You might also like
- SCC Guide: Self-Compacting Concrete Mix Design and PropertiesDocument27 pagesSCC Guide: Self-Compacting Concrete Mix Design and PropertiesAbsiye Aden0% (1)
- Expansive SoilDocument4 pagesExpansive SoilIsaac Mureithi MainaNo ratings yet
- Lanko Grout 280 Eco BrochureDocument2 pagesLanko Grout 280 Eco BrochureMrgsrzNo ratings yet
- Cupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)Document430 pagesCupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)SPYDERSKILL89% (9)
- Ferrite Measurement PDFDocument2 pagesFerrite Measurement PDFESWARANM91No ratings yet
- Elemental Analysis of Organic CompoundsDocument4 pagesElemental Analysis of Organic CompoundsJessica Margaux Mercado0% (1)
- Handout Concrete Cracking (IEM Tam)Document20 pagesHandout Concrete Cracking (IEM Tam)jcpchin2No ratings yet
- Cements For Long Term Isolation - Design Optimization by Computer Modelling andDocument14 pagesCements For Long Term Isolation - Design Optimization by Computer Modelling andQutluq Caferzade100% (1)
- Bonding New Concrete To Old - tcm45-341629Document2 pagesBonding New Concrete To Old - tcm45-341629Jong Dollente Jr.No ratings yet
- SandColumnTest ReleaseDocument2 pagesSandColumnTest ReleaseJose Manuel ReyesNo ratings yet
- Soft Ground Tunnels vs. Rock TunnelsDocument7 pagesSoft Ground Tunnels vs. Rock TunnelsjygomezNo ratings yet
- BACK FILL, Grouting, ShotcreteDocument52 pagesBACK FILL, Grouting, Shotcretelaila_katilNo ratings yet
- Concrete Construction Article PDF - Dry - and Wet-Mix Process ShotcreteDocument2 pagesConcrete Construction Article PDF - Dry - and Wet-Mix Process ShotcretelenanaNo ratings yet
- Libro de Reforzamiento HORMIGON ARMADO 2022-5Document25 pagesLibro de Reforzamiento HORMIGON ARMADO 2022-5David Magne MamaniNo ratings yet
- Shot CreteDocument4 pagesShot CretesuryakantameNo ratings yet
- Unit 2 Ground Improvement TechniquesDocument33 pagesUnit 2 Ground Improvement Techniquessandesh negiNo ratings yet
- Construction of Pervious PavementDocument6 pagesConstruction of Pervious PavementJessa Dynn Agraviador VelardeNo ratings yet
- Utilising Super Absorbent Polymers As Alternative Method To Test Plastic Shrinkage Cracks in ConcreteDocument14 pagesUtilising Super Absorbent Polymers As Alternative Method To Test Plastic Shrinkage Cracks in ConcreteEdwin MoncaNo ratings yet
- CofferdamsDocument39 pagesCofferdamsConnor DickNo ratings yet
- Under Ground Metal Mining Assignment: Topic:-Support System Submitted ToDocument53 pagesUnder Ground Metal Mining Assignment: Topic:-Support System Submitted ToAyush tiwariNo ratings yet
- Under Ground Metal Mining Assignment: Topic:-Support System Submitted ToDocument55 pagesUnder Ground Metal Mining Assignment: Topic:-Support System Submitted ToANSHUL YADAVNo ratings yet
- Additives and Admixtures in Cement-Based GroutsDocument14 pagesAdditives and Admixtures in Cement-Based GroutsakshitNo ratings yet
- Alberty2004 PDFDocument8 pagesAlberty2004 PDFMuhammad ShehryarNo ratings yet
- Quantitative evaluation of stripping testDocument15 pagesQuantitative evaluation of stripping testJohnCarlosGilNo ratings yet
- Grouting Systems - 620Document6 pagesGrouting Systems - 620arunkumarNo ratings yet
- Spe 214577 PaDocument11 pagesSpe 214577 PaСергей КривенкоNo ratings yet
- Aspect in Lead Acid BatteryDocument55 pagesAspect in Lead Acid BatterySergio AndresNo ratings yet
- Drainage Critical for Retaining StructuresDocument3 pagesDrainage Critical for Retaining StructuresHamzah Al-HashemiNo ratings yet
- Concrete Defects in Bored Piles As A Result of Insufficient Applications of Chemical AdmixturesDocument13 pagesConcrete Defects in Bored Piles As A Result of Insufficient Applications of Chemical AdmixturesNorendro KangjamNo ratings yet
