You might also like
- Engineering Fracture Mechanics: T. Ghidini, C. Dalle DonneDocument15 pagesEngineering Fracture Mechanics: T. Ghidini, C. Dalle DonnemnoghabiNo ratings yet
- Engineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderDocument18 pagesEngineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderAndrea CalderaNo ratings yet
- Deterministic and Reliability-Based Optimization of A Belt-Conveyor BridgeDocument13 pagesDeterministic and Reliability-Based Optimization of A Belt-Conveyor BridgeKatherine JohnsonNo ratings yet
- Modeling, Analyzing and Safety Aspects of Torsion and Noise Effects On Round Mild Steel Shafts by Response Surface MethodologyDocument10 pagesModeling, Analyzing and Safety Aspects of Torsion and Noise Effects On Round Mild Steel Shafts by Response Surface MethodologymsejjournalNo ratings yet
- Fatigue Life Assessment of Bolted Connections: Aliou Badara Camara, Fabienne PennecDocument8 pagesFatigue Life Assessment of Bolted Connections: Aliou Badara Camara, Fabienne Pennecprraaddeej chatelNo ratings yet
- Ali 2015Document10 pagesAli 2015sai rajeshNo ratings yet
- ITA-Working Group Research - Guidelines For Design of Shield Tunnel LiningDocument49 pagesITA-Working Group Research - Guidelines For Design of Shield Tunnel LiningrasanavaneethanNo ratings yet
- Milovan Ov IDocument14 pagesMilovan Ov ISaturnus PlutoNo ratings yet
- Ultimate Strength of Tubular JointsDocument18 pagesUltimate Strength of Tubular JointsAnonymous VNu3ODGavNo ratings yet
- Simulation-Based Fatigue Life Prediction of Wind Turbine ComponentsDocument7 pagesSimulation-Based Fatigue Life Prediction of Wind Turbine ComponentsRajamani ThiruvengadamNo ratings yet
- Iijme 2014 10 20 10Document6 pagesIijme 2014 10 20 10International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Stress Analysis and Fatigue Life Prediction of Wing - Fuselage Lug Joint Attachment Bracket of A Transport AircraftDocument5 pagesStress Analysis and Fatigue Life Prediction of Wing - Fuselage Lug Joint Attachment Bracket of A Transport AircraftInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Reliability Analysis of Vertical Well Casing: Comparison of API 5C3 and ISO 10400Document9 pagesReliability Analysis of Vertical Well Casing: Comparison of API 5C3 and ISO 10400carlosNo ratings yet
- Author's Accepted Manuscript: Tribiology InternationalDocument45 pagesAuthor's Accepted Manuscript: Tribiology InternationalMatheus PortoNo ratings yet
- 13.articulo Failure and Repair Analysis of A Runway Beam Influence of The Standard Applied To Lifetime Prediction PDFDocument9 pages13.articulo Failure and Repair Analysis of A Runway Beam Influence of The Standard Applied To Lifetime Prediction PDFsebastianvmNo ratings yet
- Artigo RevisadoDocument7 pagesArtigo RevisadoLeonardoMadeira11No ratings yet
- Effect of Crack On Bending Process For S55c CarbonDocument17 pagesEffect of Crack On Bending Process For S55c CarbonGustavo BalderramasNo ratings yet
- Experimental and Numerical Study On SheaDocument14 pagesExperimental and Numerical Study On SheaArne BeningNo ratings yet
- Thesis On Fretting Fatigue in Railway AxlesDocument6 pagesThesis On Fretting Fatigue in Railway Axlespamelasmithlittlerock100% (2)
- Ijet16 08 06 198Document8 pagesIjet16 08 06 198Apm FoumilNo ratings yet
- Fem For Inclined Pressure VesselDocument5 pagesFem For Inclined Pressure VesselPrayas SubediNo ratings yet
