You might also like
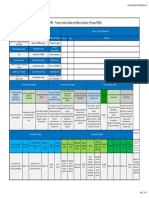
- Occurrence Potential (O) rating criteria for process FMEADocument3 pagesOccurrence Potential (O) rating criteria for process FMEARaajha MunibathiranNo ratings yet
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDocument3 pagesRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNo ratings yet
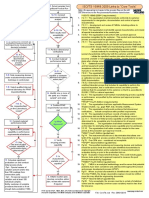
- ISO/TS 16949:2009 Awareness Training Programme OverviewDocument51 pagesISO/TS 16949:2009 Awareness Training Programme OverviewGanesan Sankaranarayanan88% (8)
- System QSB First Step Fast Response PDFDocument19 pagesSystem QSB First Step Fast Response PDFPrabagarane RamachandranNo ratings yet
- IATF Awareness TrainingDocument81 pagesIATF Awareness TrainingMR KonarengineeringNo ratings yet
- CQI 9 3rd Edition Errata SheetDocument2 pagesCQI 9 3rd Edition Errata SheetANONIMONo ratings yet
- 7 QC Tools: Q7T/PPT-1Document118 pages7 QC Tools: Q7T/PPT-1Amit Kumar SinghNo ratings yet
- Strategy Diagram ExamplesDocument8 pagesStrategy Diagram ExamplesmanuelNo ratings yet
- MSR-Columns hidden or deletedDocument2 pagesMSR-Columns hidden or deleted57641100% (1)
- Daimler Process Signoff DocumentDocument228 pagesDaimler Process Signoff DocumentWolf Villarin100% (1)
- Presentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishraDocument28 pagesPresentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishrapiyushNo ratings yet
- World Class Quality To Achieve Zero PPM 231111Document108 pagesWorld Class Quality To Achieve Zero PPM 231111Gyanesh_DBNo ratings yet
- FMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFDocument10 pagesFMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFBonny BonitoNo ratings yet
- AIAG-VDA PFMEA Template For Activity - (Delegate)Document38 pagesAIAG-VDA PFMEA Template For Activity - (Delegate)nadia_naaz90No ratings yet
- FMEA Latest Format 1st Edition 2019Document2 pagesFMEA Latest Format 1st Edition 2019jineshdmehtaNo ratings yet
- Special Processes: Molding System AssessmentDocument54 pagesSpecial Processes: Molding System AssessmentisolongNo ratings yet
- VCC Phased PPAP Requirements Handbook - V2Document14 pagesVCC Phased PPAP Requirements Handbook - V2medi38No ratings yet
- CP20200804-A Model Control Plan - FoundationsDocument6 pagesCP20200804-A Model Control Plan - Foundationsmanno200No ratings yet
- TAFE Process Audit Check List - Revision 2Document16 pagesTAFE Process Audit Check List - Revision 2Vijay OfficialNo ratings yet
- Template Q-Offer v1 2Document25 pagesTemplate Q-Offer v1 2Krishna Mohan T.R100% (1)
- Core Tools PDFDocument1 pageCore Tools PDFsentrakerjaan100% (3)
- Severity Table - AIAG-VDA Process FMEADocument1 pageSeverity Table - AIAG-VDA Process FMEARaajha Munibathiran100% (2)
- Attribute MSA 4th EditionDocument4 pagesAttribute MSA 4th EditionSachin RamdurgNo ratings yet
- Tuv Rheinland Training Schedule 2017Document19 pagesTuv Rheinland Training Schedule 2017ramnathNo ratings yet
- QRQCDocument1 pageQRQCmoez50% (2)
- Nozzle E1 215-225 215-225 E2 220-230 220-230 E3 200-210 200-210 Hopper E4 175-185 175-185Document1 pageNozzle E1 215-225 215-225 E2 220-230 220-230 E3 200-210 200-210 Hopper E4 175-185 175-185KodhansNo ratings yet
- Attribute MSA TrainingDocument21 pagesAttribute MSA TrainingDisha ShahNo ratings yet
- Apqp Status LogDocument1 pageApqp Status Logsathyabalaraman67% (3)
