You might also like
- Tolerances HandbookDocument85 pagesTolerances HandbookRonald GarcíaNo ratings yet
- Wood Plastic CompositesDocument8 pagesWood Plastic CompositesAwad M. El ArabyNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Analysis of Drying Process in Ceramic Tiles Industries Ijariie2063Document10 pagesAnalysis of Drying Process in Ceramic Tiles Industries Ijariie2063map vitcoNo ratings yet
- Calcination ProcessDocument82 pagesCalcination ProcessMayur ChhagNo ratings yet
- Thermal EngineeringDocument45 pagesThermal EngineeringNarendra BabuNo ratings yet
- Glass-Ceramic Glazes For Ceramic Tiles PDFDocument53 pagesGlass-Ceramic Glazes For Ceramic Tiles PDFKristanto WahyudiNo ratings yet
- Коротк Нотатки Про Хемiю ЦементiвDocument33 pagesКоротк Нотатки Про Хемiю ЦементiвCementarNo ratings yet
- Deformations in CeramicsDocument6 pagesDeformations in Ceramicsashutoshgoel100% (1)
- Kiln Operation ManualDocument25 pagesKiln Operation ManualLeulNo ratings yet
- Idler Catalog Complete Low Res For WebDocument154 pagesIdler Catalog Complete Low Res For WebMauricio MpintoNo ratings yet
- Insulation - Filippich 2015Document22 pagesInsulation - Filippich 2015vũ minh tâmNo ratings yet
- Ladle Refractory Monitoring WebDocument6 pagesLadle Refractory Monitoring WebsusantaNo ratings yet
- Type of Monolithic Refractories PDFDocument4 pagesType of Monolithic Refractories PDFNaelNo ratings yet
- Kiln Paper1Document5 pagesKiln Paper1mmkattaNo ratings yet
- Basf Water Solutions: Core ProductsDocument14 pagesBasf Water Solutions: Core Productstestuser01100% (1)
- Becca SpecsDocument11 pagesBecca SpecsAlyanna Panganiban100% (1)
- Heating in A Furnace WorksheetDocument3 pagesHeating in A Furnace WorksheetHong TruongNo ratings yet
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604No ratings yet
- Bricks and Shapes 2Document6 pagesBricks and Shapes 2nay den100% (1)
- 02 Raw MaterialDocument14 pages02 Raw MaterialGustavo Alberto De Almeida PezaoNo ratings yet
- Yüksek F R N Kanallar Nda Kendili Inden Ak C Boksit Esasl Dökülebilirlerin Geli TirilmesiDocument8 pagesYüksek F R N Kanallar Nda Kendili Inden Ak C Boksit Esasl Dökülebilirlerin Geli TirilmesiOrkun KorkmazNo ratings yet
- Application of RefractoriesDocument331 pagesApplication of RefractoriesJuan Bustamante0% (1)
- Firing of Porcelain TilesDocument5 pagesFiring of Porcelain TilesRajarshi Dionysus BhattacharyyaNo ratings yet
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- Fm200 CalculatorDocument1 pageFm200 CalculatorFadyNo ratings yet
- Curvature Evolution in Porcelain Tile During FiringDocument12 pagesCurvature Evolution in Porcelain Tile During Firingمحمد رمضانNo ratings yet
- Refratechnik Bricks Wear RreasonsDocument8 pagesRefratechnik Bricks Wear Rreasonsengr kazamNo ratings yet
- Ceramics: Windows To The FutureDocument75 pagesCeramics: Windows To The FuturevishwanathanskNo ratings yet
- CA Silicate & Other Insulation - Surface Dew PointDocument5 pagesCA Silicate & Other Insulation - Surface Dew PointjagrutNo ratings yet
- Insulating RefractoriesDocument10 pagesInsulating RefractoriesAbdulBasitNo ratings yet
- (Advanced Ceramics, 1) James F. Shackelford-Bioceramics-Taylor & Francis (1999) PDFDocument75 pages(Advanced Ceramics, 1) James F. Shackelford-Bioceramics-Taylor & Francis (1999) PDFjerry cristianoNo ratings yet
