then poured into a cubical
with graphene nano platelets Further, cross-sectional graphite mould surrounded by fireclay bricks. Heater
surface is covered by same size of another aluminum plate, temperature is then gradually increased to 800°C. At this
The friction stir alloying method is used. The results of heater temperature stir sometimes is started and continued
tesile and hardness test provides better performance. for five minutes. as Casting and Centrifugal Casting .
In this paper Aluminum -Zinc alloy based structural
characterization and mechanical properties are studied. The Material
Sl. No. Al (in gms) Zn(in gms)
various metal matrix composite for the dfferent Composition
reinforcement particles 10%, 20% and 30%. Further to 1 Al - 10% Zn 900 100
study the performance tests such as tensile test, hardness
test, chemical composition wear and Density tests are 2 Al - 20% Zn 800 200
carried out as per ASTM standards 3 Al - 30% Zn 700 300
Table 1:- Composition of Al-Zn alloy
IJISRT20MAY368 www.ijisrt.com 1042
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Cutting: V. RESULTS AND DISCUSSION
After obtaining the composition from the casting
process, specimen of desired dimension is prepared to Various Testsconducted
conduct the testing process by using some with the help of The following tests were conducted to assess the
cutting tools. Further the specimen of composition of alloy properties of the composites produced:
fixed in the lathe to remove the material and to get the Density test-to determines the weight in Air and weight
desired shape to conduct the test. The cast samples used are in water.
approximately of same width, length and height . Hardness test-to determines the hardness of the
prepared specimen by using Rockwell & Brinell‘s
Tensile specimen: hardness test.
The casting samples were prepared by some Wear test- to determine wear on the prepared specimens
dimension of squared shaped pieces. By using EDM cutting by using pin on disc wearing test machine.
machine, the tensile specimens were prepared to conduct Tensile test- to determine tensile strength.
the tensile properties. Below figure shows the specimen
dimension required to conduct the test. Chemical Composition
The equipment of Chemical analyzer instrument used
R4
to identify, quantify and characterize the samples of gas,
4 liquid, and solid comical components. Chemical analysis
instruments are used in wide verity of applications such as
4 materials analysis, nanotechnology, environmental and
m 4
3 clinical chemistry etc. chemical composition of a material
25
analysis accuracy provides better understanding of the
Fig 2:- Tensile test specimens in cm information of component and helps solving chemical
problem, Research and Development. It also helps to
Wear Test: ensure the quality of a chemical formulation.
The casting samples were prepared by some
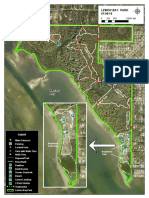
dimension of squared shaped pieces. By using Cutting tools Table 2 Shows weight percentage of different element
or by turning lathe the specimen were prepare to conduct present in the Al-Zn samples. The list indicates both as
the wear properties. Test samples are prepared as per casting and centrifugal casing to determine average value
ASTM standards. AISI1020 round rods of diameter 1cm of AI and average value of Zn. Figure3 shows Al -10%,
and 10cm are taken and cut in to cylinders of required 20%and 30% Zn As Casting Samples.
lengths as per ASTM standards. Below figure shows the
specimen dimension required to conduct the test. Al-Zn Alloy
Hardness Test: Average Average
Sl.No As casting
The casting samples were prepared by some value of Al value of Zn
dimension of squared shaped pieces. By using milling 1 Al90% Zn 10% 90.83 8.68
machine or by cutting tools to polish the face of all the
surface of the specimens by using sandpaper were prepare 2 Al80% Zn 20% 82.66 >16.82
to conduct the Hardness test. Test samples are prepared as
per ASTM standards. AISI1020 length is 5cm and width is 3 Al70% Zn 30% 74.26 >25.18
2cm are taken as per ASTM standards.