- Dr. Fixit Institute Quarterly Newsletter Vol. 3 No. 1 Highlights GroutsDocument16 pagesDr. Fixit Institute Quarterly Newsletter Vol. 3 No. 1 Highlights GroutsSanjay KambleNo ratings yet
- Spe 69718 MSDocument14 pagesSpe 69718 MSAbo Hanif Al EmranNo ratings yet
- Cements For Long Term Isolation PDFDocument14 pagesCements For Long Term Isolation PDFIng. Luis Alberto García CórdovaNo ratings yet
- Topic - "Self Comopacting Concrete" Branch/Sem./Sec. - "Iii/V/B" Department - "Civil EngineeringDocument13 pagesTopic - "Self Comopacting Concrete" Branch/Sem./Sec. - "Iii/V/B" Department - "Civil EngineeringShriNo ratings yet
- Understanding Wet-Mix Shotcrete: Mix Design, Specifications, and PlacementDocument7 pagesUnderstanding Wet-Mix Shotcrete: Mix Design, Specifications, and Placementelisa lantangNo ratings yet
- ShotcreteDocument30 pagesShotcreteRastgo HamasaidNo ratings yet
- Construction and Building Materials: Huiming Fang, Hui Luo, Hongping ZhuDocument9 pagesConstruction and Building Materials: Huiming Fang, Hui Luo, Hongping ZhuDery FsNo ratings yet
- Fresh Concrete: by Habtamu MelesseDocument8 pagesFresh Concrete: by Habtamu MelesseGemechuNo ratings yet
- TF0971 ch06Document17 pagesTF0971 ch06AcadAcadNo ratings yet
- High Pressure Grouting For Groundwater Ingress ControlDocument6 pagesHigh Pressure Grouting For Groundwater Ingress ControlSONNY BRYANNo ratings yet
- AgregateDocument30 pagesAgregateIntan MadiaaNo ratings yet
- Ce2071 - Repair and Rehablitation of Structures (For Viii - Semester)Document15 pagesCe2071 - Repair and Rehablitation of Structures (For Viii - Semester)Abera MamoNo ratings yet
- 12 MortarsDocument16 pages12 MortarsAhmed AliNo ratings yet
- Grasscrete: Cast Insitu Paving System Design and Specification GuideDocument23 pagesGrasscrete: Cast Insitu Paving System Design and Specification Guidemssrao1977No ratings yet
- Iicep 1968 8075Document2 pagesIicep 1968 8075Mina MiladNo ratings yet
- Pervious Concrete CIP 38Document2 pagesPervious Concrete CIP 38Hyunkyoun JinNo ratings yet
- FW Terram Roadhighway Brochure 1 PDFDocument32 pagesFW Terram Roadhighway Brochure 1 PDFCarmen Law NtNo ratings yet
- Various Retrofitting Methods For Repair and Rehabilitation For Concrete FailureDocument15 pagesVarious Retrofitting Methods For Repair and Rehabilitation For Concrete FailureRosalie DelorinoNo ratings yet
- SPE-191822-18ERM-MS Smart Expandable Polymer Cement Additive To Improve Zonal IsolationDocument9 pagesSPE-191822-18ERM-MS Smart Expandable Polymer Cement Additive To Improve Zonal IsolationRehman Hasan TyebNo ratings yet
- Concrete NotesDocument4 pagesConcrete NotesdaleemaNo ratings yet
- Characterization of Fresh Dry-Mix Shotcrete and Correlation ToreboundDocument8 pagesCharacterization of Fresh Dry-Mix Shotcrete and Correlation ToreboundKiko NobreNo ratings yet
- Aggregate Pop OutDocument0 pagesAggregate Pop Outتوان امتياس سامسدينNo ratings yet
- SARF Paper - RoadmeshDocument12 pagesSARF Paper - RoadmeshMarshall MuthenNo ratings yet
- 94b PDFDocument3 pages94b PDFAkashNo ratings yet
- Gunite & ShortcreteDocument146 pagesGunite & ShortcreteSushil DhunganaNo ratings yet
- Tack Coat TN 2007Document4 pagesTack Coat TN 2007JohvannyNo ratings yet
- 2019 - Ragni Et Al. - Observations of The Effects of A Clay Layer On Suction Bucket Intallation in SandDocument55 pages2019 - Ragni Et Al. - Observations of The Effects of A Clay Layer On Suction Bucket Intallation in SandJúlia Hein MazuttiNo ratings yet
