You might also like
- Retrofitting of Ayala Bridge, An Historic Steel Bridge in Manilla (Philippines)Document8 pagesRetrofitting of Ayala Bridge, An Historic Steel Bridge in Manilla (Philippines)like a roseNo ratings yet
- 17 23 1472 Sasaki Oct 2022 98 PDFDocument7 pages17 23 1472 Sasaki Oct 2022 98 PDFwahyu rianNo ratings yet
- A Review of The Use of Spaced Piles To Stabilise Embankment and Cutting SlopesDocument34 pagesA Review of The Use of Spaced Piles To Stabilise Embankment and Cutting Slopesmagnusmagnus1No ratings yet
- Journal Embankment PileDocument6 pagesJournal Embankment PileFaRhan AzamNo ratings yet
- Cut and Cover Design SituDocument8 pagesCut and Cover Design SitupirazorNo ratings yet
- Slab Deflections: ST George Wharf Case StudyDocument3 pagesSlab Deflections: ST George Wharf Case StudyHayyan JarboueNo ratings yet
- Engineers Ireland: Piled Embankments - Recent Experiences in IrelandDocument9 pagesEngineers Ireland: Piled Embankments - Recent Experiences in Irelandsandycastle100% (1)
- Tower Transmission Foundation Barrette FoundationDocument6 pagesTower Transmission Foundation Barrette FoundationWr ArNo ratings yet
- Fem Based Analysis of Wing Wall To Culvert ConnectionDocument8 pagesFem Based Analysis of Wing Wall To Culvert ConnectionhfzhnNo ratings yet
- (MIDAS Expert Webinar Series) Case Study of Integral Bridge StructureDocument70 pages(MIDAS Expert Webinar Series) Case Study of Integral Bridge StructureAnkit GuptaNo ratings yet
- Application of Expansion Joints in DiaphDocument8 pagesApplication of Expansion Joints in DiaphLuthfi NNo ratings yet
- Numge2023 5Document7 pagesNumge2023 5WanNo ratings yet
- Structural Analysis of BridgesDocument16 pagesStructural Analysis of BridgesKato EmmanuelNo ratings yet
- VICWEST Hi-Bond Composite Floor Deck Design ManualDocument42 pagesVICWEST Hi-Bond Composite Floor Deck Design ManualMike Smith100% (1)
- 03 Bridge ReportDocument38 pages03 Bridge ReportMUUTHUKRISHNANNo ratings yet
- Design, Construction & Performance of Hand-Dug Caissons in Kuala Lumpur Granitic FormationDocument4 pagesDesign, Construction & Performance of Hand-Dug Caissons in Kuala Lumpur Granitic Formationtangkokhong100% (1)
- Optimal Foundation Solution For Storage Terminal in MangaloreDocument4 pagesOptimal Foundation Solution For Storage Terminal in MangalorelingamkumarNo ratings yet
- Observed Settlement of a Piled Raft Foundation in MoscowDocument6 pagesObserved Settlement of a Piled Raft Foundation in MoscowBora OkuNo ratings yet
- 2513-2516Document5 pages2513-2516Belaniza GasparNo ratings yet
- White Etal 2005 ISFOG MudmatsDocument9 pagesWhite Etal 2005 ISFOG MudmatsCescyle CostaNo ratings yet
- Integral Bridges for High-Speed RailwaysDocument7 pagesIntegral Bridges for High-Speed RailwaysNicholas FeatherstonNo ratings yet
- CH - 2.3 Buttress Dam PDFDocument35 pagesCH - 2.3 Buttress Dam PDFHadush TadesseNo ratings yet
- The Design, Construction and In-Service Performance of The All-Composite Aberfeldy FootbridgeDocument9 pagesThe Design, Construction and In-Service Performance of The All-Composite Aberfeldy FootbridgeJack SmithNo ratings yet
- Pile Foundations v1.00 Oct2010Document17 pagesPile Foundations v1.00 Oct2010Munteanu DanNo ratings yet