Density Test: Average Average
Centrifugal casting
The casting samples were prepared by some value of Al value of Zn
dimension of squared shaped pieces. By using milling
machine or by cutting tools to polish the face of all the
1 Al90% Zn 10% 90.95 8.56
surface of the specimens by using sandpaper were prepare
to conduct the Density test. Test samples are prepared as 2 Al80% Zn 20% 82.66 >16.82
per ASTM standards. AISI1020 length is 5cm and width is
2cm are taken as per ASTM standards. Below figure shows 3 Al70% Zn 30% 72.27 >26.31
the specimen dimension required to conduct the test. Table 2:- Average value of aluminum and zinc for the
Weight percentage of Al-Zn samples
IJISRT20MAY368 www.ijisrt.com 1043
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
composites increased with an increase in weight fractions
of reinforcements. The density of Al alloy and composites
decreased on increasing the die preheating temperature due
to slower cooling rates. At lower cooling rate, dendrite arm
spacing of matrix was increased which resulted in reduction
of density. This causes increase in porosity of aluminum
alloy composites. The density of aluminum and zinc weight
ratio particles reinforced composite decreased by
composition which was equal to weight on increasing the
die preheating temperature from 35 to 250°C. This could be
attributed to increasing in the size of eutectic silicon phase
because of the longer solidification time. The porosity of Al
alloy and composites increased with an increase in die
Fig 3:- Al -10%, 20%and 30% Zn as Casting Samples preheating temperature. A decrease in density of Al alloy
and composites resulted in increased porosity level on
Density Test increasing the die preheating temperature. The low porosity
It is relationship between the die preheating level was observed for Al alloy compared to composites at
temperature and density of composites. The density of all the temperatures studied.
reinforced composite of aluminum and zinc particles is
greater than the density of unreinforced Al alloy at 35°C
die preheating temperature. Further, the density of
Weight in
Composition Alloy Trial No. Weight in AIR Density Average density
WATER
Al 70 %-Zn30% 1 14.515 10.234 3.3906
3.388
As Casting 2 12.338 8.693 3.3849
Al 80 %-Zn20% 1 12.025 7.628 2.7348
2.803
As Casting 2 13.058 8.511 2.8718
Al 90 %-Zn10% 1 11.645 6.466 2.2485
2.31
As Casting 2 11.799 6.823 2.3712
Al 70 %-Zn30% 1 13.733 9.625 3.343
3.338
Centrifugal Casting 2 13.246 9.272 3.3332
Al 80 %-Zn20% 1 12.863 8.321 2.832
2.792
Centrifugal Casting 2 13.638 8.681 2.7513
Al 90 %-Zn10% 1 11.854 6.823 2.3562
2.298
Centrifugal Casting 2 11.458 6.342 2.2396
Table 3:- Average value of aluminum and zinc for the Weight percentage of Al-Zn samples.
Fig 4:- Histogram showing values of YS for different Al-Zn alloys
IJISRT20MAY368 www.ijisrt.com 1044
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Hardness Test Illustration of Hardness test can be obtained by
The Brinell hardness tester used to test hardness the
material. The ASTM E8 standard used with the 2P
specifications of ball indenter diameter 10mm, load of 500 Ball πD D- √ D 2 – d 2
kg and 30 seconds is applied. The test is performed in room
temperature (30°C to 32°C) and hardness measurements is
taken from five different places on each sample and then D = Ball diameter ( here D=10mm is cosidered)
average hardness value is considered. d = impression diameter
F = load
BHN = Brinell Hardness Number
Composition Sl.No Trails BHN
1 1
Al-10%Zn As Casting 2 2 63.9983
3 3
1 1
Al-20%Zn As Casting 2 2 93.46929
3 3
1 1
Al -30%Zn As Casting 2 2 108.9091
3 3
1 1
Al-10%Zn Centrifugal Casting 2 2 67.60236
3 3
1 1
Al-20%Zn Centrifugal Casting 2 2 99.27509
3 3
1 1
Al -30%Zn Centrifugal Casting 2 2 117.3351
3 3
Table 4:- Test of Brinell hardness number of different Al-Zn alloys.
200 BHN
Fig 5:- shows the variation of hardness number of Al-10% Zn, Al-20% Zn and Al-30% Zn with zinc percentage.
Fig 6:- Aluminum -Zinc Alloy of As Cast & Centrifugal Casting Specimens trails for Brinell hardness test
From the calculation and graphs, it is clear that there is an increase in the hardness of the aluminum–zinc metal alloy
composite. So, as the percentage of Zinc reinforcement increases the hardness of the composites also increases and this is useful
for aerospace application and automobile industries.