- Failure Analysis of A Bridge Crane Shaft-Version Online FinalDocument8 pagesFailure Analysis of A Bridge Crane Shaft-Version Online FinaloazzambranoNo ratings yet
- Fatigue Failure Analysis of an Oil Well Slickline WireDocument14 pagesFatigue Failure Analysis of an Oil Well Slickline WireDavid FonsecaNo ratings yet
- Recommended Hot Spot Analysis Procedure For Structural Details of FPSOs and Ships Based On Round-Robin FE AnalysesDocument8 pagesRecommended Hot Spot Analysis Procedure For Structural Details of FPSOs and Ships Based On Round-Robin FE AnalysesgnjzyyNo ratings yet
- Acomparison of Jacket and Jack-Up Structural.2001Document15 pagesAcomparison of Jacket and Jack-Up Structural.2001mohamad shahrakNo ratings yet
- Nasa Doc For Stress ConcentrationDocument33 pagesNasa Doc For Stress ConcentrationTeresa PerryNo ratings yet
- Mec Fratura Roda Trem TemperaturaDocument32 pagesMec Fratura Roda Trem Temperaturasm_carvalhoNo ratings yet
- Experimental and Finite Element Studies of Thin Bonded and Hybrid Carbon Fibre Double Lap Joints Used in Aircraft StructuresDocument36 pagesExperimental and Finite Element Studies of Thin Bonded and Hybrid Carbon Fibre Double Lap Joints Used in Aircraft Structures呆猫DemooNo ratings yet
- TWI Knowledge Summary - Fitness For PurposeDocument5 pagesTWI Knowledge Summary - Fitness For Purposedhurusha100% (1)
- Ijert: Modeling and Stress Analysis of Aerospace Bracket Using ANSYS and Franc3DDocument11 pagesIjert: Modeling and Stress Analysis of Aerospace Bracket Using ANSYS and Franc3Dxaaabbb_550464353No ratings yet
- A Review of Some Damage Tolerance Design ApproachesDocument45 pagesA Review of Some Damage Tolerance Design ApproachesrmdecaNo ratings yet
- Understanding Crack Growth in Fuselage Lap Joints - Jones2008Document13 pagesUnderstanding Crack Growth in Fuselage Lap Joints - Jones2008Raniero FalzonNo ratings yet
- Behavior of Continuous Span Purlin SystemsDocument15 pagesBehavior of Continuous Span Purlin SystemshakimbouadiNo ratings yet
- Probabilistic Assessment of Fracture Mechanics of Low Pressure Turbine Disk KeywayDocument8 pagesProbabilistic Assessment of Fracture Mechanics of Low Pressure Turbine Disk KeywayManoj Paul JohnNo ratings yet
- Vehicle Crash Can FEA Model Simulation and Validation With Experiment Data NLENG.2014.0030.R1Document19 pagesVehicle Crash Can FEA Model Simulation and Validation With Experiment Data NLENG.2014.0030.R1rrmerlin_2No ratings yet
- Fatigue S-N CurveDocument16 pagesFatigue S-N CurveJunarto HMSGNo ratings yet
- Efficient Computation Method in Fatigue Life Estimation of Damaged Structural ComponentsDocument14 pagesEfficient Computation Method in Fatigue Life Estimation of Damaged Structural Componentskamal14No ratings yet
- A Suggested Stress Analysis Procedure For Nozzle To Head Shell Element Model - A Case StudyDocument7 pagesA Suggested Stress Analysis Procedure For Nozzle To Head Shell Element Model - A Case StudyLincs lincolnNo ratings yet
- Ultimate strength and failure of composite plates under low-velocity impactDocument23 pagesUltimate strength and failure of composite plates under low-velocity impactHossein RashediNo ratings yet
- Failure Analysis On A Conecting RodDocument8 pagesFailure Analysis On A Conecting RodLeonardoNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Riser TestDocument22 pagesRiser TestAbraham RojasNo ratings yet
