You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Floor FinishesDocument100 pagesFloor Finishesflower lilyNo ratings yet
- B564 Plfy402430879val PDFDocument11 pagesB564 Plfy402430879val PDFCarlosIkeda100% (1)
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13h100% (1)
- Plan de Trabajos: Cash FlowDocument3 pagesPlan de Trabajos: Cash FlowAriel IsaackNo ratings yet
- +GF+ Technical HandbookDocument107 pages+GF+ Technical HandbookBoban StanojlovićNo ratings yet
- Astm F606.F606M-2021Document19 pagesAstm F606.F606M-2021singaravelan narayanasamyNo ratings yet
- Refractory Science Refractories - : 1.1 Composition and StructureDocument14 pagesRefractory Science Refractories - : 1.1 Composition and StructureNikki AlbiosNo ratings yet
- Stoody 130Document1 pageStoody 130Cheker HaddedNo ratings yet
- Ndless Ring With A Circular Cross Section Ing: MaterialDocument32 pagesNdless Ring With A Circular Cross Section Ing: Materialscrollock0428No ratings yet
- Pramet 2016.2 - en PDFDocument26 pagesPramet 2016.2 - en PDFManish MoghaNo ratings yet
- 316lesrvar Ft003-Uk PDFDocument2 pages316lesrvar Ft003-Uk PDFRaj RajeshNo ratings yet
- Nickel Plated Brass Adjustable Non Return Valves DatasheetDocument1 pageNickel Plated Brass Adjustable Non Return Valves DatasheetHilman Adi LuhungNo ratings yet
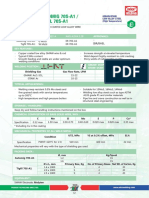
- Automig 70S A1 - Tigfil 70S A1Document1 pageAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNo ratings yet
- S01 PDocument4 pagesS01 Pzelayaguilar1553No ratings yet
- Welder Cert - VDDocument1 pageWelder Cert - VDamin talibinNo ratings yet
- Magnum: Rock BitsDocument1 pageMagnum: Rock Bitsmohammad teimuriNo ratings yet
- Automig 80s G Tigfil 80s GDocument1 pageAutomig 80s G Tigfil 80s Gvijaysvm999No ratings yet
- Ehr 4Document4 pagesEhr 4jorgeNo ratings yet
- Merit S-G: Lincoln Electric China Gmaw Solid WireDocument2 pagesMerit S-G: Lincoln Electric China Gmaw Solid Wiredev-nullNo ratings yet
- CWC-BookletF1 12Document1 pageCWC-BookletF1 12satnamNo ratings yet
- MANOMETROS belGASDocument16 pagesMANOMETROS belGASARMFXNo ratings yet
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocument1 pageAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNo ratings yet
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocument1 pageAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNo ratings yet
- Ncut Antiextrusion Ring For Standard Ing: MaterialDocument6 pagesNcut Antiextrusion Ring For Standard Ing: MaterialRPINILLA (EICO S.A.)No ratings yet
- Nastri Lastre Rame ENGDocument4 pagesNastri Lastre Rame ENGSyed Wajahat BukhariNo ratings yet
- MTA Megacompact Technical Data Sheet v00Document1 pageMTA Megacompact Technical Data Sheet v00muhammetNo ratings yet
- Hallite - 610 - Datasheet - ROD SEALDocument6 pagesHallite - 610 - Datasheet - ROD SEALTHAI PHINo ratings yet
- In Duc TorsDocument11 pagesIn Duc TorsAwe'r XoshnawNo ratings yet
- Millermatic 190: Quick SpecsDocument4 pagesMillermatic 190: Quick SpecsVicente FloresNo ratings yet
- LEAD SCREW - p1 - 785Document1 pageLEAD SCREW - p1 - 785wawandev7No ratings yet
- RWMIG 165 200 - ManualDocument48 pagesRWMIG 165 200 - ManualВладислав ИгнатенкоNo ratings yet