IJISRT20MAY368 www.ijisrt.com 1045
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Composition Sl.No Trails RHN
1 40
Al -10%Zn As Casting 2 39 40
3 41
1 51
Al -20%Zn As Casting 2 61 59.7
3 67
1 62
Al -30%Zn As Casting 2 64 64
3 66
1 46
Al -10%Zn Centrifugal Cast 2 50 48.3
3 49
1 60
Al -20%Zn Centrifugal Cast 2 61 61
3 62
1 61
Al -30%Zn Centrifugal Cast 2 67 65.7
3 69
Table 5:- Rockwell Hardness number of different Al-Zn alloys
Fig 7:- variation of hardness number of Al-10% Zn,Al-20% Zn and Al-30% Zn with zinc percentage.
Fig 8:- Al-Zn Alloy of As Cast & Centrifugal Casting specimens trails for Rockwell Hardness Test
Wear Test
Two specimens are essential to perform pin-on-disk wear test. First, a pin with a radius used tip, is positioned perpendicular
to the other, usually a flat circular disk. A ball, rigidly held, is often used as the pin specimen. The test machine causes either the
disk specimen or the pin specimen to revolve about the disk centre. In either case, the sliding path is a circle on the disk surface.
The plane of the disk may be oriented either horizontally or vertically.
IJISRT20MAY368 www.ijisrt.com 1046
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Composition Co-efficient M3/Nm Average Co-efficient
7.01E-08
Al -10%Zn As Casting 3.50E-08 1.51E-07
3.47E-07
1.82E-07
Al -20%Zn As Casting 3.19E-08 2.62E-07
5.73E-07
1.21E-07
Al -30%Zn As Casting 3.82E-08 6.69E-08
4.14E-08
1.94E-07
Al -10%Zn Centrifugal Cast 3.79E-07 3.85E-07
6.69E-08
2.74E-07
Al -20%Zn Centrifugal Cast 7.01E-08 2.17E-07
3.06E-07
9.56E-08
Al -30%Zn Centrifugal Cast 7.65E-08 7.01E-08
3.82E-08
Table 6:- Experimental values of wear of Zn alloys at different applied loads
Tensiletest
The tensile test is one of the most widely used of the
mechanical tests. The tensile tests were carried out
according to the ASTM E8 standard by universal testing
machine to determine the amount of tensile strength to
withstand during fracture. A tensile test of a material is
performed on ductile materials.
A. Aluminum reinforced with 10% Zinc Centrifugal
Casting
Fig 9:- Variation Al-Zn alloys with Wear rate
Fig 10:- Al-ZnAs Casting Wear Rate
Fig 11:- Stress vs Strain for 10% Zn with Aluminium
Alloy.
IJISRT20MAY368 www.ijisrt.com 1047
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Table 8:- UTM Results for Al-20%Zn As Casting
Table 7:- UTM Results for Al-10%Zn Centrifugal Casting The ultimate tensile strength and total elongation for
the Al-20% Zn were found to be 219.212 MPa and 16.24 %
B. Aluminum reinforced with 20% Zinc As Casting respectively. The ultimate load was calculated to be 3.507
The ultimate tensile strength and total elongation for KN.
the Al-10% Zn were found to be 208.374MPa and 5 %
respectively. The ultimate Strength was calculated to be C. Aluminum reinforced with 30% Zinc As Casting
77.307.
Fig 13
Fig 12:- stress vs Strain for 20% Zn with Aluminium Alloy
IJISRT20MAY368 www.ijisrt.com 1048
Volume 5, Issue 5, May – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Zn composites initially decrease slightly by increasing
sliding speed and after a critical speed, wear rate changes
dramatically.
REFERENCES
[1]. Muhammad Rashada, FushengPana, AitaoTanga,
Muhammad Asifd “Effect of Graphene Nanoplatelets
addition on mechanical properties of pure aluminum
using a semi-powder method” Progress in Natural
Science Materials International, 2014, Volume 10,
Issue. 1016
[2]. Chi-Hoon Jeon, Yong-Ha Jeong, Jeong-Jin Seo,
Huynh Ngoc Tien, Sung-Tae Hon, Young-Jin Yum,
Seung-Hyun Hur and Kwang-Jin Lee “Material
properties of graphene/ aluminum metal matrix
composites fabricated by friction stir processing”,
International Journal of Precision Engineering and
Table 9:- UTM Results for Al-30%Zn As Casting Manufacturing, · June 2014 Volume:15, PP 1235-
1239.