- Shear Capacity of Slabs Without ReinfDocument32 pagesShear Capacity of Slabs Without ReinfRevathy RanjithNo ratings yet
- Hail ImpactDocument16 pagesHail Impactapi-3762972100% (1)
- ITA-AFTES - Guideline For The Design of Shield Tunnel Lining PDFDocument29 pagesITA-AFTES - Guideline For The Design of Shield Tunnel Lining PDFAnonymous PsEz5kGVaeNo ratings yet
- Finite Element Analysis of Skirt To Dished Junction in A Pressure VesselDocument4 pagesFinite Element Analysis of Skirt To Dished Junction in A Pressure VesselIJMERNo ratings yet
- Theoretical and Experimental Analysis of Flexural Strength in Plain Concrete FootingDocument7 pagesTheoretical and Experimental Analysis of Flexural Strength in Plain Concrete FootingAbdelmoez ElgarfNo ratings yet
- Fatigue Assessment For Selected Connections of Structural Steel Bridge Components Using The Finite Elements MethodDocument11 pagesFatigue Assessment For Selected Connections of Structural Steel Bridge Components Using The Finite Elements MethodAlireza Asgari MotlaghNo ratings yet
- Prediction of Fatigue Life by Crack Growth Analysis: Original ArticleDocument9 pagesPrediction of Fatigue Life by Crack Growth Analysis: Original ArticleAmine KhalfallahNo ratings yet
- Modelling The Dynamic Failure of Riveted Joints in PDFDocument15 pagesModelling The Dynamic Failure of Riveted Joints in PDFBanuNo ratings yet
- Vaneshwar Sahu Paper PDFDocument7 pagesVaneshwar Sahu Paper PDFDida KhalingNo ratings yet
- Bhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachDocument5 pagesBhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachGogyNo ratings yet
- Design of Compression Members Based On IS 800-2007 AND IS 800-1984-COMPARISONDocument5 pagesDesign of Compression Members Based On IS 800-2007 AND IS 800-1984-COMPARISONHeather CarterNo ratings yet
- Comparison of 2D Finite Element Modeling Assumptions With Results From 3D Analysis For Composite Skin-Stiffener DebondingDocument9 pagesComparison of 2D Finite Element Modeling Assumptions With Results From 3D Analysis For Composite Skin-Stiffener Debondingmailmuncher2000No ratings yet
- At 3419881993Document6 pagesAt 3419881993IJMERNo ratings yet
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- E2412 3213 PDFDocument24 pagesE2412 3213 PDFEsteban CorderoNo ratings yet
- Examining Electrical and Mechanical Equipment With Infrared ThermographyDocument3 pagesExamining Electrical and Mechanical Equipment With Infrared ThermographyEsteban CorderoNo ratings yet
- Reliability Engineering: Chapter OutlineDocument14 pagesReliability Engineering: Chapter OutlineTarandeepSinghNo ratings yet
- Wear Preventive Characteristics of Lubricating Grease (Four-Ball Method)Document4 pagesWear Preventive Characteristics of Lubricating Grease (Four-Ball Method)Esteban CorderoNo ratings yet
- Introduction To Tribology and Tribological ParametersDocument13 pagesIntroduction To Tribology and Tribological ParametersEsteban CorderoNo ratings yet
- Applied Soft Computing Journal: Jindong Qin, Yan Xi, Witold PedryczDocument14 pagesApplied Soft Computing Journal: Jindong Qin, Yan Xi, Witold PedryczEsteban CorderoNo ratings yet
- Reliability Engineering: Chapter OutlineDocument14 pagesReliability Engineering: Chapter OutlineTarandeepSinghNo ratings yet
- English NotesDocument35 pagesEnglish NotesEsteban CorderoNo ratings yet
