You might also like
- AWS A5.8-92 Specification For Filler Metals For BrazingDocument33 pagesAWS A5.8-92 Specification For Filler Metals For BrazingFRANCISCO TORRES100% (2)
- Machine Vibration in BlastholeDocument17 pagesMachine Vibration in Blastholesiva1192No ratings yet
- Pipes. Wall Thickness Calculation According ASME B31.3Document125 pagesPipes. Wall Thickness Calculation According ASME B31.3musaveerNo ratings yet
- Black Max Downhole Motors PDFDocument52 pagesBlack Max Downhole Motors PDFGeorge BoafoNo ratings yet
- (Materials Science and Technology) F. B. Pickering (Editor) - Constitution and Properties of Steels. 7-Wiley-VCH (1992)Document799 pages(Materials Science and Technology) F. B. Pickering (Editor) - Constitution and Properties of Steels. 7-Wiley-VCH (1992)sritej skNo ratings yet
- Mil R 83248CDocument20 pagesMil R 83248C이형주No ratings yet
- D6200-01 (2012) Standard Test Method For DeterminatioDocument6 pagesD6200-01 (2012) Standard Test Method For DeterminatioZainabNo ratings yet
- API 5L - 43rd and 44th Ed - Comparison r1Document68 pagesAPI 5L - 43rd and 44th Ed - Comparison r1gopidhan100% (1)
- Astm 434Document3 pagesAstm 434Fabián MartínezNo ratings yet
- MIL-H-6875H Heat Treatment of Steel, Process For (SS by SAE-AMS-H-6875)Document29 pagesMIL-H-6875H Heat Treatment of Steel, Process For (SS by SAE-AMS-H-6875)320338100% (6)
- Gagemaker-Thread-Measurement FERSTDocument22 pagesGagemaker-Thread-Measurement FERSTHERNANDO CASTILLONo ratings yet
- A343 PDFDocument15 pagesA343 PDFAleksei AvilaNo ratings yet
- D1560Document7 pagesD1560Aleksei AvilaNo ratings yet
- Anneaux Levage CATDocument13 pagesAnneaux Levage CATA100% (1)
- Gloveox-Manual-MB20-200 Labmaster TP700 V4.1 MBIDocument350 pagesGloveox-Manual-MB20-200 Labmaster TP700 V4.1 MBIRadu Cristian100% (1)
- Metallurgical Factors Influencing The Machinability of Inconel 718 - SchirraDocument12 pagesMetallurgical Factors Influencing The Machinability of Inconel 718 - SchirraAntonioNo ratings yet
- Troubleshooting RSC ConnectionThread ProblemsDocument3 pagesTroubleshooting RSC ConnectionThread ProblemsEDWIN M.PNo ratings yet
- Nippon Steal Guidelines G2593R8Document20 pagesNippon Steal Guidelines G2593R8Grady HopkinsNo ratings yet
- TMC - Metal 3D Printing HubDocument11 pagesTMC - Metal 3D Printing HubTHE METAL COMPANYNo ratings yet
- A1021Document4 pagesA1021Aleksei AvilaNo ratings yet
- DSC Disc Spring Design Guide UsDocument20 pagesDSC Disc Spring Design Guide UsAntónio AntãoNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Catalogue D&BDocument23 pagesCatalogue D&BSal TargarienNo ratings yet
- A623Document36 pagesA623Aleksei AvilaNo ratings yet
- 4.000in 0.330wall IU CYX105-120 XT39 (4.875 X 2.688 TJ) 12P 15BDocument3 pages4.000in 0.330wall IU CYX105-120 XT39 (4.875 X 2.688 TJ) 12P 15BjohangomezruizNo ratings yet
- Chanjot ReportDocument18 pagesChanjot ReportKumud BadoniNo ratings yet
- 40NiCrMo7 PDFDocument2 pages40NiCrMo7 PDFAmy GriffinNo ratings yet
- Autoclave DimensionsDocument1 pageAutoclave DimensionsAttila SolyomNo ratings yet
- Aisi 4140Document8 pagesAisi 4140ViruzTrisnaNo ratings yet
- A1018Document5 pagesA1018Aleksei AvilaNo ratings yet
- Customer Specification Shipment/Delivery No.: GL 5.65 SODocument1 pageCustomer Specification Shipment/Delivery No.: GL 5.65 SOshekarNo ratings yet
- GloveboxesDocument97 pagesGloveboxesAnna Olszewska100% (1)
- Tenaris BlueDock BrochureDocument19 pagesTenaris BlueDock BrochureSudish BhatNo ratings yet
- HVOF Hardfacing AlloyDocument12 pagesHVOF Hardfacing AlloyLincoln ChauNo ratings yet
- MaterialsDocument4 pagesMaterialsSilvio VarricchioNo ratings yet
- AISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredDocument6 pagesAISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredCristina NicheNo ratings yet