The ultimate tensile strength and total elongation for [3]. Dattatraya N. Lawate, Shriyash S. Shinde, Tushar S.
the Al-30% Zn were found to be 231.928 MPa and 10.6 % Jagtap “Study of process parameters in stir casting
respectively. The ultimate strength was calculated to be method for production of particulate composite plate”
103.653MPa. volume 3, jan.-2016.
[4]. K.V.Ojha, ArunaTomar, DevendraSingh, G. C.
Kaushal “Shape, microstructure and wear of spray
formed hypoeutectic Al—Si alloys” Materials Science
and Engineering: A Volume 487, Issues 1–2, 25 July
2008, PP 591-596
[5]. Abhishek Sharma, Vyas Mani Sharma, Jinu Paul,
Fig 14:- Al-10% Zn Centrifugal Casting “Fabrication of bulk aluminum-graphene nano
composite through friction stir alloying”
Journal of Composite Materials, June -
2019 https://doi.org/10.1177/0021998319859427
Fig 15:- Al-20% Zn as Casting
Fig 16:- showsAl-30% Zn as Casting
VI. CONCLUSIONS
In this paper Aluminum 2024 alloy reinforced with
Zinc synthesized by As casting and Centrifugal casting
process with different weight fraction of 10%, 20% and
30% is discussed. The mechanical properties such as tensile
strength, hardness test, density and wear test. And some
chemical composition by using scanning electron
microscope test were obtained and analyzed. Result shows
Zinc of 10%, 20%, 30% reinforced with Al2024
composites hardness value maintaining optimum value. The
results show that wear loss of the Al-Zn composite
decreases and the damaged surfaces look smoother with
increasing the Zinc particle size. Also the wear rate of Al-
IJISRT20MAY368 www.ijisrt.com 1049
You might also like
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Metal Matrix Composites: A Modern Approach to ManufacturingFrom EverandMetal Matrix Composites: A Modern Approach to ManufacturingVirat KhannaNo ratings yet
- Microstructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid CompositesDocument9 pagesMicrostructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid Compositesjeevan gNo ratings yet
- (IJCST-V2I1P5) : Mohd Suhail, Mahmood Alam, Mohd - Reyaz-Ur-RahimDocument6 pages(IJCST-V2I1P5) : Mohd Suhail, Mahmood Alam, Mohd - Reyaz-Ur-RahimIJETA - EighthSenseGroupNo ratings yet
- A Study On Mechanical and Machinability Characteristics of Hybrid Metal Matrix CompositeDocument4 pagesA Study On Mechanical and Machinability Characteristics of Hybrid Metal Matrix CompositearundixituNo ratings yet
- Characterization of Aluminium Alloy AA2219 Reinforced With Graphite by Stir Casting MethodDocument7 pagesCharacterization of Aluminium Alloy AA2219 Reinforced With Graphite by Stir Casting MethodYuvaraj RajuNo ratings yet
- Phase 2Document13 pagesPhase 2Vishwas ShettyNo ratings yet
- Role of Stir Casting in Development of Aluminium MDocument24 pagesRole of Stir Casting in Development of Aluminium Munited.cadlabNo ratings yet
- Characteristic Behaviour of Aluminium Metal Matrix Composites A ReviewDocument9 pagesCharacteristic Behaviour of Aluminium Metal Matrix Composites A ReviewEditor IJTSRD100% (1)
- Experimental Analysis of Aluminium Alloy LM25 With Carbon in Composite Material - ScienceDirectDocument6 pagesExperimental Analysis of Aluminium Alloy LM25 With Carbon in Composite Material - ScienceDirectVijay KumarNo ratings yet
- Processing Methods and Mechanical Properties of AluminiumDocument19 pagesProcessing Methods and Mechanical Properties of AluminiummishtisonuNo ratings yet
- 10 1016@j Matpr 2020 08 792Document5 pages10 1016@j Matpr 2020 08 792francisco reyesNo ratings yet
- Acta Mechanica JournalDocument10 pagesActa Mechanica JournalVikram C KNo ratings yet
- Synthesis, Characterization and Mechanical Properties of A356.1 Aluminium Alloy Matrix Composite Reinforced With Mgo Nano ParticlesDocument7 pagesSynthesis, Characterization and Mechanical Properties of A356.1 Aluminium Alloy Matrix Composite Reinforced With Mgo Nano ParticlesinventionjournalsNo ratings yet