- Global Stability Analysis of Reinforced Earth Wall Using Basal ReinforcementDocument6 pagesGlobal Stability Analysis of Reinforced Earth Wall Using Basal ReinforcementRaviNo ratings yet
- Pile Foundations v1.00 Oct2010Document17 pagesPile Foundations v1.00 Oct2010zuzubettyNo ratings yet
- IJCRT2207264Document17 pagesIJCRT2207264Ali Asghar LangahNo ratings yet
- Design of jet grouting cut-offs for damsDocument13 pagesDesign of jet grouting cut-offs for damsThaung Myint OoNo ratings yet
- O'Brien & Bown 2010Document11 pagesO'Brien & Bown 2010Sana FatimaNo ratings yet
- Comparing In-Situ Cone Resistance and Pile Jacking Force: M. Marchi, L. Balbarini & G. Gottardi L. ZambianchiDocument8 pagesComparing In-Situ Cone Resistance and Pile Jacking Force: M. Marchi, L. Balbarini & G. Gottardi L. ZambianchiPrunici IonNo ratings yet
- Soil-Foundation-Superstructure Interaction For The Tallest Tower in The World The Kingdom TowerDocument14 pagesSoil-Foundation-Superstructure Interaction For The Tallest Tower in The World The Kingdom TowerZakaria MahmudNo ratings yet
- Study On Sliding Stability of Porous-Concrete Retaining WallDocument9 pagesStudy On Sliding Stability of Porous-Concrete Retaining Wallraul.chiriacNo ratings yet
- 104 - Lightweight Backfill Materials in Integral Bridge ConstructionDocument8 pages104 - Lightweight Backfill Materials in Integral Bridge Constructionsofronije2005No ratings yet
- Bridge Rehabilitation in Remote AreaDocument11 pagesBridge Rehabilitation in Remote AreaRam Kumar DhimanNo ratings yet
- Iraqi Journal of Civil Engineering: Improving Bearing Capacity by Skirted Foundation: A ReviewDocument6 pagesIraqi Journal of Civil Engineering: Improving Bearing Capacity by Skirted Foundation: A ReviewAhMed SaMeerNo ratings yet
- Slab Deflections in The Cardington In-Situ Concrete Frame BuildingDocument12 pagesSlab Deflections in The Cardington In-Situ Concrete Frame BuildingwaynectwNo ratings yet
- Highway and Bridge Engineering: International Symposium Iasi, Romania - December 6th, 2013Document46 pagesHighway and Bridge Engineering: International Symposium Iasi, Romania - December 6th, 2013MiaNo ratings yet
- Field Trials of Suction Caissons in Clay For Offshore Wind Turbine FoundationsDocument10 pagesField Trials of Suction Caissons in Clay For Offshore Wind Turbine FoundationsRajaa KodadNo ratings yet
- ARTICULO Vibro-Replacement For Challenging Soil Conditions in Port StructuresDocument8 pagesARTICULO Vibro-Replacement For Challenging Soil Conditions in Port StructuresYimi Huisa CalapujaNo ratings yet
- Chapter - 3 Load On Bridge.Document13 pagesChapter - 3 Load On Bridge.Assefa NigussieNo ratings yet
- Analysis and Design of Railway Box Bridge and Comparison Between Staad Software and MDM ResultsDocument9 pagesAnalysis and Design of Railway Box Bridge and Comparison Between Staad Software and MDM Resultsankit panjwaniNo ratings yet
- Design Concepts For Quay WallsDocument12 pagesDesign Concepts For Quay WallsAdrian Frantescu100% (3)
- 46 Dam Constructions 0Document33 pages46 Dam Constructions 0Chaitanya KumbharNo ratings yet
- Rion Anti Rion BridgeDocument7 pagesRion Anti Rion BridgeNagar NitinNo ratings yet
- CBIP 2007 - Gnagar Workshop - J Thomas Et AlDocument6 pagesCBIP 2007 - Gnagar Workshop - J Thomas Et AlJimmy ThomasNo ratings yet
