You might also like
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- The Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceFrom EverandThe Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceRating: 5 out of 5 stars5/5 (2)
- WI-NG-6460-002-090 Work Instruction For ACSE - ABTS - ToP Scheme Check & FT Rev00Document6 pagesWI-NG-6460-002-090 Work Instruction For ACSE - ABTS - ToP Scheme Check & FT Rev00MEELMAHDYNo ratings yet
- WI-NG-6460-002-065 Work Instruction For Circuit Breaker Fail Protection (5062) Rev00Document6 pagesWI-NG-6460-002-065 Work Instruction For Circuit Breaker Fail Protection (5062) Rev00Mohamed NasrNo ratings yet
- Work Instruction FOR: Spectro AnalysisDocument3 pagesWork Instruction FOR: Spectro AnalysismahendraNo ratings yet
- PSV's - Maintenance ProcedureDocument19 pagesPSV's - Maintenance Proceduresmab216209471% (7)
- Api 510, 2015Document5 pagesApi 510, 2015Mohmed AllamNo ratings yet
- Partial Stroke Testing - R3Document8 pagesPartial Stroke Testing - R3Gabo Montaño MendozaNo ratings yet
- Media Search - SEHS7292 - Using The 5P-4150 Nozzle Testing Group (0782)Document51 pagesMedia Search - SEHS7292 - Using The 5P-4150 Nozzle Testing Group (0782)marius.chitiga100% (1)
- Risk Based Inspection For Boiler Operation in Marine Power Plant SystemDocument7 pagesRisk Based Inspection For Boiler Operation in Marine Power Plant SystemDarmawans CollectionNo ratings yet
- Engineering Procedure: Saudi Aramco Desktop StandardsDocument30 pagesEngineering Procedure: Saudi Aramco Desktop StandardshakashuNo ratings yet
- VCB Testing ProcedureDocument10 pagesVCB Testing Procedureramana3339100% (2)
- National Grid LCC Panel Testing ResponsibilitiesDocument9 pagesNational Grid LCC Panel Testing ResponsibilitiesMohamed NasrNo ratings yet
- WI-NG-6460-002-089 Work Instruction For Bus Bar Prot Panel Scheme Check & FT Rev00Document6 pagesWI-NG-6460-002-089 Work Instruction For Bus Bar Prot Panel Scheme Check & FT Rev00Mohamed NasrNo ratings yet
- Living with Defects: FFS Assessment Optimizes Plant Asset IntegrityDocument16 pagesLiving with Defects: FFS Assessment Optimizes Plant Asset IntegrityNatraji100% (1)
- Statistical Process Control: Sri Vigneshwara Cold ForgeDocument5 pagesStatistical Process Control: Sri Vigneshwara Cold ForgerajaNo ratings yet
- WI-NG-6460-002-085 Work Instruction For Relay & Control Panel Scheme and Function Test Rev00Document15 pagesWI-NG-6460-002-085 Work Instruction For Relay & Control Panel Scheme and Function Test Rev00Mohamed NasrNo ratings yet
- Special Conditions of Contract for APC ServicesDocument10 pagesSpecial Conditions of Contract for APC ServiceskrishnaNo ratings yet
- API 510 Inspector CourseDocument6 pagesAPI 510 Inspector CourseKmt_AeNo ratings yet
- Checkcif/Platon (Standard) : Alert Level BDocument2 pagesCheckcif/Platon (Standard) : Alert Level BJames PerianayagamNo ratings yet
- Flange Management ProcedureDocument22 pagesFlange Management ProcedureDarrel Espino AranasNo ratings yet
- Test Report No. 54S071437/2/OKH: Dated 26 Mar 2007Document6 pagesTest Report No. 54S071437/2/OKH: Dated 26 Mar 2007mayurghule19No ratings yet
- 1MRG001947 B en KEMA IEC 61850 Certificate For 670 Series 1.2Document2 pages1MRG001947 B en KEMA IEC 61850 Certificate For 670 Series 1.2Nermina MalićevićNo ratings yet
- LAB 130 Stability Management Procedure SampleDocument3 pagesLAB 130 Stability Management Procedure SampleOdunlamiNo ratings yet
- Partial Stroke Testing Implementing For The Right ReasonsDocument10 pagesPartial Stroke Testing Implementing For The Right ReasonsOrkhan SeyidovNo ratings yet
- ASC Q14!5!075 R001 V1R3 Redundant Solenoid SIL Verificaiton ReportDocument57 pagesASC Q14!5!075 R001 V1R3 Redundant Solenoid SIL Verificaiton ReportHuan Trinh VanNo ratings yet
- Factory Acceptance Test Procedure For DCS - Page 4Document2 pagesFactory Acceptance Test Procedure For DCS - Page 4kapsarcNo ratings yet
