You might also like
- Two Way Flat Plate Concrete Floor Slab Design Detailing - CSA23.3 14 PDFDocument67 pagesTwo Way Flat Plate Concrete Floor Slab Design Detailing - CSA23.3 14 PDFJGFUYGKIUGUNo ratings yet
- BLDG 341 Building Engineering Systems Lecture 1 - IntroductionDocument28 pagesBLDG 341 Building Engineering Systems Lecture 1 - IntroductionYin LiNo ratings yet
- Questions & Answers For Wood Works! Webinars: Can I Receive Credit For Attending Your Webinars?Document1 pageQuestions & Answers For Wood Works! Webinars: Can I Receive Credit For Attending Your Webinars?Yin LiNo ratings yet
- Figure 9Document1 pageFigure 9Yin LiNo ratings yet
- Tutorial Week 11Document8 pagesTutorial Week 11Yin LiNo ratings yet
- Defence VDocument30 pagesDefence VYin LiNo ratings yet
- Building Energy Simulation and OptimizatDocument8 pagesBuilding Energy Simulation and OptimizatYin LiNo ratings yet
- Algorithms: Investigation of Improved Cooperative Coevolution For Large-Scale Global Optimization ProblemsDocument19 pagesAlgorithms: Investigation of Improved Cooperative Coevolution For Large-Scale Global Optimization ProblemsYin LiNo ratings yet
- Building Summary Midrise Apartment New Construction: Value Data Source ProgramDocument37 pagesBuilding Summary Midrise Apartment New Construction: Value Data Source ProgramYin LiNo ratings yet
- Using Energyplus For ComplianceDocument24 pagesUsing Energyplus For ComplianceffdfddNo ratings yet
- Call For Papers: Special Issue On Simulation and Optimization in Engineering (S17-1)Document2 pagesCall For Papers: Special Issue On Simulation and Optimization in Engineering (S17-1)Yin LiNo ratings yet
- Energyplus™ Version 9.3.0 Documentation: U.S. Department of EnergyDocument14 pagesEnergyplus™ Version 9.3.0 Documentation: U.S. Department of EnergyYin LiNo ratings yet
- Hierarchical Decomposition of Water Distribution Systems For Background Leakage AssessmentDocument6 pagesHierarchical Decomposition of Water Distribution Systems For Background Leakage AssessmentYin LiNo ratings yet
- Guide For Module Developers: Energyplus™ Version 9.3.0 DocumentationDocument183 pagesGuide For Module Developers: Energyplus™ Version 9.3.0 DocumentationYin LiNo ratings yet
- Thesis English VersionDocument147 pagesThesis English VersionYin LiNo ratings yet
- Tips and Tricks Using Energy PlusDocument75 pagesTips and Tricks Using Energy PlusYin LiNo ratings yet
- EnergyPlusEssentials PDFDocument57 pagesEnergyPlusEssentials PDFYin LiNo ratings yet
- Energyplus™ Version 9.3.0 Documentation: U.S. Department of EnergyDocument14 pagesEnergyplus™ Version 9.3.0 Documentation: U.S. Department of EnergyYin LiNo ratings yet
- CLT Concrete Energy ComparisonDocument7 pagesCLT Concrete Energy ComparisonYin LiNo ratings yet
- External Interface (S) Application Guide: Energyplus™ Version 9.3.0 DocumentationDocument31 pagesExternal Interface (S) Application Guide: Energyplus™ Version 9.3.0 DocumentationYin LiNo ratings yet
- ExerciseOutput1 InstructionsDocument4 pagesExerciseOutput1 InstructionsYin LiNo ratings yet
- Parametric Investigation of Plane Frame StructureDocument11 pagesParametric Investigation of Plane Frame StructureYin LiNo ratings yet
- A C# Code For Solving 3D Topology Optimization Problems Using SAP2000Document35 pagesA C# Code For Solving 3D Topology Optimization Problems Using SAP2000Yin LiNo ratings yet
- Finite Element Modelling of A Three-Storey Cross Laminated Timber StructureDocument11 pagesFinite Element Modelling of A Three-Storey Cross Laminated Timber StructureYin LiNo ratings yet
