You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Unit Ii Cad & Reverse EngineeringDocument54 pagesUnit Ii Cad & Reverse EngineeringmunirajNo ratings yet
- Question BankDocument7 pagesQuestion BankmunirajNo ratings yet
- Unit - 1 Basics of Mechanisms: 1. Differentiate Between Machine and MechanismDocument12 pagesUnit - 1 Basics of Mechanisms: 1. Differentiate Between Machine and MechanismmunirajNo ratings yet
- Kom Unit 2Document24 pagesKom Unit 2Muthuvel M100% (3)
- Additivemanufacturingppt 161015184713Document28 pagesAdditivemanufacturingppt 161015184713Venu Gopal AnneNo ratings yet
- Microalloy Steels - The Beginning Morrison2009Document8 pagesMicroalloy Steels - The Beginning Morrison2009munirajNo ratings yet
- AM ppt2Document85 pagesAM ppt2munirajNo ratings yet
- Ary::r: 2, Ut T-I O,/ - 'RofDocument14 pagesAry::r: 2, Ut T-I O,/ - 'RofmunirajNo ratings yet
- Unit Ii Cad & Reverse EngineeringDocument54 pagesUnit Ii Cad & Reverse EngineeringmunirajNo ratings yet
- Effect of Reduction Ratio On The Machinability of A Medium Carbon Microalloyed SteelDocument6 pagesEffect of Reduction Ratio On The Machinability of A Medium Carbon Microalloyed SteelmunirajNo ratings yet
- Fatigue Life Improvement of Holed Plates Made of An Innovative Medium C MicroDocument1 pageFatigue Life Improvement of Holed Plates Made of An Innovative Medium C MicromunirajNo ratings yet
- Materials Research1Document13 pagesMaterials Research1munirajNo ratings yet
- Defromation Behaviuor of MAS-2014 PDFDocument8 pagesDefromation Behaviuor of MAS-2014 PDFmunirajNo ratings yet
- Overview of Micro Alloying SteelDocument11 pagesOverview of Micro Alloying SteelmalevolentNo ratings yet
- 3-Microalloy Steel For Pitman Arm ForgingsDocument1 page3-Microalloy Steel For Pitman Arm ForgingsmunirajNo ratings yet
- Controlling Vanadium Precipitation to Develop High Strength CrankshaftDocument1 pageControlling Vanadium Precipitation to Develop High Strength CrankshaftmunirajNo ratings yet
- Development of High Fatigue Strength Free Machining Microalloyed Steel For Connecting Rods-1993Document1 pageDevelopment of High Fatigue Strength Free Machining Microalloyed Steel For Connecting Rods-1993munirajNo ratings yet
- Unit II ENGINEERING AS SOCIAL EXPERIMENTATIONDocument13 pagesUnit II ENGINEERING AS SOCIAL EXPERIMENTATIONkarsureshNo ratings yet
- Development of Pb-Free Free-Cutting Microalloyed Steel With High Toughness For Crankshafts of Small Multipurpose EnginesDocument1 pageDevelopment of Pb-Free Free-Cutting Microalloyed Steel With High Toughness For Crankshafts of Small Multipurpose EnginesmunirajNo ratings yet
- G-Optimality Is A Response Estimation Criterion. The Equivalence Theorem SaysDocument1 pageG-Optimality Is A Response Estimation Criterion. The Equivalence Theorem SaysmunirajNo ratings yet
- 1.non Heat-Treated Vanadium Alloyed Steel Crankshaft 1982Document1 page1.non Heat-Treated Vanadium Alloyed Steel Crankshaft 1982munirajNo ratings yet
- Effect of Strenthening Mechanism in SteelDocument1 pageEffect of Strenthening Mechanism in SteelmunirajNo ratings yet
- UnitIII Professional EthicsDocument22 pagesUnitIII Professional EthicsmunirajNo ratings yet
- Syllabus: Multinational Corporations - Environmental Ethics - Computer Ethics - WeaponsDocument24 pagesSyllabus: Multinational Corporations - Environmental Ethics - Computer Ethics - WeaponschitraNo ratings yet
- Unit1 Professional EthicsDocument20 pagesUnit1 Professional EthicsmunirajNo ratings yet
- Unit-Iv Responsibilities & Rights: Techno Script Solutions (WWW - Technoscriptz.com)Document12 pagesUnit-Iv Responsibilities & Rights: Techno Script Solutions (WWW - Technoscriptz.com)jana ranjaniNo ratings yet
- ME364 Cutting MaterialsDocument3 pagesME364 Cutting MaterialsHrvoje JakoplićNo ratings yet
- ME 101 Engineering Mechanics SyllabusDocument85 pagesME 101 Engineering Mechanics SyllabuseadaladarenuNo ratings yet