- Effect of Static Electricity On Static Friction Force Between Plastic Film and Steel RollerDocument7 pagesEffect of Static Electricity On Static Friction Force Between Plastic Film and Steel RollerEsteban CorderoNo ratings yet
- JPlasticFilmSheeting 2013 RennertDocument23 pagesJPlasticFilmSheeting 2013 RennertEsteban CorderoNo ratings yet
- Predicting Traction in Web Handling: K. S. Ducotey J. K. GoodDocument7 pagesPredicting Traction in Web Handling: K. S. Ducotey J. K. GoodEsteban CorderoNo ratings yet
- Prediction Method For Winding Parameters in Label Converting Process With Data Mining ToolsDocument8 pagesPrediction Method For Winding Parameters in Label Converting Process With Data Mining ToolsEsteban CorderoNo ratings yet
- Datta Rakesh 01Document48 pagesDatta Rakesh 01Esteban CorderoNo ratings yet
- Learn Spanish Restaurant and Grammar TermsDocument2 pagesLearn Spanish Restaurant and Grammar TermsEsteban CorderoNo ratings yet
- Inf Clear Betw Plates CVTDocument16 pagesInf Clear Betw Plates CVTEsteban CorderoNo ratings yet
- NP-7502-Electric Motor Predictive and Preventive Maintenance GuideDocument118 pagesNP-7502-Electric Motor Predictive and Preventive Maintenance Guidedanish87375% (4)
- Integral Analysis of Conveyor Pulley Using ®nite Element MethodDocument30 pagesIntegral Analysis of Conveyor Pulley Using ®nite Element MethodEsteban CorderoNo ratings yet
- Esteban Cordero Delgado Cover Letter PDFDocument1 pageEsteban Cordero Delgado Cover Letter PDFEsteban CorderoNo ratings yet
- CV Esteban Cordero DelgadoDocument1 pageCV Esteban Cordero DelgadoEsteban CorderoNo ratings yet
- Inf Clear Betw Plates CVT PDFDocument16 pagesInf Clear Betw Plates CVT PDFEsteban CorderoNo ratings yet
- Esteban Cordero Delgado Cover Letter PDFDocument1 pageEsteban Cordero Delgado Cover Letter PDFEsteban CorderoNo ratings yet
- Health Care: 1 Introduction To The Packaging of Pharmaceuticals and ProductsDocument12 pagesHealth Care: 1 Introduction To The Packaging of Pharmaceuticals and ProductsEsteban CorderoNo ratings yet
- Cap 1 2019-10-27 08 - 57 - 04Document18 pagesCap 1 2019-10-27 08 - 57 - 04Esteban CorderoNo ratings yet
- Notas Datta Rakesh 01Document48 pagesNotas Datta Rakesh 01Esteban CorderoNo ratings yet
- Cap 1 2019-10-27 08 - 57 - 04Document18 pagesCap 1 2019-10-27 08 - 57 - 04Esteban CorderoNo ratings yet
- Polymer Degradation and Stability Examined After 15 Years of ServiceDocument6 pagesPolymer Degradation and Stability Examined After 15 Years of ServiceEsteban CorderoNo ratings yet
- Esteban Cordero Delgado Cover Letter PDFDocument1 pageEsteban Cordero Delgado Cover Letter PDFEsteban CorderoNo ratings yet
- 2 .1 Viscoelastic Behavior of PolymersDocument31 pages2 .1 Viscoelastic Behavior of PolymersEsteban CorderoNo ratings yet
- Design, Simulation and Analysis For Injection Moulding of Manual Juice MakerDocument93 pagesDesign, Simulation and Analysis For Injection Moulding of Manual Juice MakerEsteban CorderoNo ratings yet
- CE 370-Lecture-15 (Analysis of Unsymmetrical Beam Sections) (Read-Only) PDFDocument14 pagesCE 370-Lecture-15 (Analysis of Unsymmetrical Beam Sections) (Read-Only) PDFJamal RkhNo ratings yet
- Pavement Design ReportDocument11 pagesPavement Design ReportIrfanNo ratings yet
- Objectives On SFD and BMDDocument3 pagesObjectives On SFD and BMDUjjal Kalita 19355No ratings yet