- Designing Integral Bridges Without Movement JointsDocument32 pagesDesigning Integral Bridges Without Movement Jointspmullins_11100% (5)
- 78-84 H.G. Poulos - Piled Raft Foundations For Tall BuildingsDocument7 pages78-84 H.G. Poulos - Piled Raft Foundations For Tall Buildingsajaymr100% (1)
- Earthquake Aspects of Roller Compacted Concrete and Concrete-Face Rockfill DamsDocument12 pagesEarthquake Aspects of Roller Compacted Concrete and Concrete-Face Rockfill DamsHaryadi StNo ratings yet
- Load Transfer Efficiency of Dowel Bar PDFDocument4 pagesLoad Transfer Efficiency of Dowel Bar PDFAjit P. Singh100% (1)
- Analysis of Pile Foundation Ankit Singh 2k20gte04Document23 pagesAnalysis of Pile Foundation Ankit Singh 2k20gte04ANKITSINGH 2K20GTE04No ratings yet
- Design of Tower FoundationsDocument7 pagesDesign of Tower FoundationsGuillermo LockhartNo ratings yet
- 1 Design of Tower Foundations Subramonia Book GOOD GOODDocument7 pages1 Design of Tower Foundations Subramonia Book GOOD GOODandyhr100% (1)
- Ground Improvement Case Histories: Compaction, Grouting and GeosyntheticsFrom EverandGround Improvement Case Histories: Compaction, Grouting and GeosyntheticsRating: 3.5 out of 5 stars3.5/5 (3)
- Ground Improvement Case Histories: Embankments with Special Reference to Consolidation and Other Physical MethodsFrom EverandGround Improvement Case Histories: Embankments with Special Reference to Consolidation and Other Physical MethodsNo ratings yet
- Elements of Loadbearing Brickwork: International Series of Monographs in Civil EngineeringFrom EverandElements of Loadbearing Brickwork: International Series of Monographs in Civil EngineeringRating: 5 out of 5 stars5/5 (1)
- CH 5 PDFDocument33 pagesCH 5 PDFshady masoodNo ratings yet
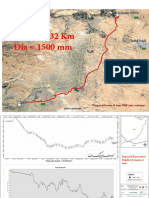
- Length 32 KM Dia 1500 MM: Proposed Route of New 1500 MM ConveyerDocument3 pagesLength 32 KM Dia 1500 MM: Proposed Route of New 1500 MM Conveyershady masoodNo ratings yet
- 05 StruDocument72 pages05 Strushady masoodNo ratings yet
- AR Reserve Invoice - 20005152 - 20200609 - 094424Document1 pageAR Reserve Invoice - 20005152 - 20200609 - 094424shady masoodNo ratings yet
- Produced by An Autodesk Student Version: Al-Suki ArchitectsDocument1 pageProduced by An Autodesk Student Version: Al-Suki Architectsshady masoodNo ratings yet
- Pplication: Rosshole Onic OggingDocument5 pagesPplication: Rosshole Onic Oggingshady masoodNo ratings yet
- Fulltext01 PDFDocument96 pagesFulltext01 PDFNazmulNo ratings yet
- TMP GEOSYNTHETICS - Non-Woven Geotextiles: Taian Modern Plastic Co., LTDDocument2 pagesTMP GEOSYNTHETICS - Non-Woven Geotextiles: Taian Modern Plastic Co., LTDshady masoodNo ratings yet
- Energies 12 02125Document15 pagesEnergies 12 02125Chess GeekNo ratings yet
- Due On Thursday 27-2-2020 at The Beginning of ClassDocument4 pagesDue On Thursday 27-2-2020 at The Beginning of Classshady masoodNo ratings yet
- 1HRH Castle Ground Stabilization Contractor - Scope - BOQ - 01-23-2020 - FinalDocument4 pages1HRH Castle Ground Stabilization Contractor - Scope - BOQ - 01-23-2020 - Finalshady masoodNo ratings yet
- 05 StruDocument72 pages05 Strushady masoodNo ratings yet
- Environmental and Social Impact Assessment for Tamane Gamada Exploration ProjectDocument39 pagesEnvironmental and Social Impact Assessment for Tamane Gamada Exploration ProjectFiraol GetenetNo ratings yet