- Review of Chattering1 PDFDocument14 pagesReview of Chattering1 PDFmunirajNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CNC ToolingDocument3 pagesCNC Toolingkranthi142434No ratings yet
- Percentage WorksheetDocument2 pagesPercentage Worksheetsarkari gamerNo ratings yet
- ASTM A480 General Requirements For Flat-Rolled Stainless and HeatResisting Steel Plate, Sheet, and StripDocument25 pagesASTM A480 General Requirements For Flat-Rolled Stainless and HeatResisting Steel Plate, Sheet, and StriphenryNo ratings yet
- Indian Wiremesh CorpDocument3 pagesIndian Wiremesh CorpKABIR CHOPRANo ratings yet
- MIM-4340-MD e Rev01 Specification and Applications E AISI 4340, DIN 1.6565Document1 pageMIM-4340-MD e Rev01 Specification and Applications E AISI 4340, DIN 1.6565idanfriNo ratings yet
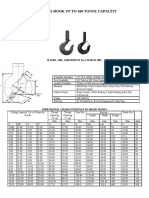
- Shanks Hook Up To 160 Tonne Capacity: IS 15560: 2005 AMENDMENT No:1 MARCH 2007Document2 pagesShanks Hook Up To 160 Tonne Capacity: IS 15560: 2005 AMENDMENT No:1 MARCH 2007liftline engineersNo ratings yet
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocument5 pagesSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentNo ratings yet
- Materials of Pharmaceutical Plant ConstructionDocument2 pagesMaterials of Pharmaceutical Plant Constructionrhittum1802No ratings yet
- Non-Cyanide Alkaline Silver Plating SolutionDocument4 pagesNon-Cyanide Alkaline Silver Plating SolutionUsman ali CheemaNo ratings yet
- Martensitic SS Alloy MaterialsDocument1 pageMartensitic SS Alloy MaterialsYogesh TNo ratings yet
- Guidelines for Listing and Registration of Products and Suppliers – Rev 10 StandardsDocument5 pagesGuidelines for Listing and Registration of Products and Suppliers – Rev 10 StandardsChee Hean GanNo ratings yet
- Bondstrand LTD FM Listing 2017-2018Document8 pagesBondstrand LTD FM Listing 2017-2018sameer313No ratings yet
- Standard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USADocument3 pagesStandard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USAStuart WickensNo ratings yet
- Fastensol CatalogueDocument31 pagesFastensol CatalogueHildo Viégas PicançoNo ratings yet
- Us LeiDocument160 pagesUs LeiLeonardo Lannes Vieira100% (1)
- Manufacture and Characterization of Ferroniobium BriquettesDocument11 pagesManufacture and Characterization of Ferroniobium BriquettesAndré Carlos SilvaNo ratings yet
- ASTM A502-03 (Reapproved 2015)Document4 pagesASTM A502-03 (Reapproved 2015)Gabriel Perez CruzNo ratings yet
- Refractory Materials IntroductionDocument25 pagesRefractory Materials IntroductionTaha KhanNo ratings yet
- Corod SWR High Strength 29feb12Document3 pagesCorod SWR High Strength 29feb12Ronald LlerenaNo ratings yet
- Research Project On Steel IndustryDocument30 pagesResearch Project On Steel IndustryRitu BhatiyaNo ratings yet
- Casting Material: Alloy Steel A217 GR WC6Document2 pagesCasting Material: Alloy Steel A217 GR WC6BiancaNo ratings yet
- Slabbrochure Baosteel PDFDocument36 pagesSlabbrochure Baosteel PDFKetnipha SukwannawitNo ratings yet
- Project Report Box Transport MechanismDocument33 pagesProject Report Box Transport MechanismAjay KashyapNo ratings yet
- Monorail ReportDocument40 pagesMonorail ReportErole Technologies Pvt ltd Homemade EngineerNo ratings yet
- Process-Plant Piping: Codes and StandardsDocument19 pagesProcess-Plant Piping: Codes and StandardsNazario Emil LintagNo ratings yet
- Astm-Jis-Ks-Din CodeDocument21 pagesAstm-Jis-Ks-Din CodeHyun Jin YooNo ratings yet
- 3023 Machine Tools M3Document43 pages3023 Machine Tools M3arunsumesh.vfbvmNo ratings yet
- Ultrasonic Wall Thickness Gauge Measurement: All Velocities Are ApproximationsDocument6 pagesUltrasonic Wall Thickness Gauge Measurement: All Velocities Are ApproximationsAvijit DebnathNo ratings yet
- R/F - 300Lb Rating Bolted Cover Mono-In-Line Strainer: SDD/MBC/R300/STLDocument1 pageR/F - 300Lb Rating Bolted Cover Mono-In-Line Strainer: SDD/MBC/R300/STLNagLakshmananNo ratings yet
- Indian Standard Designation of SteelsDocument1 pageIndian Standard Designation of Steelssushil.vgi75% (4)