- Astm A1011-A1011mDocument6 pagesAstm A1011-A1011mRAMIL100% (1)
- 2007-Catálogo Burndy ConectoresDocument724 pages2007-Catálogo Burndy ConectoresAlexis ArayNo ratings yet
- WS412Document7 pagesWS412Martin OusephNo ratings yet
- WS410Document7 pagesWS410Martin OusephNo ratings yet
- Hans Greve - Aker WirthDocument19 pagesHans Greve - Aker WirthLuis BNo ratings yet
- NS-1-150. Impact TestingDocument2 pagesNS-1-150. Impact TestingWHWENNo ratings yet
- Purchasing Guide For Wellhead & Tree Equipment: Worldwide ExpertiseDocument24 pagesPurchasing Guide For Wellhead & Tree Equipment: Worldwide ExpertiseMahendran KuppusamyNo ratings yet
- WS-302 Ab 11302021Document7 pagesWS-302 Ab 11302021quality cncNo ratings yet
- Final Shed BOQ PDFDocument5 pagesFinal Shed BOQ PDFShubham Mittal0% (1)
- Laser Cladding Vs Other TechnologiesDocument17 pagesLaser Cladding Vs Other Technologiesvenkat200a100% (2)
- Sampling, Test Methods, Specifications, and Guide For Electrical Insulating Oils of Petroleum OriginDocument13 pagesSampling, Test Methods, Specifications, and Guide For Electrical Insulating Oils of Petroleum OriginAleksei AvilaNo ratings yet
- TERRATEC RBM BrochureDocument5 pagesTERRATEC RBM BrochureLouzimar Jose BorgesNo ratings yet
- NS-1-70. Hardness TestingDocument2 pagesNS-1-70. Hardness TestingWHWENNo ratings yet
- ANSYS Ncode ReviewDocument17 pagesANSYS Ncode ReviewTrường ĐàoNo ratings yet
- Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesDocument2 pagesSeamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubessolrac4371No ratings yet
- IADC Classification Nomenclature For PDC Drill BitsDocument3 pagesIADC Classification Nomenclature For PDC Drill BitsDon Braithwaite100% (1)
- Kombi-Tee BOP W/ LockDocument2 pagesKombi-Tee BOP W/ Lock2643108No ratings yet
- Testing Requirements of API 5CRA - Rev2Document2 pagesTesting Requirements of API 5CRA - Rev2ganis supriadiNo ratings yet
- JY7903 Series Oil-Resistant Sealing GreaseDocument2 pagesJY7903 Series Oil-Resistant Sealing GreaseilkerkozturkNo ratings yet
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- 10 37 00 1110 NS 1 A4 WatermarkedDocument7 pages10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Engineering Vol 72 1901-09-06Document43 pagesEngineering Vol 72 1901-09-06ian_newNo ratings yet
- Sapa Alloy 6005-6105Document2 pagesSapa Alloy 6005-6105Bob LoblawNo ratings yet
- Hot Working Guide: A Compendium of Processing MapsDocument10 pagesHot Working Guide: A Compendium of Processing MapsAnket DeshmukhNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- Sensitivity and Reliability of Commercial Drill-String Inspection ServicesDocument8 pagesSensitivity and Reliability of Commercial Drill-String Inspection ServicesFélix Gallo CruzNo ratings yet
- Thread DataDocument26 pagesThread Databalusandeep20100% (1)
- Rock Tools Rotary Drilling Brochure 2019Document28 pagesRock Tools Rotary Drilling Brochure 2019Noufou DarankoumNo ratings yet
- Camesa TechBulletin-022Document1 pageCamesa TechBulletin-022FauzanNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument6 pagesAmerican Fastener - ASTM, SAE, and ISO Grade MarkingsmameeranNo ratings yet
- Is 3618 1966 PDFDocument19 pagesIs 3618 1966 PDFLakhwant Singh KhalsaNo ratings yet
- Astm-A153 PDFDocument1 pageAstm-A153 PDFTarkeshwar MallNo ratings yet
- Brinell en Iso 6506 Vickers en Iso 6507 Rockwell en Iso 6508 Knoop en Iso 4545Document1 pageBrinell en Iso 6506 Vickers en Iso 6507 Rockwell en Iso 6508 Knoop en Iso 4545Son NguyenNo ratings yet
- Hard FacingDocument4 pagesHard FacingKassya SchunkNo ratings yet
- NAMMO Tungsten Carbide (M993) WednesdayInterTCEringeDocument21 pagesNAMMO Tungsten Carbide (M993) WednesdayInterTCEringefogdart0% (1)