- Production and Testing of Aa 6061 / Al O Particulate Reinforced Com-Posite by Stir Casting MethodDocument3 pagesProduction and Testing of Aa 6061 / Al O Particulate Reinforced Com-Posite by Stir Casting MethodAnonymous Clyy9NNo ratings yet
- 52IJMPERDAPR201952Document8 pages52IJMPERDAPR201952TJPRC PublicationsNo ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- Analysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With SIC and Alumina A ReviewDocument5 pagesAnalysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With SIC and Alumina A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Published Paper - MACMDocument12 pagesPublished Paper - MACMPandian PitchipooNo ratings yet
- An Investigation On Wear Behaviour of CNT Reinforced Al-Sic Metal Matrix CompositesDocument12 pagesAn Investigation On Wear Behaviour of CNT Reinforced Al-Sic Metal Matrix CompositesTJPRC PublicationsNo ratings yet
- Improvement of Al-6061 Alloys Mechanical Properties by Controlling Processing ParametersDocument6 pagesImprovement of Al-6061 Alloys Mechanical Properties by Controlling Processing ParametersharieduidNo ratings yet
- Optimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisDocument9 pagesOptimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisTHALUPULA PRASANTHNo ratings yet
- Fabrication and Testing of Aluminium Metal Matrix Composites Through Stir Casting TechniqueDocument5 pagesFabrication and Testing of Aluminium Metal Matrix Composites Through Stir Casting TechniqueGona sunil kumar reddyNo ratings yet
- Charecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingDocument7 pagesCharecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingIJRASETPublicationsNo ratings yet
- Experimental Studies of Different Quenching MediaDocument12 pagesExperimental Studies of Different Quenching MediaTHANI ORUVANNo ratings yet
- Y 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GDocument9 pagesY 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GAdalberto Gomes de MirandaNo ratings yet
- V2 I 221Document17 pagesV2 I 221Nguyen Quoc TuanNo ratings yet
- A New Aluminum-Based Metal Matrix Composite Reinforced With Cobalt Ferrite Magnetic NanoparticleDocument10 pagesA New Aluminum-Based Metal Matrix Composite Reinforced With Cobalt Ferrite Magnetic NanoparticleTanmay SakhareNo ratings yet
- s12666 018 1353 5Document10 pagess12666 018 1353 5Ady PrasetyoNo ratings yet
- Mechanical Behavior and Analysis of Metal Matrix Composite (Al+Sic+Ti)Document7 pagesMechanical Behavior and Analysis of Metal Matrix Composite (Al+Sic+Ti)Selvakumar SubbaiahNo ratings yet
- PugalenthiDocument7 pagesPugalenthiTHANI ORUVANNo ratings yet
- E3sconf Icmed2020 01033Document6 pagesE3sconf Icmed2020 01033saeed jamalNo ratings yet
- Out 7Document9 pagesOut 7yunus_mohammed1641No ratings yet
- Improvement of Wear Property of Metal Matrix Composite of Al Alloy-B C by Using Taguchi MethodDocument5 pagesImprovement of Wear Property of Metal Matrix Composite of Al Alloy-B C by Using Taguchi MethodUdayashankar SNo ratings yet
- Nano and Hybrid Aluminum Based Metal Matrix Composites: An OverviewDocument13 pagesNano and Hybrid Aluminum Based Metal Matrix Composites: An OverviewTanmay SakhareNo ratings yet
- Tribological Behaviour of Aluminium Hybrid Metal MDocument8 pagesTribological Behaviour of Aluminium Hybrid Metal MDrArun KaliappanNo ratings yet
- 2 67 1588228790 18ijmperdjun202018Document11 pages2 67 1588228790 18ijmperdjun202018TJPRC PublicationsNo ratings yet
- 1 s2.0 S1877705814033657 MainDocument10 pages1 s2.0 S1877705814033657 MainDesalegn DgaNo ratings yet
- 2.1 Research Articles Related To MMCDocument40 pages2.1 Research Articles Related To MMCSaurabh KumarNo ratings yet
- Afsaneh Dorri MoghadamDocument19 pagesAfsaneh Dorri MoghadamPratul DesouzaNo ratings yet
- Tribology Review PaperDocument8 pagesTribology Review PaperSHAIKJAFARNo ratings yet