- GP-12 Activity Checklist Ensures Quality FlatpacksDocument2 pagesGP-12 Activity Checklist Ensures Quality FlatpacksLam Nguyen100% (4)
- Machine capability investigation for measurable characteristicsDocument36 pagesMachine capability investigation for measurable characteristicsJosé María MorenoNo ratings yet
- Redesigning Enterprise Process For E-BusinessDocument211 pagesRedesigning Enterprise Process For E-BusinessMuarif AsdaNo ratings yet
- FMEA Methodology for Quality Improvement in Sheet Metal IndustryDocument5 pagesFMEA Methodology for Quality Improvement in Sheet Metal IndustryDanistergladwinNo ratings yet
- Report Example: Gage R&R Nested ANOVA ReportDocument4 pagesReport Example: Gage R&R Nested ANOVA Reportyuanita_mayasariNo ratings yet
- Training Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enDocument3 pagesTraining Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enjpaulNo ratings yet
- MSA & Destructive TestDocument4 pagesMSA & Destructive Testanon_902607157100% (1)
- GM 1927 36 Group A ElementsDocument129 pagesGM 1927 36 Group A ElementsVanessa GurrolaNo ratings yet
- Core Tools Forms V5dDocument119 pagesCore Tools Forms V5dIng. Alberto AguilarNo ratings yet
- 8D ReportDocument20 pages8D ReportSuryanarayana Tata100% (1)
- VDA QA Activity StatusDocument13 pagesVDA QA Activity StatusdysonNo ratings yet
- Specific Gravity in Rubber CompoundingDocument1 pageSpecific Gravity in Rubber CompoundingBharat ChatrathNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training PresentationAmitava Datta67% (3)
- VOLVO APQP-PPAP Deployment Supplier Information 挋嫌挋Document10 pagesVOLVO APQP-PPAP Deployment Supplier Information 挋嫌挋張永松No ratings yet
- IATF 16949 Webinar Slides 3.7.17 Final PDFDocument47 pagesIATF 16949 Webinar Slides 3.7.17 Final PDFwanphen kawnawanichNo ratings yet
- APQP and PPAP Workbook OverviewDocument25 pagesAPQP and PPAP Workbook OverviewisolongNo ratings yet
- The Practitioners Guide: 2019 Aiag-Vda FmeasDocument10 pagesThe Practitioners Guide: 2019 Aiag-Vda Fmeaskrishnan100% (3)
- VDA Flyer - 6 5 Product AuditDocument2 pagesVDA Flyer - 6 5 Product AuditEdwin Osogo100% (1)
- SPC SpreadsheetDocument8 pagesSPC Spreadsheetikesh mNo ratings yet
- Product Audit Report SummaryDocument44 pagesProduct Audit Report SummaryEnis SirbegovicNo ratings yet
- FMEA & Control PlanDocument78 pagesFMEA & Control Plansanqutbi75% (8)
- MSIL Operator Observance HandbookDocument41 pagesMSIL Operator Observance HandbookMohit SinghNo ratings yet
- Control PlanDocument1 pageControl PlanAmit PatelNo ratings yet
- Core Tools (APQP, PPAP, FMEA, MSA, SPC and Problem Solving)Document6 pagesCore Tools (APQP, PPAP, FMEA, MSA, SPC and Problem Solving)Rob Willestone100% (1)
- 01 - MsaDocument80 pages01 - MsaMohit SinghNo ratings yet
- PFMEA AIAG VDA Heading Hints PDFDocument1 pagePFMEA AIAG VDA Heading Hints PDFRamdas PaithankarNo ratings yet
- GM 1927-48 PPSR Form - SPPS 8219 Update 3Document8 pagesGM 1927-48 PPSR Form - SPPS 8219 Update 3Luis CisnerosNo ratings yet
- IMS Quality Manual MSSL 2018 LatestDocument46 pagesIMS Quality Manual MSSL 2018 LatestManjeet RanaNo ratings yet
- The New Seven Q.C. Tools TrainingDocument69 pagesThe New Seven Q.C. Tools TrainingPrakash KadirvelNo ratings yet
- Major 7 WastesDocument1 pageMajor 7 WastesRaajha MunibathiranNo ratings yet
- DOE - PresentationDocument59 pagesDOE - PresentationRaajha MunibathiranNo ratings yet