- 06 LANT DATASHEET SORIC XXF WebDocument1 page06 LANT DATASHEET SORIC XXF WebAlejandro AlbanesiNo ratings yet
- Toolox 44 DatenblattDocument4 pagesToolox 44 DatenblattJosevi Jiménez MerinoNo ratings yet
- CWC-BookletF1 24Document1 pageCWC-BookletF1 24Jagannath SahuNo ratings yet
- Product Data Sheet Damcos BRC 500 en 60338Document4 pagesProduct Data Sheet Damcos BRC 500 en 60338cvfNo ratings yet
- Transductor de Presion HM20 - Re30272 - 2018-04Document8 pagesTransductor de Presion HM20 - Re30272 - 2018-04jorvacNo ratings yet
- Tabla O-Rings Am MilimetricoDocument4 pagesTabla O-Rings Am MilimetricoRPINILLA (EICO S.A.)No ratings yet
- Ncut Antiextrusion Ring For Metric Ing: MaterialDocument4 pagesNcut Antiextrusion Ring For Metric Ing: MaterialArun JaisonNo ratings yet
- Features: Rechargeable Sealed Lead Acid Battery PS - General Purpose SeriesDocument2 pagesFeatures: Rechargeable Sealed Lead Acid Battery PS - General Purpose SeriesKevin ElizaldeNo ratings yet
- IWISS Crimping ToolsDocument66 pagesIWISS Crimping Toolsv.kotekNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- Ncut Antiextrusion Ring For Standard Ing: MaterialDocument6 pagesNcut Antiextrusion Ring For Standard Ing: MaterialArun JaisonNo ratings yet
- EagleBurgmann Statotherm SSTC-TAL 9592 P enDocument1 pageEagleBurgmann Statotherm SSTC-TAL 9592 P enkeyur1109No ratings yet
- 3011 Additional Parts 3Document4 pages3011 Additional Parts 3Danı PrasNo ratings yet
- CWC-BookletF1 17Document1 pageCWC-BookletF1 17satnamNo ratings yet
- General Industrial Pressure Gauges: ・Type A‥‥ ・Type B‥‥ ・Type C‥‥ ・Type D‥‥Document50 pagesGeneral Industrial Pressure Gauges: ・Type A‥‥ ・Type B‥‥ ・Type C‥‥ ・Type D‥‥wiyoto 369No ratings yet
- 1 1 1 Az GB Iso Standard f2Document6 pages1 1 1 Az GB Iso Standard f2Thássio MartinsNo ratings yet
- KWT STeelDocument4 pagesKWT STeelChairul RizkiNo ratings yet
- CWC-BookletF1 36 PDFDocument1 pageCWC-BookletF1 36 PDFJagannath SahuNo ratings yet
- Bourdon Tube Pressure Gauges: Man-R / Man-QDocument8 pagesBourdon Tube Pressure Gauges: Man-R / Man-QGERMAN DAVID NARANJO CUADROSNo ratings yet
- Zincalume® G550 Technical Datasheet MalaysiaDocument2 pagesZincalume® G550 Technical Datasheet MalaysiaJeffrey RonquilloNo ratings yet
- EagleBurgmann HJ92N enDocument4 pagesEagleBurgmann HJ92N enJohnNo ratings yet
- BimetalicasDocument8 pagesBimetalicasLuis LugoNo ratings yet
- Pressure Switch Models 201, 203, 281: ApplicationsDocument11 pagesPressure Switch Models 201, 203, 281: ApplicationsKamala kanta PandaNo ratings yet
- 11 MIG+MAG+TorchesDocument5 pages11 MIG+MAG+TorchesLLNo ratings yet
- AUTOMIG 80S Ni1 - TIGFIL 80S Ni1Document1 pageAUTOMIG 80S Ni1 - TIGFIL 80S Ni1Kalyan Chakravathi A GNo ratings yet
- TDS Hardcarb 70 (#ET - EN - 20.1)Document2 pagesTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNo ratings yet
- Elite Extrusion BrochureDocument13 pagesElite Extrusion BrochureSultana KhanumNo ratings yet
- Metric DIN 6885 SpecDocument4 pagesMetric DIN 6885 SpecDobrica PetrovicNo ratings yet
- Scrubber Level Control System (SLS)Document2 pagesScrubber Level Control System (SLS)Edison GomezNo ratings yet