- CBFMDocument40 pagesCBFMJomarie GuiawanNo ratings yet
- Refurbished Clothing Brand Offers Eco-Friendly FashionDocument18 pagesRefurbished Clothing Brand Offers Eco-Friendly Fashionসংশপ্তক কালপুরুষNo ratings yet
- Kos MapDocument67 pagesKos MapHiwot YimerNo ratings yet
- Sydney Airport Master Plan 2039: Sustainable GrowthDocument390 pagesSydney Airport Master Plan 2039: Sustainable Growthdicky bhaktiNo ratings yet
- Zero Waste Concept PaperDocument5 pagesZero Waste Concept Papermaribelle r litaNo ratings yet
- Sustainability Reporting and Performance Measurement Systems: How Do Small-And Medium - Sized Benefit Corporations Manage Integration?Document17 pagesSustainability Reporting and Performance Measurement Systems: How Do Small-And Medium - Sized Benefit Corporations Manage Integration?Indyy Surya KinantiNo ratings yet
- Thin Nwe HtweDocument131 pagesThin Nwe HtweThein Tun AungNo ratings yet
- Production ProbDocument21 pagesProduction ProbDill JaaniNo ratings yet
- Ucspngbuhaymo PDFDocument281 pagesUcspngbuhaymo PDFFrancis EsperanzaNo ratings yet
- Final DejeneDocument86 pagesFinal Dejenegetnet100% (1)
- Shipping Container AnalysisDocument5 pagesShipping Container AnalysisAly ReyesNo ratings yet
- Media Sector's Top Sustainability Issues in 2022Document17 pagesMedia Sector's Top Sustainability Issues in 2022MarcelogabrielfranNo ratings yet
- The Role of Esg and PurposeDocument7 pagesThe Role of Esg and PurposeAdrNo ratings yet
- Ashley GreensDocument95 pagesAshley GreensJosh BloomNo ratings yet
- Nashik Rapid Feasibility Report 1312Document118 pagesNashik Rapid Feasibility Report 1312Vaishnavi PadalkarNo ratings yet
- FoodSensitivePlanning UrbanDesign FullReportDocument80 pagesFoodSensitivePlanning UrbanDesign FullReportIzabela Garcia PadilhaNo ratings yet
- Universiti Tunku Abdul Rahman (Utar) : Faculty of Accountancy and Management (Fam) Course PlanDocument10 pagesUniversiti Tunku Abdul Rahman (Utar) : Faculty of Accountancy and Management (Fam) Course PlanEsther LuehNo ratings yet
- 4.2 - Hype Cycle For Smart City Technologies and SolutionsDocument62 pages4.2 - Hype Cycle For Smart City Technologies and SolutionsNosnitapJNosnitap100% (1)
- Sigentics M Brochure en 2018Document8 pagesSigentics M Brochure en 2018brufpotNo ratings yet
- B.SC .ZoologyDocument25 pagesB.SC .ZoologyRajrani DeviNo ratings yet
- Global Oceans NGO DirectoryDocument209 pagesGlobal Oceans NGO DirectoryPROBIOMA100% (1)
- Ilesa Print FinalDocument122 pagesIlesa Print FinalOlabode DaviesNo ratings yet
- 033 2010 Abstracts Chemreactor 19 VienaDocument637 pages033 2010 Abstracts Chemreactor 19 VienaChau Mai100% (1)
- Undp Study Guide 2023Document28 pagesUndp Study Guide 2023Doğa İnceNo ratings yet
- Justine Cooper 2015 ResearchDocument475 pagesJustine Cooper 2015 Researchsalehi123No ratings yet
- Andhra Pradesh Issues New Sand Mining PolicyDocument6 pagesAndhra Pradesh Issues New Sand Mining PolicyHemanthKumarNo ratings yet
- Pm4esd Manual enDocument168 pagesPm4esd Manual enplannerpmNo ratings yet
- ForumZFD Mission Statement (2013)Document16 pagesForumZFD Mission Statement (2013)forumZFD PhilippinesNo ratings yet
- MESTEEDocument45 pagesMESTEEProject AnalysisNo ratings yet