- ก ! (Work Instruction) / Air-conditioner Controller InstallationDocument19 pagesก ! (Work Instruction) / Air-conditioner Controller Installationคนวัตร กรรมฐานNo ratings yet
- KQP 16 Inspection & Testing Rev 04Document11 pagesKQP 16 Inspection & Testing Rev 04Mohd Isa HarunNo ratings yet
- Critical Design Configuration Control Limitations (CDCCL) ManagementDocument82 pagesCritical Design Configuration Control Limitations (CDCCL) Managementrizcst9759100% (7)
- Saudi Aramco Test Report: LV Panelboard - Pre-Energized and Functional Testing SATR-P-3825 3-Jul-18 ElectDocument7 pagesSaudi Aramco Test Report: LV Panelboard - Pre-Energized and Functional Testing SATR-P-3825 3-Jul-18 Electkarthi51289No ratings yet
- OTC-26807-MS Evaluation of Fatigue Performance On Semi Premium Connection For Casing Drilling Application To Prevent Connection Fatigue FailureDocument9 pagesOTC-26807-MS Evaluation of Fatigue Performance On Semi Premium Connection For Casing Drilling Application To Prevent Connection Fatigue FailureysuyycNo ratings yet
- Chapter 10 Recommended Practice For ESP Failure Analysis PDFDocument64 pagesChapter 10 Recommended Practice For ESP Failure Analysis PDFedwinNo ratings yet
- ATC, BGADocument8 pagesATC, BGAclearheartboy777No ratings yet
- SIS 2.0Document15 pagesSIS 2.0sf.joe24No ratings yet
- Proof Testing of Safety Instrumented Systems in The Onshore ChemicalDocument13 pagesProof Testing of Safety Instrumented Systems in The Onshore ChemicalmuathudongNo ratings yet
- ENGINE - On-Wing Flexible Borescope Inspection of Metallic/Hybrid VSV SystemDocument15 pagesENGINE - On-Wing Flexible Borescope Inspection of Metallic/Hybrid VSV SystemaliNo ratings yet
- Dynamic Torque Models For Quarter-Turn Air-Operated ValvesDocument13 pagesDynamic Torque Models For Quarter-Turn Air-Operated ValvesManual SourceNo ratings yet
- Work Instruction (SPC Study Engineer.)Document2 pagesWork Instruction (SPC Study Engineer.)SandeepNo ratings yet
- Test Report No. 54S071437/3/OKH: Dated 26 Mar 2007Document3 pagesTest Report No. 54S071437/3/OKH: Dated 26 Mar 2007mayurghule19No ratings yet
- 5SF - WI3081 BallotDocument32 pages5SF - WI3081 BallotdfgNo ratings yet
- 7S92-06011-CO-TP-540 - MST - For - Re-Calibration of PSV-039Document15 pages7S92-06011-CO-TP-540 - MST - For - Re-Calibration of PSV-039abdelmalek boudjemaaNo ratings yet
- Operating Instructions for 72.5 kV Circuit BreakerDocument11 pagesOperating Instructions for 72.5 kV Circuit BreakerManuel TravezanNo ratings yet
- Ms For Demin Water Tank Modification Rev 1 Feb. 28 2011lastDocument9 pagesMs For Demin Water Tank Modification Rev 1 Feb. 28 2011lastsharif339100% (1)
- BDD CO-PO LAB Attainment New Format 22-23Document19 pagesBDD CO-PO LAB Attainment New Format 22-23Er Padmasinh PatilNo ratings yet
- SPE-68789-MS One PetroDocument5 pagesSPE-68789-MS One PetroAlex ZamanNo ratings yet
- A4-Jgs1ep-Epc1-Qp-016 Rev. B (Flange Management Procedure)Document20 pagesA4-Jgs1ep-Epc1-Qp-016 Rev. B (Flange Management Procedure)Darrel Espino Aranas100% (1)
- NAVSEA RCM Handbook DTD 18 April 2007 PDFDocument105 pagesNAVSEA RCM Handbook DTD 18 April 2007 PDFTiu TonNo ratings yet
- H-10207 99cka 00-102f Dc-Cscs Controlog Function Test Procedule - ADocument31 pagesH-10207 99cka 00-102f Dc-Cscs Controlog Function Test Procedule - Anguyen rinNo ratings yet
- Work Instruction FOR: Charpy Impact TestDocument4 pagesWork Instruction FOR: Charpy Impact TestmahendraNo ratings yet
- Replacing a Needle Valve with a Globe ValveDocument7 pagesReplacing a Needle Valve with a Globe ValveKamarularifin Kamel100% (2)
- Catalyst Loading by Sock Method Single Bed Reactor Normal AtmosphereDocument5 pagesCatalyst Loading by Sock Method Single Bed Reactor Normal Atmospherevishal bailurNo ratings yet
- New Microsoft Word DocumentDocument3 pagesNew Microsoft Word DocumentAbdelrahmanAwadNo ratings yet
- SSSV Inflow TestingDocument10 pagesSSSV Inflow TestingAhmed OusamaNo ratings yet