- Miginox 307: Classification: en Iso 14343-ADocument1 pageMiginox 307: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- TDS - ER80S-B6.GTAW Rev1Document1 pageTDS - ER80S-B6.GTAW Rev1Erick VazquezNo ratings yet
- Miginox 310 / Tiginox 310: Classification: en Iso 14343-ADocument1 pageMiginox 310 / Tiginox 310: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- TDS Hardcarb 60 (#ETT - EN - 20.1)Document2 pagesTDS Hardcarb 60 (#ETT - EN - 20.1)Jimit ShahNo ratings yet
- Welding Parameters For Inconel 625 Overlay On Carbon Steel Using GMAWDocument6 pagesWelding Parameters For Inconel 625 Overlay On Carbon Steel Using GMAWSyarief Nahdi100% (1)
- Threading Inserts: Now in To Conquer ISO S MaterialsDocument32 pagesThreading Inserts: Now in To Conquer ISO S MaterialsAchmad Arifudin HidayatullohNo ratings yet
- ExtractPage35 36c PDFDocument8 pagesExtractPage35 36c PDFDries VandezandeNo ratings yet
- Gas Safety Replacement RecommendationsDocument2 pagesGas Safety Replacement RecommendationsDries VandezandeNo ratings yet
- ABC To Welding - InterpassDocument1 pageABC To Welding - InterpassDries VandezandeNo ratings yet
- ESAB ExtractPage34-35DDocument16 pagesESAB ExtractPage34-35DDries VandezandeNo ratings yet
- ESAB ExtractPage32-33DDocument17 pagesESAB ExtractPage32-33DDries VandezandeNo ratings yet
- ExtractPage40 41D PDFDocument21 pagesExtractPage40 41D PDFDries VandezandeNo ratings yet
- ESAB ExtractPage15-16cDocument9 pagesESAB ExtractPage15-16cDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- ESAB ExtractPage35-36DDocument16 pagesESAB ExtractPage35-36DDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument4 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- ESAB ExtractPage20-21cDocument8 pagesESAB ExtractPage20-21cDries VandezandeNo ratings yet
- ESAB ExtractPage39-40DDocument17 pagesESAB ExtractPage39-40DDries VandezandeNo ratings yet
- ESAB ExtractPage17-18cDocument9 pagesESAB ExtractPage17-18cDries VandezandeNo ratings yet
- Regulators Overall Offering Guide: Industrial Gas Cylinder RegulatorsDocument4 pagesRegulators Overall Offering Guide: Industrial Gas Cylinder RegulatorsDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series KitsDocument1 pageOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series KitsDries VandezandeNo ratings yet
- Regulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDocument1 pageRegulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDries VandezandeNo ratings yet
- Regulators Edge Series RegulatorsDocument4 pagesRegulators Edge Series RegulatorsDries VandezandeNo ratings yet
- Regulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDocument1 pageRegulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDries VandezandeNo ratings yet
- ExtractPage23 24B PDFDocument4 pagesExtractPage23 24B PDFDries VandezandeNo ratings yet
- ESAB ExtractPage29-30cDocument9 pagesESAB ExtractPage29-30cDries VandezandeNo ratings yet
- ESAB ExtractPage23-24cDocument8 pagesESAB ExtractPage23-24cDries VandezandeNo ratings yet
- ExtractPage33 34c PDFDocument8 pagesExtractPage33 34c PDFDries VandezandeNo ratings yet