- Elasticity Paper 1Document2 pagesElasticity Paper 1Shivam DuttaNo ratings yet
- Nominal Bending Strength of Compact Shapes: Egja S X S I C XDocument220 pagesNominal Bending Strength of Compact Shapes: Egja S X S I C Xmark avanzadoNo ratings yet
- Experiment No. 4 Hooke's LawDocument4 pagesExperiment No. 4 Hooke's LawMahmoud SamahinNo ratings yet
- Ce-327 Prelim ExamDocument4 pagesCe-327 Prelim ExamDirect XNo ratings yet
- Strength of Materials by S K Mondal TQ-1 PDFDocument431 pagesStrength of Materials by S K Mondal TQ-1 PDFAbhijit BiswasNo ratings yet
- Modeling Cracked Section Properties For Shear Wall and SlabDocument2 pagesModeling Cracked Section Properties For Shear Wall and SlabSeifeldin Ali MarzoukNo ratings yet
- MICHAEL FARDIS Seismic Isolation Principles and PracticeDocument69 pagesMICHAEL FARDIS Seismic Isolation Principles and PracticeozuygurNo ratings yet
- Technical-Paper-Effect-of-Shear-Deformations On Stiffness Matrix PDFDocument17 pagesTechnical-Paper-Effect-of-Shear-Deformations On Stiffness Matrix PDFkamalNo ratings yet
- Test Procedure Offer 019-14V 3015Document5 pagesTest Procedure Offer 019-14V 3015sohaibNo ratings yet
- Experiment 3 - Bend Test of Reinforcing Steel BarsDocument7 pagesExperiment 3 - Bend Test of Reinforcing Steel BarsJaya Mae Mañago0% (1)
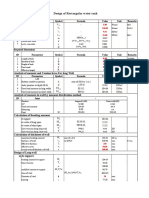
- Design of Rectangular Water Tank: SN Design Parameters Symbol Formula Value Unit RemarksDocument5 pagesDesign of Rectangular Water Tank: SN Design Parameters Symbol Formula Value Unit Remarkskiran_karki_8No ratings yet
- Maximum Spacing of PilesDocument10 pagesMaximum Spacing of Pileskaleswara_tellakulaNo ratings yet
- Hardened ConcreteDocument3 pagesHardened ConcreteEng Aidaruos Abdi MatanNo ratings yet
- Theories of Failure PDFDocument4 pagesTheories of Failure PDFRaushan KapoorNo ratings yet
- Rankine Theory: Rankine's Theory, Developed in 1857 by William John Macquorn RankineDocument3 pagesRankine Theory: Rankine's Theory, Developed in 1857 by William John Macquorn Rankinejunhe898100% (1)
- Lime-Stabilized Sand Columns Improve Soft Soil StrengthDocument10 pagesLime-Stabilized Sand Columns Improve Soft Soil Strengthvino2424100% (1)
- LUSAS Verification Manual Linear Static AnalysisDocument364 pagesLUSAS Verification Manual Linear Static Analysisellyot22No ratings yet
- DownloadDocument17 pagesDownloadmk779900mkNo ratings yet
- NUS Composite Beam IDocument20 pagesNUS Composite Beam IbsitlerNo ratings yet
- z.2. Sertifikat + Materi Seminar Internasional Usm 2022 (Lengkap)Document6 pagesz.2. Sertifikat + Materi Seminar Internasional Usm 2022 (Lengkap)Sutarno -No ratings yet
- Foundation Engineering Course MaterialDocument172 pagesFoundation Engineering Course Materialfaizan1988No ratings yet
- Set No. 1Document8 pagesSet No. 1Harish ChadalawadaNo ratings yet
- Stress Relaxation of Prestressing Steel - DIN EN 1992-1-1: Benchmark Example No. 23Document9 pagesStress Relaxation of Prestressing Steel - DIN EN 1992-1-1: Benchmark Example No. 23Batuhan DerNo ratings yet
- Prob SETDocument2 pagesProb SETFlorence AgsaludNo ratings yet
- Norma Astm d3080 Corte DirectoDocument9 pagesNorma Astm d3080 Corte DirectoBryan Andrés AnguloNo ratings yet
- LUSAS Concrete Material ModelDocument32 pagesLUSAS Concrete Material ModelAllan Orimba OdondiNo ratings yet
- APPENDIXDocument100 pagesAPPENDIXalyssa babylaiNo ratings yet