- Drainage Recommendations for MSE Walls with Marginal SoilsDocument13 pagesDrainage Recommendations for MSE Walls with Marginal SoilsAhmad NumanNo ratings yet
- 1999Spr GeblerDocument5 pages1999Spr Geblerwagzarus14No ratings yet
- Highway Materials 2Document37 pagesHighway Materials 2Affan JalilNo ratings yet
- Mortar and GroutDocument47 pagesMortar and GroutSangwa StevenNo ratings yet
- Slurry Surfacing Data Sheet (REA)Document5 pagesSlurry Surfacing Data Sheet (REA)Andrei LupulNo ratings yet
- Effective Well Plugging and Abandonment ProceduresDocument7 pagesEffective Well Plugging and Abandonment ProceduresdimitryNo ratings yet
- Cylinder Strength Versus Cube StrengthDocument26 pagesCylinder Strength Versus Cube Strengthfsirfan100% (2)
- 8.RoseGrasleyTang2018JournalofCivilEngineering Selfhealing ConcreteDocument9 pages8.RoseGrasleyTang2018JournalofCivilEngineering Selfhealing ConcreteJacky_LEOLEONo ratings yet
- C 315Document41 pagesC 315Ahmed TahaNo ratings yet
- Groundwater and Ground Movement Around Deep ExcavationDocument12 pagesGroundwater and Ground Movement Around Deep Excavationvanness hoNo ratings yet
- Successful Excavation of Surge Shaft in Weak Rockmass: A Case Study of 240MW URI-II HE Project, NHPC, J&KDocument6 pagesSuccessful Excavation of Surge Shaft in Weak Rockmass: A Case Study of 240MW URI-II HE Project, NHPC, J&KJacky_LEOLEONo ratings yet
- Cap 123 PDF (20-04-2018) (English and Traditional Chinese)Document270 pagesCap 123 PDF (20-04-2018) (English and Traditional Chinese)Jacky_LEOLEONo ratings yet
- C-2005-6-0-1User Manual PDFDocument87 pagesC-2005-6-0-1User Manual PDFEdwinHarNo ratings yet
- Creep Shrinkage and Cracking of Restrained ConcretDocument32 pagesCreep Shrinkage and Cracking of Restrained ConcretJacky_LEOLEONo ratings yet
- Guidelines On Safety of Tower Cranes (Version 2) July 2010 - eDocument78 pagesGuidelines On Safety of Tower Cranes (Version 2) July 2010 - eIlanildo DiasNo ratings yet
- Manual For Design and Detailing of RCCDocument340 pagesManual For Design and Detailing of RCCimranmehfoozNo ratings yet
- Requirements for Qualified Supervision of Site WorksDocument3 pagesRequirements for Qualified Supervision of Site WorksJacky_LEOLEONo ratings yet
- Z Plate TestingDocument2 pagesZ Plate TestingdutahoratiuNo ratings yet
- Z Plate TestingDocument2 pagesZ Plate TestingdutahoratiuNo ratings yet
- RSPile - Axially Loaded Piles TheoryDocument19 pagesRSPile - Axially Loaded Piles TheoryRivaiNo ratings yet
- Explanatory Notes Wind Effects 2019 eDocument83 pagesExplanatory Notes Wind Effects 2019 eFar AwayNo ratings yet
- Explanatory Notes Wind Effects 2019 eDocument83 pagesExplanatory Notes Wind Effects 2019 eFar AwayNo ratings yet
- Effect of Tie Beam Rigidity On Strip FootingsDocument8 pagesEffect of Tie Beam Rigidity On Strip FootingsJacky_LEOLEONo ratings yet
- Cylinder Strength Versus Cube StrengthDocument26 pagesCylinder Strength Versus Cube Strengthfsirfan100% (2)
- Foundation Design and Construction: Geo Publication No. 1/2006Document376 pagesFoundation Design and Construction: Geo Publication No. 1/2006Jiraphong Songsri93% (15)
- DetailingDocument30 pagesDetailingvasanthk81100% (2)
- Foundation Design and Construction: Geo Publication No. 1/2006Document376 pagesFoundation Design and Construction: Geo Publication No. 1/2006Jiraphong Songsri93% (15)
- DetailingDocument30 pagesDetailingvasanthk81100% (2)
- ViewpubDocument17 pagesViewpubVipin Kumar ParasharNo ratings yet
- Self-Sealing, Autogenous Healing and Continued Hydration: What Is The Difference?Document5 pagesSelf-Sealing, Autogenous Healing and Continued Hydration: What Is The Difference?Jacky_LEOLEONo ratings yet