- Effect of Carbon Nanotubes Addition On Fracture Toughness in Aluminium Silicon Carbide CompositeDocument9 pagesEffect of Carbon Nanotubes Addition On Fracture Toughness in Aluminium Silicon Carbide Compositechandra mouliNo ratings yet
- Materials Characterization: Kanhu Charan Nayak, Prashant P. DateDocument24 pagesMaterials Characterization: Kanhu Charan Nayak, Prashant P. DateSanti Osorio DiezNo ratings yet
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameDocument11 pagesExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsNo ratings yet
- Tribological Behaviour of Al-6061 / Sic Metal Matrix Composite by Taguchi'S TechniquesDocument8 pagesTribological Behaviour of Al-6061 / Sic Metal Matrix Composite by Taguchi'S TechniquesKrishnan VelavanNo ratings yet
- Experimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103Document9 pagesExperimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103IJRASETPublicationsNo ratings yet
- Materials Today: Proceedings: Chitranshu Bharti, Amit Singh, Raja Rahul, Dusyant Sharma, Shashi Prakash DwivediDocument6 pagesMaterials Today: Proceedings: Chitranshu Bharti, Amit Singh, Raja Rahul, Dusyant Sharma, Shashi Prakash Dwivediwinner sembiringNo ratings yet
- Process Development in Stir Casting and Investigation On Effect of Tib On Aa6061 Metal Matrix CompositesDocument6 pagesProcess Development in Stir Casting and Investigation On Effect of Tib On Aa6061 Metal Matrix CompositesGANESH KUMARNo ratings yet
- Evaluation of Mechanical and Tribological Behavior of Al-4 % Cu-X% SiC Composites Prepared Through Powder Metallurgy TechniqueDocument11 pagesEvaluation of Mechanical and Tribological Behavior of Al-4 % Cu-X% SiC Composites Prepared Through Powder Metallurgy TechniqueAruno AnbuNo ratings yet
- No 1Document10 pagesNo 1jeovanNo ratings yet
- Jurnal Komposit PDFDocument7 pagesJurnal Komposit PDFYudhistira 'ndin' Atmin LukitoNo ratings yet
- Stir Casting Microstructure Mechanical Properties Interfaces IntermetallicsDocument4 pagesStir Casting Microstructure Mechanical Properties Interfaces IntermetallicsAbdul HameedNo ratings yet
- 1-S2.0-S0261306912008175-Main Composite CNTDocument9 pages1-S2.0-S0261306912008175-Main Composite CNTM.A. NANTHAKUMARNo ratings yet
- Tribological Behaviour of Aluminium Hybrid Metal Matrix CompositeDocument19 pagesTribological Behaviour of Aluminium Hybrid Metal Matrix CompositenisargaNo ratings yet
- A Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesDocument10 pagesA Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesHarish MugutkarNo ratings yet
- 24 SAJET NEC-watermarkDocument6 pages24 SAJET NEC-watermarkraviteja036No ratings yet
- Evaluation of Microstructure and Mechanical Properties of Al-Cu-Tio - Zro CompositesDocument12 pagesEvaluation of Microstructure and Mechanical Properties of Al-Cu-Tio - Zro CompositesSujoy ChakrabortyNo ratings yet
- Al-7020 PaperDocument12 pagesAl-7020 PaperSriya 99No ratings yet
- 12Th Global Congress On Manufacturing and Management, GCMM 2014Document8 pages12Th Global Congress On Manufacturing and Management, GCMM 2014vamsi krishna mamidiNo ratings yet
- Properties and Characterization of Al-Al2O3 Composites PDFDocument11 pagesProperties and Characterization of Al-Al2O3 Composites PDFudaypattelaNo ratings yet
- Detection of Phishing WebsitesDocument6 pagesDetection of Phishing WebsitesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Vertical Farming System Based on IoTDocument6 pagesVertical Farming System Based on IoTInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Detection and Counting of Fake Currency & Genuine Currency Using Image ProcessingDocument6 pagesDetection and Counting of Fake Currency & Genuine Currency Using Image ProcessingInternational Journal of Innovative Science and Research Technology100% (9)