- 7 QC ToolsDocument13 pages7 QC ToolsWagner SouzaNo ratings yet
- Check Sheet HistogramDocument7 pagesCheck Sheet HistogramKhizzar IshaqueNo ratings yet
- X Bar & R Bar SampleDocument2 pagesX Bar & R Bar SampleRaajha MunibathiranNo ratings yet
- CMS Core Elements for Chemical ComplianceDocument33 pagesCMS Core Elements for Chemical ComplianceRaajha MunibathiranNo ratings yet
- FMEADocument24 pagesFMEARaajha MunibathiranNo ratings yet
- SPC FormatDocument2 pagesSPC FormatRaajha MunibathiranNo ratings yet
- MSDS-PELLASTOL 94 S - EnglishDocument13 pagesMSDS-PELLASTOL 94 S - EnglishRaajha MunibathiranNo ratings yet
- PPAPDocument53 pagesPPAPRaajha MunibathiranNo ratings yet
- MSA ExampleDocument4 pagesMSA ExampleRaajha MunibathiranNo ratings yet
- Corrective & Preventive Action Report (Capa) : Compliant. NoDocument1 pageCorrective & Preventive Action Report (Capa) : Compliant. NoRaajha Munibathiran100% (1)
- CMS Manual EngDocument43 pagesCMS Manual EngRaajha MunibathiranNo ratings yet
- HWM Validity ExpiredDocument1 pageHWM Validity ExpiredRaajha MunibathiranNo ratings yet
- Safety Data Sheet for RETINGAN MLFDocument10 pagesSafety Data Sheet for RETINGAN MLFRaajha MunibathiranNo ratings yet
- CMS Core Elements for Chemical ComplianceDocument33 pagesCMS Core Elements for Chemical ComplianceRaajha MunibathiranNo ratings yet
- Display of Information Related To Air, Water and Hazardous Waste GenerationDocument1 pageDisplay of Information Related To Air, Water and Hazardous Waste GenerationRaajha MunibathiranNo ratings yet
- Incident Investigation ReportDocument2 pagesIncident Investigation ReportRaajha MunibathiranNo ratings yet
- Incident Invetigation ProcedureDocument7 pagesIncident Invetigation ProcedureRaajha MunibathiranNo ratings yet
- Incident Invetigation ProcedureDocument7 pagesIncident Invetigation ProcedureRaajha MunibathiranNo ratings yet
- Techniques For ISO 9000 ImplementationDocument43 pagesTechniques For ISO 9000 ImplementationmasmulyoNo ratings yet
- Incident Investigation ReportDocument2 pagesIncident Investigation ReportRaajha MunibathiranNo ratings yet
- Seven QC Tools For Process Quality ImprovementDocument119 pagesSeven QC Tools For Process Quality ImprovementRaajha MunibathiranNo ratings yet
- SWOT Analysis Covid-19 ImpactDocument2 pagesSWOT Analysis Covid-19 ImpactRaajha MunibathiranNo ratings yet
- Non Conformence, & Corrective Action FormatDocument1 pageNon Conformence, & Corrective Action FormatRaajha MunibathiranNo ratings yet
- 8D Problem SolvingDocument14 pages8D Problem SolvingHiệp Hài HướcNo ratings yet
- Seven QC Tools for Process Quality ImprovementDocument65 pagesSeven QC Tools for Process Quality ImprovementRaajha MunibathiranNo ratings yet
- DPMO Sigma Table: Process Yield by Defects per MillionDocument1 pageDPMO Sigma Table: Process Yield by Defects per MillionRaajha MunibathiranNo ratings yet
- Risk Management Plan TemplateDocument2 pagesRisk Management Plan TemplateDimitris PapadopoulosNo ratings yet
- Gsrtc. 2 - 1 - 24Document1 pageGsrtc. 2 - 1 - 24Mitanshu BhavsarNo ratings yet
- LINNINS Et Al v. HAECO AMERICAS, LLC Et Al: Complaint Filed On 5/17/2016Document27 pagesLINNINS Et Al v. HAECO AMERICAS, LLC Et Al: Complaint Filed On 5/17/2016Jeff PetersNo ratings yet
- Manual de Generadores de Gas SolarDocument49 pagesManual de Generadores de Gas SolarJuvenal Segundo Chavez Acosta100% (7)
