You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- AddendumDocument1 pageAddendumSharad KokateNo ratings yet
- Suraj IndustriesDocument8 pagesSuraj IndustriesSharad KokateNo ratings yet
- QPNC0750 To 3000 - 2200781901 - 03Document37 pagesQPNC0750 To 3000 - 2200781901 - 03Sharad KokateNo ratings yet
- Our Reference: CPP/MMP/323/1000023478 DT.18.11.2014 Bid Invitation Number: 8200010471Document5 pagesOur Reference: CPP/MMP/323/1000023478 DT.18.11.2014 Bid Invitation Number: 8200010471Sharad KokateNo ratings yet
- ADocument38 pagesASharad Kokate100% (3)
- Plant Air Centrifugal Compressors: Turbo-Air Series Featuring Oil-Free AirDocument20 pagesPlant Air Centrifugal Compressors: Turbo-Air Series Featuring Oil-Free AirSharad KokateNo ratings yet
- DOCUMENTS TO BE UPLOADED (In Addition To QR.) : 1. Qualifying RequirementsDocument1 pageDOCUMENTS TO BE UPLOADED (In Addition To QR.) : 1. Qualifying RequirementsSharad KokateNo ratings yet
- Theory For Macining of ScrewsDocument24 pagesTheory For Macining of ScrewsSharad KokateNo ratings yet
- 2016 - Bin - OilfreecompressorDocument11 pages2016 - Bin - OilfreecompressorSharad KokateNo ratings yet
- Mahagenco, KGSC, Pophali,: Notice Inviting TenderDocument1 pageMahagenco, KGSC, Pophali,: Notice Inviting TenderSharad KokateNo ratings yet
- China Gear Xian Aps FilterDocument9 pagesChina Gear Xian Aps FilterSharad KokateNo ratings yet
- NTPC Limited: Tender Enquiry No. 9900207252 Tender Enquiry Bid Opening DateDocument2 pagesNTPC Limited: Tender Enquiry No. 9900207252 Tender Enquiry Bid Opening DateSharad KokateNo ratings yet
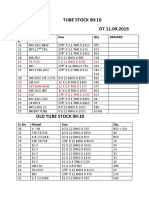
- Tube Stock 90:10 DT 11.09.2019: SR.N o Model Size Qty RemarkDocument3 pagesTube Stock 90:10 DT 11.09.2019: SR.N o Model Size Qty RemarkSharad KokateNo ratings yet
- Partes PDFDocument77 pagesPartes PDFSharad KokateNo ratings yet
- Technical Bid Envelope: Signed by Sharad Subrao Kokate Date:19.11.2019 11:47:46 ISTDocument19 pagesTechnical Bid Envelope: Signed by Sharad Subrao Kokate Date:19.11.2019 11:47:46 ISTSharad KokateNo ratings yet
- Oil-Free Rotary Screw Parts and AccessoriesDocument2 pagesOil-Free Rotary Screw Parts and AccessoriesSharad KokateNo ratings yet
- General Knowledge PDF Archives - Nitin GuptaDocument7 pagesGeneral Knowledge PDF Archives - Nitin GuptaSharad KokateNo ratings yet
- Nes 329 Heat ExchangerDocument32 pagesNes 329 Heat ExchangerSharad Kokate100% (1)
- Rotary Screw - Oem Compressor PartsDocument10 pagesRotary Screw - Oem Compressor PartsSharad Kokate0% (1)
- Elgi Air Compressor Parts Catalogue - Google SearchDocument2 pagesElgi Air Compressor Parts Catalogue - Google SearchSharad KokateNo ratings yet
- EP2784324B1Document1 pageEP2784324B1Sharad KokateNo ratings yet
- Catalogue Seal Oil CoolerDocument28 pagesCatalogue Seal Oil CoolerSharad KokateNo ratings yet
- Product: ISO 9001:2008 Certified CompanyDocument5 pagesProduct: ISO 9001:2008 Certified CompanySharad KokateNo ratings yet
- Technical Bid Envelope: Signed by Vijayalakshmi KM Date:22.11.2019 15:00:54 ISTDocument15 pagesTechnical Bid Envelope: Signed by Vijayalakshmi KM Date:22.11.2019 15:00:54 ISTSharad KokateNo ratings yet