- CLT Concrete Energy ComparisonDocument7 pagesCLT Concrete Energy ComparisonYin LiNo ratings yet
- TTWB 2014 Breneman CLT Floor DesignDocument58 pagesTTWB 2014 Breneman CLT Floor DesignSimona SavastreNo ratings yet
- Rfem 5 Manual enDocument650 pagesRfem 5 Manual enRico Edurese100% (1)
- PresentationDocument5 pagesPresentationYin LiNo ratings yet
- CLT - Design and Use NewDocument58 pagesCLT - Design and Use NewYin LiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Nominal GroupDocument3 pagesNominal GroupSrourNo ratings yet
- Sony x300 ManualDocument8 pagesSony x300 ManualMarcosCanforaNo ratings yet
- Understanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanDocument15 pagesUnderstanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanPhuong NgoNo ratings yet
- Abilash - Subramanian CV - 003 PDFDocument4 pagesAbilash - Subramanian CV - 003 PDFAbilash SubramanianNo ratings yet
- Management PriniciplesDocument87 pagesManagement Priniciplesbusyboy_spNo ratings yet
- SM EFATEX Rev D2 3 1 2018 PDFDocument20 pagesSM EFATEX Rev D2 3 1 2018 PDFGuilhermePlacidoNo ratings yet
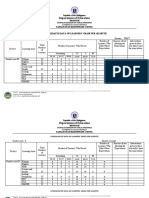
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDocument4 pagesDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNo ratings yet
- Taylor Series PDFDocument147 pagesTaylor Series PDFDean HaynesNo ratings yet
- Designed For Severe ServiceDocument28 pagesDesigned For Severe ServiceAnthonyNo ratings yet
- Wine TourismDocument9 pagesWine Tourismyarashovanilufar1999No ratings yet
- Control ValvesDocument95 pagesControl ValvesHardik Acharya100% (1)
- Rsi r2 Super Rsi FaqDocument14 pagesRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Meta100 AP Brochure WebDocument15 pagesMeta100 AP Brochure WebFirman RamdhaniNo ratings yet
- Point and Figure ChartsDocument5 pagesPoint and Figure ChartsShakti ShivaNo ratings yet
- Atomberg Gorilla FanDocument12 pagesAtomberg Gorilla FanjothamNo ratings yet
- Anker Soundcore Mini, Super-Portable Bluetooth SpeakerDocument4 pagesAnker Soundcore Mini, Super-Portable Bluetooth SpeakerM.SaadNo ratings yet
- Daftar ObatDocument18 pagesDaftar Obatyuyun hanakoNo ratings yet
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaNo ratings yet
- Code of Ethics For Civil Engineers PiceDocument3 pagesCode of Ethics For Civil Engineers PiceEdwin Ramos Policarpio100% (3)
- Darkle Slideshow by SlidesgoDocument53 pagesDarkle Slideshow by SlidesgoADITI GUPTANo ratings yet
- Resume - James MathewsDocument2 pagesResume - James Mathewsapi-610738092No ratings yet
- Đề Tuyển Sinh Lớp 10 Môn Tiếng AnhDocument11 pagesĐề Tuyển Sinh Lớp 10 Môn Tiếng AnhTrangNo ratings yet
- How To Install Metal LathDocument2 pagesHow To Install Metal LathKfir BenishtiNo ratings yet
- CHAPTER 2 Part2 csc159Document26 pagesCHAPTER 2 Part2 csc159Wan Syazwan ImanNo ratings yet
- Management Accounting by Cabrera Solution Manual 2011 PDFDocument3 pagesManagement Accounting by Cabrera Solution Manual 2011 PDFClaudette Clemente100% (1)
- Aditya Academy Syllabus-II 2020Document7 pagesAditya Academy Syllabus-II 2020Tarun MajumdarNo ratings yet
- Probation Period ReportDocument17 pagesProbation Period ReportMiranti Puspitasari0% (1)
- Aashto M288-17 Product Selection GuideDocument1 pageAashto M288-17 Product Selection GuideDem DemNo ratings yet
- WWW Ranker Com List Best-Isekai-Manga-Recommendations Ranker-AnimeDocument8 pagesWWW Ranker Com List Best-Isekai-Manga-Recommendations Ranker-AnimeDestiny EasonNo ratings yet
- Javascript Notes For ProfessionalsDocument490 pagesJavascript Notes For ProfessionalsDragos Stefan NeaguNo ratings yet