- Solving for angular velocity and velocities using analytical and IC methodsDocument16 pagesSolving for angular velocity and velocities using analytical and IC methodsAmalinaNo ratings yet
- Applying Lean Techniques in The Infrastructure Project: Jubail Industrial City, Suadi ArabiaDocument20 pagesApplying Lean Techniques in The Infrastructure Project: Jubail Industrial City, Suadi ArabiaYogesh SharmaNo ratings yet
- Catalytic Application of NanomaterialsDocument23 pagesCatalytic Application of NanomaterialsViji VijithaNo ratings yet
- Section A-A: PLUNGER, LGA, 7X7, G3Document1 pageSection A-A: PLUNGER, LGA, 7X7, G3Ericson. TatlongmariaNo ratings yet
- Lecture PLCDocument30 pagesLecture PLCProsenjit Chatterjee100% (1)
- Nikhil ResumeDocument2 pagesNikhil ResumeJaikumar KrishnaNo ratings yet
- Marketing Syllabus PDFDocument12 pagesMarketing Syllabus PDFSarika RikameNo ratings yet
- Valencia v. Sandiganbayan DIGESTDocument2 pagesValencia v. Sandiganbayan DIGESTkathrynmaydevezaNo ratings yet
- Roh Scenario Wolomin-V4Document4 pagesRoh Scenario Wolomin-V4Dennis-marius ThiemeNo ratings yet
- Police Personnel Management and RecordsDocument26 pagesPolice Personnel Management and RecordsLowie Jay Mier OrilloNo ratings yet
- NO Global Distribution NetworkDocument74 pagesNO Global Distribution NetworkSTEPHANY garcia bonillaNo ratings yet
- PPT 06Document15 pagesPPT 06Diaz Hesron Deo SimorangkirNo ratings yet
- Infotech JS2 Eclass Computer VirusDocument2 pagesInfotech JS2 Eclass Computer VirusMaria ElizabethNo ratings yet
- Markov Model Predicts AttritionDocument16 pagesMarkov Model Predicts AttritionWojood AlkhanNo ratings yet
- Order in Respect of Application Filed by Munjal M Jaykrishna Family Trust Under Regulation 11 of Takeover Regulations, 2011 For Acquisition of Shares in AksharChem (India) LimitedDocument10 pagesOrder in Respect of Application Filed by Munjal M Jaykrishna Family Trust Under Regulation 11 of Takeover Regulations, 2011 For Acquisition of Shares in AksharChem (India) LimitedShyam SunderNo ratings yet
- Direct and Inverse ProportionDocument4 pagesDirect and Inverse Proportionjoannng76No ratings yet
- Lecture 4Document10 pagesLecture 4unknownuser14.1947No ratings yet
- EVIDENCE DIGESTS RULE 129 sEC. 4 TO Rule 130 Section 41Document48 pagesEVIDENCE DIGESTS RULE 129 sEC. 4 TO Rule 130 Section 41Pat RañolaNo ratings yet
- Reputed Builders in VadodaraDocument10 pagesReputed Builders in Vadodararomy mattewNo ratings yet
- Lexmark MX32x, MX42x, MX52x, MX62x Series Disassembly of WEEE Manual v1.0 Sept-2019Document26 pagesLexmark MX32x, MX42x, MX52x, MX62x Series Disassembly of WEEE Manual v1.0 Sept-2019Fabio AntonioNo ratings yet
- Nc790 - Introduction To Systems Development l2 Sup QP 2009Document10 pagesNc790 - Introduction To Systems Development l2 Sup QP 2009isaachari100% (1)
- Mesalazine: Mesalazine (INN, BAN), Also Known As Mesalamine (USAN) or 5-Aminosalicylic AcidDocument4 pagesMesalazine: Mesalazine (INN, BAN), Also Known As Mesalamine (USAN) or 5-Aminosalicylic AcidAnkan PalNo ratings yet
- Exam 2 Guidelines 2019Document6 pagesExam 2 Guidelines 2019Sri VeludandiNo ratings yet
- C.J LetterDocument2 pagesC.J LetterIan WainainaNo ratings yet
- Differential RAID: Rethinking RAID For SSD ReliabilityDocument5 pagesDifferential RAID: Rethinking RAID For SSD ReliabilityRabiul SikderNo ratings yet
- String & Math FunctionsDocument38 pagesString & Math FunctionsThanu shreeNo ratings yet