- p103-Stts-gec-Asi-ms-ele-015 - Method Statement For Installation, Termination and Testing of Structured Cabling SystemDocument9 pagesp103-Stts-gec-Asi-ms-ele-015 - Method Statement For Installation, Termination and Testing of Structured Cabling SystemAnandu AshokanNo ratings yet
- WI-NG-6460-002-063 Work Instruction For Trip-Circuit Supervision Rev00Document7 pagesWI-NG-6460-002-063 Work Instruction For Trip-Circuit Supervision Rev00Mohamed NasrNo ratings yet
- 022 Operation Procedure for Gas Chromatography - 04Document6 pages022 Operation Procedure for Gas Chromatography - 04surendra varmaNo ratings yet
- SPE/IADC-189403-MS Well Integrity - Next DevelopmentsDocument15 pagesSPE/IADC-189403-MS Well Integrity - Next DevelopmentsMahfoud AMMOURNo ratings yet
- Procedures and Guidelines (PG) : Responsible Office: TitleDocument37 pagesProcedures and Guidelines (PG) : Responsible Office: TitlemilindsmeherNo ratings yet
- IOGP-Report 434-01 - Process Release FrequenciesDocument62 pagesIOGP-Report 434-01 - Process Release FrequenciesClaudia Patricia Carazas SarmientoNo ratings yet
- G1162 Ed1.0 The Marking of Offshore Man-Made StructuresDocument22 pagesG1162 Ed1.0 The Marking of Offshore Man-Made StructuresLakshmi Binoy MenonNo ratings yet
- Flammability of CO2-Hydrocarbon MixturesDocument17 pagesFlammability of CO2-Hydrocarbon MixturesLakshmi Binoy MenonNo ratings yet
- Ms 761 1982 Code of Practice For The Storage and Handling of Flammable and Combustible Liquids Ics 75.080-709618Document94 pagesMs 761 1982 Code of Practice For The Storage and Handling of Flammable and Combustible Liquids Ics 75.080-709618cloobpsp82% (11)
- G21 Fire and Blast Databook Panels2.0Document149 pagesG21 Fire and Blast Databook Panels2.0Lakshmi Binoy MenonNo ratings yet
- HSAC RP NBR 161 - Helideck Design New Builds - 2nd Edition PDFDocument108 pagesHSAC RP NBR 161 - Helideck Design New Builds - 2nd Edition PDFLakshmi Binoy MenonNo ratings yet
- Ammonia Msds 001003Document12 pagesAmmonia Msds 001003Raj KumarNo ratings yet
- G21 Fire and Blast Databook Panels2.0Document149 pagesG21 Fire and Blast Databook Panels2.0Lakshmi Binoy MenonNo ratings yet
- Apar Inspection PDFDocument2 pagesApar Inspection PDFYudhi LesmanaNo ratings yet
- HIPPS Safety Requirements Specification GuidelineDocument19 pagesHIPPS Safety Requirements Specification Guidelinerieza_f100% (2)
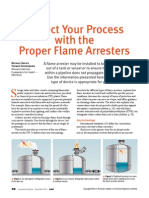
- Flamearrestor LiteratureDocument7 pagesFlamearrestor LiteratureNoor Ul HaqNo ratings yet
- Noise and Vibration - HSEDocument26 pagesNoise and Vibration - HSESurena IraniNo ratings yet
- Did You Know ?: What Is Energy?Document2 pagesDid You Know ?: What Is Energy?Fida KarimahNo ratings yet
- HSAC RP NBR 161 - Helideck Design New Builds - 2nd Edition PDFDocument108 pagesHSAC RP NBR 161 - Helideck Design New Builds - 2nd Edition PDFLakshmi Binoy MenonNo ratings yet
- Aviation Transport Accident Statistics: Risk Assessment Data DirectoryDocument28 pagesAviation Transport Accident Statistics: Risk Assessment Data DirectoryLakshmi Binoy MenonNo ratings yet
- Simplified Criteria For The Application of Blast Loads From Accidental Explosions in Plant DesignDocument6 pagesSimplified Criteria For The Application of Blast Loads From Accidental Explosions in Plant DesignLakshmi Binoy MenonNo ratings yet
- Oil Gas UK Fire and Explosion Guidelines Issue 1 2007 PDFDocument493 pagesOil Gas UK Fire and Explosion Guidelines Issue 1 2007 PDFLakshmi Binoy Menon100% (1)
- Research On Offshore Helideck Environmental Issues: CAA PAPER 99004Document140 pagesResearch On Offshore Helideck Environmental Issues: CAA PAPER 99004Lakshmi Binoy MenonNo ratings yet
- PDFDocument8 pagesPDFonizuka-t2263No ratings yet
- Lo ContraFlex PFP Brochure en 2017Document20 pagesLo ContraFlex PFP Brochure en 2017Lakshmi Binoy MenonNo ratings yet
- Bevi Risk Assessment Manual IntroductionDocument189 pagesBevi Risk Assessment Manual IntroductionLakshmi Binoy MenonNo ratings yet