- Osho Dynamic Meditation; Improved Stress Reduction in Farmer Determine by using Serum Cortisol and EEG (A Qualitative Study Review)Document8 pagesOsho Dynamic Meditation; Improved Stress Reduction in Farmer Determine by using Serum Cortisol and EEG (A Qualitative Study Review)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Influence of Principals’ Promotion of Professional Development of Teachers on Learners’ Academic Performance in Kenya Certificate of Secondary Education in Kisii County, KenyaDocument13 pagesInfluence of Principals’ Promotion of Professional Development of Teachers on Learners’ Academic Performance in Kenya Certificate of Secondary Education in Kisii County, KenyaInternational Journal of Innovative Science and Research Technology100% (1)
- The Impact of Music on Orchid plants Growth in Polyhouse EnvironmentsDocument5 pagesThe Impact of Music on Orchid plants Growth in Polyhouse EnvironmentsInternational Journal of Innovative Science and Research Technology100% (1)
- Consistent Robust Analytical Approach for Outlier Detection in Multivariate Data using Isolation Forest and Local Outlier FactorDocument5 pagesConsistent Robust Analytical Approach for Outlier Detection in Multivariate Data using Isolation Forest and Local Outlier FactorInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Realigning Curriculum to Simplify the Challenges of Multi-Graded Teaching in Government Schools of KarnatakaDocument5 pagesRealigning Curriculum to Simplify the Challenges of Multi-Graded Teaching in Government Schools of KarnatakaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Sustainable Energy Consumption Analysis through Data Driven InsightsDocument16 pagesSustainable Energy Consumption Analysis through Data Driven InsightsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Entrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisDocument10 pagesEntrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- An Overview of Lung CancerDocument6 pagesAn Overview of Lung CancerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Digital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaDocument10 pagesDigital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Impact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaDocument6 pagesImpact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Utilization of Waste Heat Emitted by the KilnDocument2 pagesUtilization of Waste Heat Emitted by the KilnInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- An Efficient Cloud-Powered Bidding MarketplaceDocument5 pagesAn Efficient Cloud-Powered Bidding MarketplaceInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Designing Cost-Effective SMS based Irrigation System using GSM ModuleDocument8 pagesDesigning Cost-Effective SMS based Irrigation System using GSM ModuleInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictDocument13 pagesEffect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Predictive Analytics for Motorcycle Theft Detection and RecoveryDocument5 pagesPredictive Analytics for Motorcycle Theft Detection and RecoveryInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Auto Tix: Automated Bus Ticket SolutionDocument5 pagesAuto Tix: Automated Bus Ticket SolutionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Examining the Benefits and Drawbacks of the Sand Dam Construction in Cadadley RiverbedDocument8 pagesExamining the Benefits and Drawbacks of the Sand Dam Construction in Cadadley RiverbedInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ambulance Booking SystemDocument7 pagesAmbulance Booking SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Comparative Evaluation of Action of RISA and Sodium Hypochlorite on the Surface Roughness of Heat Treated Single Files, Hyflex EDM and One Curve- An Atomic Force Microscopic StudyDocument5 pagesComparative Evaluation of Action of RISA and Sodium Hypochlorite on the Surface Roughness of Heat Treated Single Files, Hyflex EDM and One Curve- An Atomic Force Microscopic StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Study Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoDocument6 pagesStudy Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Computer Vision