You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Determination of The Accelerated Hydrogen Sulfide Breakthrough Capacity of Granular and Pelletized Activated CarbonDocument9 pagesDetermination of The Accelerated Hydrogen Sulfide Breakthrough Capacity of Granular and Pelletized Activated Carbonmohammed karasnehNo ratings yet
- Science Stage 6 Sample Paper 1 - tcm142-595411Document12 pagesScience Stage 6 Sample Paper 1 - tcm142-595411Lyaz Antony100% (6)
- Reactions of Alkenes and Alkynes Study GuideDocument17 pagesReactions of Alkenes and Alkynes Study GuideMelissa GarciaNo ratings yet
- Multi Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisDocument8 pagesMulti Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisKailash C BhosaleNo ratings yet
- Pattern Recognition: Gui-Fu Lu, Jian Zou, Yong Wang, Zhongqun WangDocument7 pagesPattern Recognition: Gui-Fu Lu, Jian Zou, Yong Wang, Zhongqun WangKailash C BhosaleNo ratings yet
- 1 s2.0 S0924013605006515 Main PDFDocument9 pages1 s2.0 S0924013605006515 Main PDFKailash C BhosaleNo ratings yet
- Pattern Recognition: Meng Lu, Jianhua Z. Huang, Xiaoning QianDocument11 pagesPattern Recognition: Meng Lu, Jianhua Z. Huang, Xiaoning QianKailash C BhosaleNo ratings yet
- Goode Roberta Pres2 BonusDocument5 pagesGoode Roberta Pres2 BonusKailash C BhosaleNo ratings yet
- 2013 - cHAOUCH - Development of Weld Nugget in Dissymmetric AssembliesDocument6 pages2013 - cHAOUCH - Development of Weld Nugget in Dissymmetric AssembliesKailash C BhosaleNo ratings yet
- 2007 - Hasanbasoglu - Resistance Spot Weldability of Dissimilar MaterialsDocument7 pages2007 - Hasanbasoglu - Resistance Spot Weldability of Dissimilar MaterialsKailash C BhosaleNo ratings yet
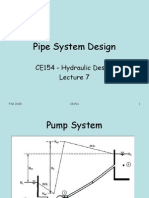
- Pipe System DesignDocument64 pagesPipe System DesignRonald GeorgeNo ratings yet
- Physical Geography of The Sea and Its MeteorologyDocument538 pagesPhysical Geography of The Sea and Its MeteorologyRachel O'Reilly0% (1)
- Polyacetal (POM) : Polyplastics Co., LTDDocument19 pagesPolyacetal (POM) : Polyplastics Co., LTDPhuoc Thinh TruongNo ratings yet
- Solid Fuels Group 7 & 8Document91 pagesSolid Fuels Group 7 & 8Jowel MercadoNo ratings yet
- B.tech Chem Lab ManualDocument40 pagesB.tech Chem Lab Manualsushil joshiNo ratings yet
- Fundamentals of Physical ChemistryDocument1 pageFundamentals of Physical ChemistryPatrick James PolinarNo ratings yet
- API 571 DemoDocument14 pagesAPI 571 DemoRueda Joan100% (1)
- Assignment Colour Compound (Mega) 215Document2 pagesAssignment Colour Compound (Mega) 215Anant JainNo ratings yet
- Bleaching of WoolDocument5 pagesBleaching of Woolahmer adnanNo ratings yet
- 10 1021@acs Iecr 9b02077Document14 pages10 1021@acs Iecr 9b02077dipen royNo ratings yet
- Ib Chemistry: Higher LevelDocument72 pagesIb Chemistry: Higher LeveldeveenNo ratings yet
- Chemistry - Concepts and Multiple ChoiceDocument5 pagesChemistry - Concepts and Multiple ChoiceGeorge Isaac McQuiles100% (1)
- Greenhouse EffectDocument6 pagesGreenhouse EffectMARVIE JOY BALUMA CABIOCNo ratings yet
- Potential Measurement of Jackets / Platform Legs: 5.cathodic ProtectionDocument35 pagesPotential Measurement of Jackets / Platform Legs: 5.cathodic ProtectionyouplaiNo ratings yet
- Dental Waxes 1Document26 pagesDental Waxes 1Jyoti Tripathi100% (1)
- Misconceptions in ChemistryDocument299 pagesMisconceptions in ChemistryRinaFaridaBuangetNo ratings yet
- Absar School and College Timergara: Q1:Fill in The BlanksDocument2 pagesAbsar School and College Timergara: Q1:Fill in The BlanksAftab HussainNo ratings yet
- Design of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsDocument5 pagesDesign of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsCandraNo ratings yet
- Revision Checklist For O Level Physics 5054 FINALDocument24 pagesRevision Checklist For O Level Physics 5054 FINALYenny Tiga100% (3)
- Chemical Kinetics Lecture NotesDocument27 pagesChemical Kinetics Lecture NotesRicosushiNo ratings yet
- BiocoagulantDocument15 pagesBiocoagulantNed CarterNo ratings yet
- Space Math VIIDocument188 pagesSpace Math VIISae NinaNo ratings yet
- Chapter 11.Document45 pagesChapter 11.HalaNo ratings yet
- Ferrous Sulfate Solubility in WaterDocument19 pagesFerrous Sulfate Solubility in WaterElmuntaser EltayebNo ratings yet
- Chemical CompositionDocument1 pageChemical CompositionfrusdtNo ratings yet
- Demo Osmosis Lab Doc XDocument2 pagesDemo Osmosis Lab Doc XJessica GonzalesNo ratings yet
- DTR Rampa Amtrv-Pro 2022 - enDocument19 pagesDTR Rampa Amtrv-Pro 2022 - enEglė STNo ratings yet
- 121 Ultrasonic Testing of Copper WeldsDocument10 pages121 Ultrasonic Testing of Copper WeldsVikas DigheNo ratings yet