- New Materials For Sour Gas Drill Pipe: 26 March/April 2002Document2 pagesNew Materials For Sour Gas Drill Pipe: 26 March/April 2002amigofirmNo ratings yet
- Criterios para Flanges API SPEC 6ADocument33 pagesCriterios para Flanges API SPEC 6AJacson FonsecaNo ratings yet
- Metal matrix composites: Processing and InterfacesFrom EverandMetal matrix composites: Processing and InterfacesR EverettNo ratings yet
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDocument6 pagesSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceAlphaEcc EngineeringTeamNo ratings yet
- 10 Ajuste 40 Ajuste 60 80 100 120 140 150 160 180 Y: y 10mm/s Recta 396.56 Exp 223.78Document2 pages10 Ajuste 40 Ajuste 60 80 100 120 140 150 160 180 Y: y 10mm/s Recta 396.56 Exp 223.78Aleksei AvilaNo ratings yet
- A304Document49 pagesA304Aleksei AvilaNo ratings yet
- A400Document8 pagesA400Aleksei AvilaNo ratings yet
- Astm A 519Document12 pagesAstm A 519ShojikuriakoseTNo ratings yet
- Structural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsDocument18 pagesStructural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsAleksei AvilaNo ratings yet
- Structural Steel For ShipsDocument6 pagesStructural Steel For ShipsMarcela Anco SotomayorNo ratings yet
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- A1012Document4 pagesA1012joescribd55No ratings yet
- Composition Bronze or Ounce Metal Castings: Standard Specification ForDocument3 pagesComposition Bronze or Ounce Metal Castings: Standard Specification ForAleksei AvilaNo ratings yet
- Mil B 20148DDocument12 pagesMil B 20148DAeres707No ratings yet
- 42 Crmo 4 (Germany / Din) : Material PropertiesDocument4 pages42 Crmo 4 (Germany / Din) : Material PropertiesmiladrahimianNo ratings yet
- Electrode For 2015-16Document12 pagesElectrode For 2015-16vp singhNo ratings yet
- Sludge Master SMA3-ADocument15 pagesSludge Master SMA3-AJustinNo ratings yet
- Tempalloy AA1Document6 pagesTempalloy AA1Ondrej PelešNo ratings yet
- PIA - Ciencia de Los MaterialesDocument9 pagesPIA - Ciencia de Los MaterialesLesly YañezNo ratings yet
- Jared Hazen: Work ExperienceDocument2 pagesJared Hazen: Work Experienceconfused597No ratings yet
- GVSS NS8 FNS8Document43 pagesGVSS NS8 FNS8Łukasz OlszewskiNo ratings yet
- Copper and It's AlloysDocument5 pagesCopper and It's AlloysReza MortazaviNo ratings yet
- MCX 31-Mar-12: Commodity Expiry LTP Price Quotation Lot Size (Qty)Document6 pagesMCX 31-Mar-12: Commodity Expiry LTP Price Quotation Lot Size (Qty)mukeshkpatidarNo ratings yet
- Blind Rivets Application ConsiderationsDocument3 pagesBlind Rivets Application ConsiderationsAnonymous Dp4DdscGSNo ratings yet
- Dibujo CadDocument4 pagesDibujo CadPaco123No ratings yet
- Steel 2Document11 pagesSteel 2Shawn BlueNo ratings yet
- What Is The Difference Between FerriticDocument4 pagesWhat Is The Difference Between FerriticScott TrainorNo ratings yet
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocument5 pagesThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNo ratings yet
- BFA Buyback Calculator: Type Item Price Quantity SubtotalDocument3 pagesBFA Buyback Calculator: Type Item Price Quantity SubtotalPinky DaisiesNo ratings yet
- What Is Shot Blasting?Document5 pagesWhat Is Shot Blasting?Bhavin DesaiNo ratings yet
- Metalworking Belt Brochure - Low ResDocument7 pagesMetalworking Belt Brochure - Low ResMarcelo GiacominNo ratings yet
- Azucar InvertidoDocument1 pageAzucar InvertidoRaul PerezNo ratings yet
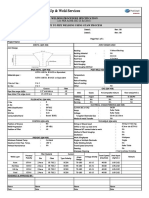
- Mathew Associates Hook Up & Weld Services: Welding Procedure SpecificationDocument1 pageMathew Associates Hook Up & Weld Services: Welding Procedure SpecificationHimanshu SinghNo ratings yet
- G12 - Weld DefectsDocument2 pagesG12 - Weld DefectsKram Anonuevo Yatigal100% (1)
- NMD Atm GoaDocument2 pagesNMD Atm GoasiddalinganagoudaNo ratings yet