- Zych 2016 Structural ConcreteDocument12 pagesZych 2016 Structural ConcreteJacky_LEOLEONo ratings yet
- Creep Shrinkage and Cracking of Restrained ConcretDocument32 pagesCreep Shrinkage and Cracking of Restrained ConcretJacky_LEOLEONo ratings yet
- Effect of Fly Ash On Self-Healing of Cracks in Concrete: Conference PaperDocument7 pagesEffect of Fly Ash On Self-Healing of Cracks in Concrete: Conference PaperJacky_LEOLEONo ratings yet
- Creep Shrinkage and Cracking of Restrained ConcretDocument32 pagesCreep Shrinkage and Cracking of Restrained ConcretJacky_LEOLEONo ratings yet
- 8.RoseGrasleyTang2018JournalofCivilEngineering Selfhealing ConcreteDocument9 pages8.RoseGrasleyTang2018JournalofCivilEngineering Selfhealing ConcreteJacky_LEOLEONo ratings yet
- 8.RoseGrasleyTang2018JournalofCivilEngineering Selfhealing ConcreteDocument9 pages8.RoseGrasleyTang2018JournalofCivilEngineering Selfhealing ConcreteJacky_LEOLEONo ratings yet
- Composition of Paints With AgingDocument18 pagesComposition of Paints With AgingDavid AhearnNo ratings yet
- Ferrous: AlloysDocument18 pagesFerrous: AlloyssunsirNo ratings yet
- Technical Data: Santicizer 160Document1 pageTechnical Data: Santicizer 160sriatul2006No ratings yet
- Presentation by Jitendra Singh Isc Udyog PDFDocument11 pagesPresentation by Jitendra Singh Isc Udyog PDFKalyan HalderNo ratings yet
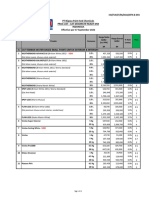
- PT Nipsea Paint and Chemicals Price List - Cat Dekoratif Ready Mix Indonesia Effective Per 17 September 2022Document12 pagesPT Nipsea Paint and Chemicals Price List - Cat Dekoratif Ready Mix Indonesia Effective Per 17 September 2022Ade Ihsan MaulanaNo ratings yet
- Chapter 4 Ribbed Slabs and Waffle SlabsDocument11 pagesChapter 4 Ribbed Slabs and Waffle SlabsAssefa Nigussie100% (1)
- Muhammad Tunggal Rifat Case StudyDocument5 pagesMuhammad Tunggal Rifat Case StudyAdib RizqullohNo ratings yet
- C553Document4 pagesC553polybondNo ratings yet
- Incoloy & Monel CorrosionDocument3 pagesIncoloy & Monel CorrosionAbbasNo ratings yet
- ETA 16 0264 European ApprovalDocument41 pagesETA 16 0264 European ApprovalBenedetto La FauciNo ratings yet
- AkzoNobel AN400QF Interpon 100Document2 pagesAkzoNobel AN400QF Interpon 100Muhammad FaheemNo ratings yet
- Antimicrobial and Mite Protection in Textiles PresentationDocument43 pagesAntimicrobial and Mite Protection in Textiles Presentation20MT31 - NAAVENDHAN SNo ratings yet
- Material Calculator (Building)Document7 pagesMaterial Calculator (Building)Kumbie MadzekeNo ratings yet
- TDS For Epoxy SystemDocument4 pagesTDS For Epoxy SystemhemantrulzNo ratings yet
- Dry ProcessDocument11 pagesDry ProcessArunika OronnoNo ratings yet
- ACIDS BASES Notes IgcseDocument8 pagesACIDS BASES Notes IgcsetejNo ratings yet
- Jun 12Document20 pagesJun 12phin easNo ratings yet
- Lecture 01-03Document15 pagesLecture 01-03Fayaz AhmedNo ratings yet
- 18 - 2017 - Covering Material PDFDocument4 pages18 - 2017 - Covering Material PDFvjdj100% (1)
- Hysol EA 9396Document4 pagesHysol EA 9396Nasos MasourasNo ratings yet
- Bill Watersons HobbesDocument3 pagesBill Watersons HobbesNONENo ratings yet
- Dycote 1000 PyrotekDocument1 pageDycote 1000 Pyrotekjose.figueroa@foseco.comNo ratings yet
- Research ProposalDocument11 pagesResearch ProposalAleem ShahzadNo ratings yet
- Installation of 100ft Guyed Tower for Telecom Network ExpansionDocument4 pagesInstallation of 100ft Guyed Tower for Telecom Network ExpansionMehmood SaleemNo ratings yet
- 3-Way Ball Valve (Spears)Document4 pages3-Way Ball Valve (Spears)Chan Chi Wong PenNo ratings yet
- Foam Ratio ControllerDocument8 pagesFoam Ratio ControllerAli OsmanNo ratings yet