- ExtractPage38 39c PDFDocument8 pagesExtractPage38 39c PDFDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument4 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- Gas Safety Replacement RecommendationsDocument2 pagesGas Safety Replacement RecommendationsDries VandezandeNo ratings yet
- ExtractPage35 36c PDFDocument8 pagesExtractPage35 36c PDFDries VandezandeNo ratings yet
- ExtractPage40 41c PDFDocument12 pagesExtractPage40 41c PDFDries VandezandeNo ratings yet
- SS 560-2016 - PreviewDocument10 pagesSS 560-2016 - PreviewSiYing LaiNo ratings yet
- Brandt 2008Document7 pagesBrandt 2008Tran Tuan KietNo ratings yet
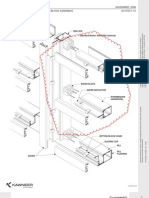
- Kawneer Storefront DetailsDocument29 pagesKawneer Storefront Detailsjudaspriest210% (2)
- Design CalculationDocument3 pagesDesign CalculationRyanto SiraitNo ratings yet
- Lotus - Pc-90gDocument2 pagesLotus - Pc-90gbogdan018No ratings yet
- Lnec - ICDS12: Lime-Metakaolin Mortars For Historical Buildings RepairDocument9 pagesLnec - ICDS12: Lime-Metakaolin Mortars For Historical Buildings RepairvictorrbgNo ratings yet
- Technical Data: 1. DescriptionDocument6 pagesTechnical Data: 1. DescriptionAnthonyNo ratings yet
- 3D View (Entertainment Unit) PlanDocument11 pages3D View (Entertainment Unit) PlanG Vishwanath ReddyNo ratings yet
- Foundation SlideDocument18 pagesFoundation Slidejeams_lead7020No ratings yet
- StrataWeb HD DatasheetDocument1 pageStrataWeb HD DatasheetANKIT KUMARNo ratings yet
- Astm A572-A572m-06Document4 pagesAstm A572-A572m-06NadhiraNo ratings yet
- Mechanical Properties of Soil-Cement Interlocking BlocksDocument17 pagesMechanical Properties of Soil-Cement Interlocking BlocksMahsa ChavoshiNo ratings yet
- Widin - AllDocument214 pagesWidin - AlldunnyhalitionNo ratings yet
- 4 - HANBELT Conveyor Belt Catalogue RevisadoDocument4 pages4 - HANBELT Conveyor Belt Catalogue RevisadoRafael QueirozNo ratings yet
- 316 Stainless FailureDocument61 pages316 Stainless Failuresas999333No ratings yet
- Tabel Persamaan Bahan Dasar Dan Presisi Roda GigiDocument1 pageTabel Persamaan Bahan Dasar Dan Presisi Roda GigiboschNo ratings yet
- Dorot 68-De - El - MRDocument6 pagesDorot 68-De - El - MRJosé Daniel ArenasNo ratings yet
- Coupling Calculations and Ug-32 Unstayed Head CalculationsDocument9 pagesCoupling Calculations and Ug-32 Unstayed Head CalculationsLcm TnlNo ratings yet
- Eraser MakingDocument3 pagesEraser Makingrkkrakenn515No ratings yet
- Understanding Pipe Threads: Types and Designations: by Mark SchmidtDocument5 pagesUnderstanding Pipe Threads: Types and Designations: by Mark Schmidtدانيا الأبراجNo ratings yet
- Technical Paper For Reinjectable Waterstop Hose SystemsDocument11 pagesTechnical Paper For Reinjectable Waterstop Hose SystemsSam Roger100% (1)
- Item 204 - Portland Cement Stabilized Road MixDocument30 pagesItem 204 - Portland Cement Stabilized Road MixJomar Paul Berba Romero100% (1)
- Milgard - Trip Summary Report (POD) : Trip Delivery Order Number Line No Item Description Rejected LPNDocument3 pagesMilgard - Trip Summary Report (POD) : Trip Delivery Order Number Line No Item Description Rejected LPNalla.kishoreNo ratings yet