- Aluminium Bronze To Bs 1400: Ab2Document1 pageAluminium Bronze To Bs 1400: Ab2Sharad KokateNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Aalco StocklistDocument68 pagesAalco Stocklistsloane01No ratings yet
- Corrosion & Degradation of MaterialsDocument20 pagesCorrosion & Degradation of Materialsleodavid87No ratings yet
- Scitech ReviewerDocument6 pagesScitech Reviewerピヤ メイNo ratings yet
- ASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsDocument10 pagesASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsAarón Escorza MistránNo ratings yet
- Copper Alloy Casting JIS 5120Document5 pagesCopper Alloy Casting JIS 5120Janak Mistry100% (1)
- MetallurgyDocument6 pagesMetallurgyDrin Mendoza100% (1)
- 24 Copper AlloysDocument29 pages24 Copper Alloysniceweather157No ratings yet
- Penn CatalogDocument48 pagesPenn Catalogselvakumar2k2No ratings yet
- All Metal Melting PointsDocument2 pagesAll Metal Melting Pointsguru_terex100% (1)
- Art and ArtisansDocument8 pagesArt and ArtisansDanica VetuzNo ratings yet
- Basic Maintenance Aspects PDFDocument194 pagesBasic Maintenance Aspects PDFHumaid ShaikhNo ratings yet
- Compression 4 1Document46 pagesCompression 4 1tobby12No ratings yet
- Mil STD 248dDocument157 pagesMil STD 248dTom Giles67% (3)
- Conexiones Electricas Entre Materiales DistintosDocument20 pagesConexiones Electricas Entre Materiales DistintosJose GutierrezNo ratings yet
- Copper and Brass Catalogue July 2014 EditionDocument33 pagesCopper and Brass Catalogue July 2014 Editionga6ba5100% (1)
- Worm GearingDocument37 pagesWorm GearingAnonymous Hy5Ir9QXNo ratings yet
- Color ChartDocument1 pageColor Chartkaniappan sakthivelNo ratings yet
- BURNDY 2002 Master Catalog PDFDocument688 pagesBURNDY 2002 Master Catalog PDFLuis CabimasNo ratings yet
- ALLOY NotesDocument4 pagesALLOY NotesSarah WongNo ratings yet
- Scrap Handbook PDFDocument252 pagesScrap Handbook PDFMohan LakshmanaNo ratings yet
- M - ENG - DIS v1.1Document96 pagesM - ENG - DIS v1.1Ahmed Emad Ahmed100% (1)
- Study of Constituents of Alloys: Swarnprastha Public School Chemistry ProjectDocument13 pagesStudy of Constituents of Alloys: Swarnprastha Public School Chemistry Projectvineetsinghal83% (12)
- Non-Ferrous Extractive Metallurgy Prof. H. S. RayDocument22 pagesNon-Ferrous Extractive Metallurgy Prof. H. S. RayUnheard ShayariNo ratings yet
- Is 13349 (Penstock)Document16 pagesIs 13349 (Penstock)praval84100% (1)
- 195 TOP Engineering Materials - Mechanical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive ExamsDocument20 pages195 TOP Engineering Materials - Mechanical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive Examssabya51278% (9)
- Alloy: C95800: Typical UsesDocument2 pagesAlloy: C95800: Typical UsesJarbas MoraesNo ratings yet
- Metals and Alloys - DensitiesDocument2 pagesMetals and Alloys - Densitiessk m hassanNo ratings yet
- Vertical Turbine Fire PumpsDocument4 pagesVertical Turbine Fire PumpsAlex Armendariz100% (1)
- Qatar Gas Painting Procedure PDFDocument99 pagesQatar Gas Painting Procedure PDFBalaji Guru67% (3)
- CopperDocument21 pagesCopperAyushSinghPal100% (1)