- Ankral RNTDocument1 pageAnkral RNTmahreza189No ratings yet
- Roller KilnsDocument3 pagesRoller Kilnsjohan_nieuwoudtNo ratings yet
- Energy Saving in Sintering of Porcelain StonewareDocument8 pagesEnergy Saving in Sintering of Porcelain StonewareTasha Tashlihatul AmaliahNo ratings yet
- Understading About Liquid Polishing CompoundDocument3 pagesUnderstading About Liquid Polishing CompoundcuibaprauNo ratings yet
- 15-Porcelain-Raw Materials, Processing, Phase Evolution, and Mechanical Behavior PDFDocument18 pages15-Porcelain-Raw Materials, Processing, Phase Evolution, and Mechanical Behavior PDFmichael.cretzuNo ratings yet
- Tieng Anh Chuyen Nganh SilicatDocument77 pagesTieng Anh Chuyen Nganh SilicatChết SợNo ratings yet
- Optimization of Kiln and DryerDocument7 pagesOptimization of Kiln and Dryermap vitcoNo ratings yet
- Applied Thermal EngineeringDocument45 pagesApplied Thermal EngineeringMp SiyadNo ratings yet
- Firing Defects: Home Education Glazes Materials Video Publications Software Links Main IndexDocument1 pageFiring Defects: Home Education Glazes Materials Video Publications Software Links Main IndexMainul Islam RafiNo ratings yet
- Engineering: General CatalogDocument37 pagesEngineering: General CatalogzsmithNo ratings yet
- Daniel RhodesDocument3 pagesDaniel RhodeskenneNo ratings yet
- Delayed Curvatures in Porous PDFDocument13 pagesDelayed Curvatures in Porous PDFerrairachidNo ratings yet
- Fire More For Less PDFDocument5 pagesFire More For Less PDFJose Vicente Nuguid ErictaNo ratings yet
- Low Temperature Co-Fired Ceramics With Ultra-Low Sintering Temperature A ReviewDocument20 pagesLow Temperature Co-Fired Ceramics With Ultra-Low Sintering Temperature A ReviewMeiliza HastutiNo ratings yet
- FeldsparDocument7 pagesFeldsparRiChy KantuNo ratings yet
- Float Glass RefractoryDocument4 pagesFloat Glass RefractorySans SenNo ratings yet
- Adjusting Water Mark PDFDocument16 pagesAdjusting Water Mark PDFerrairachidNo ratings yet
- Processing of CeramicsDocument23 pagesProcessing of CeramicsLalita El MillaNo ratings yet
- Properties Processing and Application ofDocument20 pagesProperties Processing and Application ofTushar AneyraoNo ratings yet
- FIRE Compendium Series: Refractory Castable EngineeringDocument2 pagesFIRE Compendium Series: Refractory Castable EngineeringKhaled BOUALINo ratings yet
- Installation With Mortar - Umlauf 2015 PDFDocument18 pagesInstallation With Mortar - Umlauf 2015 PDFvũ minh tâmNo ratings yet
- 76-Microsilica-Gel Bond Castables For Rapid Heat-UpDocument12 pages76-Microsilica-Gel Bond Castables For Rapid Heat-UpJagadeesh GuttiNo ratings yet
- Thermal Shock Resistance Predictionms PDFDocument10 pagesThermal Shock Resistance Predictionms PDFkonstantasNo ratings yet
- Antibacterial Additive For GlazeDocument1 pageAntibacterial Additive For Glazemd azizur RahamanNo ratings yet
- 5 Ceramic and CementDocument13 pages5 Ceramic and CementAmzar MuhammadNo ratings yet
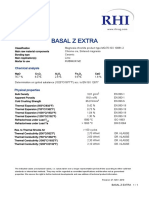
- Basal Z Extra: Chemical AnalysisDocument1 pageBasal Z Extra: Chemical Analysismahreza189No ratings yet
- Ceramics Handouts 002Document36 pagesCeramics Handouts 002Rugi Vicente RubiNo ratings yet
- PDFDocument516 pagesPDFDonnaNo ratings yet
- Roller Hearth Kiln - IjoeDocument6 pagesRoller Hearth Kiln - IjoeSunit AroraNo ratings yet
