You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- What Is Cae?: Hawaiyu Geng: Manufacturing Engineering Handbook, CHP 9Document1 pageWhat Is Cae?: Hawaiyu Geng: Manufacturing Engineering Handbook, CHP 9Sufian HijazNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- (MFG Engg HDBK, CHP 9) : 9.1.1 What Is CAD?Document2 pages(MFG Engg HDBK, CHP 9) : 9.1.1 What Is CAD?Sufian HijazNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- What Is CamDocument3 pagesWhat Is CamSufian HijazNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Experimental Study of Mechanical and Electrical Properties of CarbonDocument8 pagesExperimental Study of Mechanical and Electrical Properties of CarbonSufian HijazNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Flexible Manufacturing Systems: CHP 26, PG 707-710Document4 pagesFlexible Manufacturing Systems: CHP 26, PG 707-710Sufian HijazNo ratings yet
- Symptoms of Jaundice in KidsDocument16 pagesSymptoms of Jaundice in KidsSufian HijazNo ratings yet
- Hepatitis A and RemediesDocument1 pageHepatitis A and RemediesSufian HijazNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Most Important Types of Pallet TestsDocument4 pagesMost Important Types of Pallet TestsSufian HijazNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Drop Test PDFDocument8 pagesDrop Test PDFSufian HijazNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Glutathione in Fruits and VegetablesDocument2 pagesGlutathione in Fruits and VegetablesSufian HijazNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Gel Coat Application GuideDocument14 pagesGel Coat Application GuideSufian HijazNo ratings yet
- Crystic Pigment - Gelcoat PowderDocument1 pageCrystic Pigment - Gelcoat PowderSufian HijazNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Question Paper Grade 5 6 PDFDocument14 pagesQuestion Paper Grade 5 6 PDFSufian HijazNo ratings yet
- 64 - Multi-Scale Hybrid Composites-Based CarbonDocument9 pages64 - Multi-Scale Hybrid Composites-Based CarbonSufian HijazNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Recent Developments in Multifunctional Coatings For Solar Panel Applications A Review PDFDocument28 pagesRecent Developments in Multifunctional Coatings For Solar Panel Applications A Review PDFkjjNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Anecdotal History of Styrene and PolystyreneDocument25 pagesAnecdotal History of Styrene and PolystyreneNicole Campos CastroNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Astm E716-94 PDFDocument5 pagesAstm E716-94 PDFRaúl100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Product Catalog 3Document71 pagesProduct Catalog 3Elmalki SihamNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 2012 Hkdse Chem Mock 1aDocument10 pages2012 Hkdse Chem Mock 1aSiming Huang (。。。。。。)No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Organic Chemistry 8th Edition Brown Test Bank DownloadDocument40 pagesOrganic Chemistry 8th Edition Brown Test Bank DownloadChelsea Mathur100% (23)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- III) GOC-Some Basic Principles & Techniques: 1. Priority Order F.G. Multiple Bond SubstituentDocument15 pagesIII) GOC-Some Basic Principles & Techniques: 1. Priority Order F.G. Multiple Bond SubstituentSHIVAMNo ratings yet
- Titalon 6800GF-HT: Charpy Impact Strength (Notched)Document1 pageTitalon 6800GF-HT: Charpy Impact Strength (Notched)katolokchokNo ratings yet
- COLLIGDocument3 pagesCOLLIGYokaris JTNo ratings yet
- Lecture Three Rate Equation For Fluid-Solid Catalytic ReactionsDocument7 pagesLecture Three Rate Equation For Fluid-Solid Catalytic ReactionsBasemNo ratings yet
- (K.L. Kapoor) Physical Chemistry VOL. 4 (B-Ok - Xyz)Document362 pages(K.L. Kapoor) Physical Chemistry VOL. 4 (B-Ok - Xyz)Surender Malik57% (7)
- Upsc Ies (Ese) Xam: Mechanical Engineering Detailed SolutionDocument37 pagesUpsc Ies (Ese) Xam: Mechanical Engineering Detailed Solutionomshree chineeNo ratings yet
- IMFA Real Life ApplicationsDocument2 pagesIMFA Real Life ApplicationsJoana Jean SuymanNo ratings yet
- Preparation and Use of Packed Capillary Columns in Chromatographic and Related TechniquesDocument8 pagesPreparation and Use of Packed Capillary Columns in Chromatographic and Related TechniquesBogdan NechitaNo ratings yet
- Maths Important Questions Sem-2Document2 pagesMaths Important Questions Sem-2Jagadeep MNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Reviewer For Chemical Engineering Licensure Examination 3 Edition Solutions ManualDocument56 pagesReviewer For Chemical Engineering Licensure Examination 3 Edition Solutions ManualSherry Anne Ynciong Panganiban100% (4)
- Reservoir Geochemistry IntroDocument47 pagesReservoir Geochemistry Introaravind grandhiNo ratings yet
- Cambridge International AS & A Level: BIOLOGY 9700/33Document16 pagesCambridge International AS & A Level: BIOLOGY 9700/33Sumaya TraoreNo ratings yet
- 13.3 Explosives DetonationDocument5 pages13.3 Explosives DetonationNazeeh Abdulrhman AlbokaryNo ratings yet
- Thickeners and EmulsifiersDocument31 pagesThickeners and EmulsifiersVanshika Srivastava 17IFT017No ratings yet
- EVE (Energy Very Endure) Primary Batteries 2018Document4 pagesEVE (Energy Very Endure) Primary Batteries 2018MedSparkNo ratings yet
- HPTLCDocument28 pagesHPTLCVshn VardhnNo ratings yet
- Ebook of Latex Technology Vol 1Document552 pagesEbook of Latex Technology Vol 1SHRIKANT PRABHAKAR ATHAVALE100% (2)
- Periodic Classification of Elements: Multiple Choice QuestionsDocument10 pagesPeriodic Classification of Elements: Multiple Choice QuestionsAryanNo ratings yet
- Prestress Concrete ไฟล์รวม PDFDocument430 pagesPrestress Concrete ไฟล์รวม PDFNA Sleeper0% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MSDS PAC PowderDocument5 pagesMSDS PAC PowderDwi LaksonoNo ratings yet
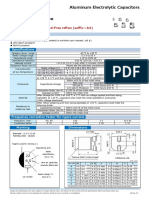
- Aluminum Electrolytic Capacitors Surface Mount Type: SeriesDocument12 pagesAluminum Electrolytic Capacitors Surface Mount Type: SeriesMahmoed Ahmed MohamedNo ratings yet
- Clinical Applications of Urinary Organic Acids. Part 1Document11 pagesClinical Applications of Urinary Organic Acids. Part 1farkad rawiNo ratings yet
- Science Fair ChemDocument19 pagesScience Fair Chemapi-506061997No ratings yet
- GREGORIOS Histopathologic TechniquesDocument696 pagesGREGORIOS Histopathologic TechniquesSeagal Ayeo100% (12)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)