Gestures Recognition System Using Centralized Cloud ServerDocument9 pagesComputer Vision Gestures Recognition System Using Centralized Cloud ServerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cyber Security Awareness and Educational Outcomes of Grade 4 LearnersDocument33 pagesCyber Security Awareness and Educational Outcomes of Grade 4 LearnersInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Forensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsDocument12 pagesForensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Blockchain Based Decentralized ApplicationDocument7 pagesBlockchain Based Decentralized ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- An Industry That Capitalizes Off of Women's Insecurities?Document8 pagesAn Industry That Capitalizes Off of Women's Insecurities?International Journal of Innovative Science and Research TechnologyNo ratings yet
- Factors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaDocument6 pagesFactors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Unmasking Phishing Threats Through Cutting-Edge Machine LearningDocument8 pagesUnmasking Phishing Threats Through Cutting-Edge Machine LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Chapter 9: Virtual Memory: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument78 pagesChapter 9: Virtual Memory: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionArindam GhoshNo ratings yet
- May 2016Document124 pagesMay 2016Treatment Plant Operator Magazine100% (2)
- PSSE OnlineDocument6 pagesPSSE OnlineTiep DoNo ratings yet
- 18 Seam IvDocument509 pages18 Seam IvFroilan Espinosa80% (5)
- ArfDocument60 pagesArftechbhaskarNo ratings yet
- 2016 Kitchen ManualDocument93 pages2016 Kitchen ManualAdnan Ul HaqNo ratings yet
- SM T210 Tshoo 7Document30 pagesSM T210 Tshoo 7Alexander MolinaNo ratings yet
- RAME2016 ScheduleDocument6 pagesRAME2016 ScheduleVerma AbhiNo ratings yet
- House of The Future CompetitionDocument13 pagesHouse of The Future CompetitionJonathan Llewellyn AndradaNo ratings yet
- Catalogo Detallado Qa451Document37 pagesCatalogo Detallado Qa451JesusFloresRodriguezNo ratings yet
- Lube & Seal SystemDocument83 pagesLube & Seal SystemPraveen ManikandanNo ratings yet
- Axial Performance of Continuous Flight Auger Piles in BearingDocument275 pagesAxial Performance of Continuous Flight Auger Piles in BearingMUHAMMAD ALINo ratings yet
- LC-8 Seismic VelocityDocument65 pagesLC-8 Seismic VelocityredwanasisNo ratings yet
- SG10 ICT Chapter6Document36 pagesSG10 ICT Chapter6Rasika JayawardanaNo ratings yet
- HIC 412C - Data Sheet (CT Vacuum Pump & Evaporator) PDFDocument3 pagesHIC 412C - Data Sheet (CT Vacuum Pump & Evaporator) PDFsuyono4131No ratings yet
- ZquestDocument6 pagesZquestRoy LagerquistNo ratings yet
- Cover Conductor ReportDocument73 pagesCover Conductor ReportCarlosNo ratings yet
- Masonry TerminologyDocument22 pagesMasonry TerminologyshauhramNo ratings yet
- Lemon Bay Park Florida Map 2018Document1 pageLemon Bay Park Florida Map 2018Kilty ONealNo ratings yet
- Green EnergyDocument4 pagesGreen EnergyAlexandru AndreiNo ratings yet
- Engine Diagrams 2Document4 pagesEngine Diagrams 2fjdNo ratings yet
- Awr 2r5srb122mf25sDocument12 pagesAwr 2r5srb122mf25sRubén Alberto Rodríguez PachanoNo ratings yet
- BN-20 Master Guide R3Document112 pagesBN-20 Master Guide R3Serge MaciaNo ratings yet
- Open XpsDocument282 pagesOpen Xpsjosefer0716No ratings yet
- Printing InksDocument28 pagesPrinting InksBoonyarit Lurdgrienggraiying100% (3)
- EightMedia Hammer - JsDocument10 pagesEightMedia Hammer - JsbinuramanNo ratings yet
- Brochure UNIPVDocument20 pagesBrochure UNIPVPurushoth KumarNo ratings yet
- Ict-Narrative ReportDocument22 pagesIct-Narrative ReportEthan James EscañoNo ratings yet
- WITU2017 Show Update Vol1Document8 pagesWITU2017 Show Update Vol1quycoctuNo ratings yet
- Comparacion Norma TIA-F Y TIA-GDocument30 pagesComparacion Norma TIA-F Y TIA-GAlioska Aguirre MendozaNo ratings yet