- TN680 MHTC 96 Drop CalorimetryDocument9 pagesTN680 MHTC 96 Drop CalorimetryMiruna PetriaNo ratings yet
- A Review Influence of Refractories On Steel Quality PDFDocument20 pagesA Review Influence of Refractories On Steel Quality PDFBagas Prasetyawan Adi NugrohoNo ratings yet
- Ceramic Coatings - Applications in Engineering PDFDocument296 pagesCeramic Coatings - Applications in Engineering PDFdanniNo ratings yet
- Incipient Stage Fire Extinguisher Education OSHA 1910.157 (G)Document51 pagesIncipient Stage Fire Extinguisher Education OSHA 1910.157 (G)Azher AhmedNo ratings yet
- TOPSOE KBR Damage Mechanisms Causes and PreventionDocument121 pagesTOPSOE KBR Damage Mechanisms Causes and Preventionjonnie myersNo ratings yet
- Dri Loc 218 Data SheetDocument2 pagesDri Loc 218 Data Sheetpalani.djpNo ratings yet
- AAP S3 Buttweld SDocument17 pagesAAP S3 Buttweld Salimsaadun alimsaadunNo ratings yet
- Specifications: Ipo, Candabong, Anda, BoholDocument10 pagesSpecifications: Ipo, Candabong, Anda, BoholAnne Marie Nunez BernabeNo ratings yet
- 002DP48 PDFDocument2 pages002DP48 PDFDiadam SharmaNo ratings yet
- Calcium PDFDocument3 pagesCalcium PDFJakir AhmedNo ratings yet
- Review On Shell Materials Used in The Encapsulation of Phase Change Materials For High Temperature Thermal Energy StorageDocument9 pagesReview On Shell Materials Used in The Encapsulation of Phase Change Materials For High Temperature Thermal Energy StorageKalidasanCinnaNo ratings yet
- DPP - 03 - Coordination ChemistryDocument3 pagesDPP - 03 - Coordination Chemistryaaradhya25sethiNo ratings yet
- Connections 1 - Ch.3 Welds Notes (94-153)Document15 pagesConnections 1 - Ch.3 Welds Notes (94-153)travis8zimmermannNo ratings yet
- Copper Alloy C67500Document10 pagesCopper Alloy C67500Kapil HarchekarNo ratings yet
- TDS CleanStarDocument3 pagesTDS CleanStarMearg NgusseNo ratings yet
- Cover: Economy Box En-000-3545 (Replace "000" With Material Type. See Chart Below.) 8/23/2010Document1 pageCover: Economy Box En-000-3545 (Replace "000" With Material Type. See Chart Below.) 8/23/2010Justice KNo ratings yet
- BS 04592-6-2008Document12 pagesBS 04592-6-2008khanhNo ratings yet
- R-Value TableDocument3 pagesR-Value TableJitendra Gautam0% (1)
- Surafel's Final Internship Report Aastu - 260221104310Document50 pagesSurafel's Final Internship Report Aastu - 260221104310GebrekidanNo ratings yet
- National Textile University: Laboratory ManualDocument2 pagesNational Textile University: Laboratory ManualMohsin ALi SoOmroNo ratings yet
- Electronegativity and Bond TriangleDocument9 pagesElectronegativity and Bond TrianglePedro BarónNo ratings yet
- A Feasibility Study of Wood-Plastic Composite Paver Block For Basic Rest AreasDocument15 pagesA Feasibility Study of Wood-Plastic Composite Paver Block For Basic Rest AreasJanaki RamNo ratings yet
- Lecture 14 PDFDocument4 pagesLecture 14 PDFVikas Verma V. KumarNo ratings yet
- Aluminum Alloy Common Grade 6061 w/T4 TemperDocument7 pagesAluminum Alloy Common Grade 6061 w/T4 TemperPhyo ThuNo ratings yet
- Bracelet Anode DatasheetDocument1 pageBracelet Anode Datasheets2608No ratings yet
- 1.4542 - X5Crnicunb16-4 1.4548 - X5Crnicunb17-4-4 Alloy 17-4 PHDocument6 pages1.4542 - X5Crnicunb16-4 1.4548 - X5Crnicunb17-4-4 Alloy 17-4 PHSiva GanaNo ratings yet
- 701 Armox - Welding RecommendationsDocument5 pages701 Armox - Welding RecommendationsSergio MuñozNo ratings yet