You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- C902Document3 pagesC902Rufo CascoNo ratings yet
- Pump Standards ComparisonDocument4 pagesPump Standards ComparisonAnish Dani50% (2)
- Request For Quotation - PR300008068 - Coupling ShaftDocument2 pagesRequest For Quotation - PR300008068 - Coupling ShaftDodi SuhendraNo ratings yet
- SKF 29436 E SpecificationDocument4 pagesSKF 29436 E SpecificationDodi SuhendraNo ratings yet
- AISI 1020 Low Carbon/Low Tensile SteelDocument4 pagesAISI 1020 Low Carbon/Low Tensile Steeldofan thrimavithanaNo ratings yet
- Drawing For Oil ReflectorDocument1 pageDrawing For Oil ReflectorDodi SuhendraNo ratings yet
- AISI 1074 Carbon Steel (UNS G10740) : Topics CoveredDocument2 pagesAISI 1074 Carbon Steel (UNS G10740) : Topics CoveredAmrut Navratna Metal Corpn.No ratings yet
- SKF 6220 SpecificationDocument4 pagesSKF 6220 SpecificationSang SekNo ratings yet
- Interface Bus UnitDocument1 pageInterface Bus UnitDodi SuhendraNo ratings yet
- PDF 146240 72495Document18 pagesPDF 146240 72495Dodi SuhendraNo ratings yet
- 106J MAR 2020 Bearing-LP-FWP-ST58Document1 page106J MAR 2020 Bearing-LP-FWP-ST58Dodi SuhendraNo ratings yet
- Bronze: LG2 - Leaded GunmetalDocument3 pagesBronze: LG2 - Leaded GunmetalDodi SuhendraNo ratings yet
- SupplementaryDocument16 pagesSupplementaryDodi SuhendraNo ratings yet
- VT Inspect With BorescopeDocument54 pagesVT Inspect With BorescopeDodi SuhendraNo ratings yet
- SDS AltecoDocument6 pagesSDS AltecoDodi SuhendraNo ratings yet
- 005 Stainless SteelDocument32 pages005 Stainless SteelDodi SuhendraNo ratings yet
- Tds 0000249Document2 pagesTds 0000249Dodi SuhendraNo ratings yet
- ID Fan Low Flow Problem and Repeated Shaft Failures of Semi-Lean PumpDocument10 pagesID Fan Low Flow Problem and Repeated Shaft Failures of Semi-Lean PumpDodi SuhendraNo ratings yet
- TBSI19058 MsdsDocument7 pagesTBSI19058 MsdsDodi SuhendraNo ratings yet
- BFPDocument10 pagesBFPRezky AwanNo ratings yet
- Tbsi19058 SdsDocument8 pagesTbsi19058 SdsDodi SuhendraNo ratings yet
- Multistage Pump PDFDocument8 pagesMultistage Pump PDFmartin.ruben100% (2)
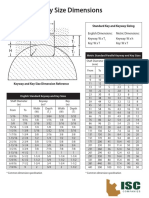
- Keyway and Key Size DimensionsDocument1 pageKeyway and Key Size DimensionsShashank Saxena100% (1)
- 2018 Imeche Development of Lead Free CorrosionDocument14 pages2018 Imeche Development of Lead Free CorrosionDodi SuhendraNo ratings yet
- Kurva S Proyek GedungDocument1 pageKurva S Proyek GedungIsatoNo ratings yet
- Engineering ManualDocument57 pagesEngineering ManualCes Rico-CepriaNo ratings yet
- Equivalent Material 1Document2 pagesEquivalent Material 1Dodi SuhendraNo ratings yet
- Comparación B73.1 Vs ISO 5199Document2 pagesComparación B73.1 Vs ISO 5199AlvialvarezNo ratings yet
- DEPAC Mechanical Seals PDFDocument66 pagesDEPAC Mechanical Seals PDFfrancsanchezNo ratings yet
- Comparación B73.1 Vs ISO 5199Document2 pagesComparación B73.1 Vs ISO 5199AlvialvarezNo ratings yet
- FormsofEnergy 1Document15 pagesFormsofEnergy 1ThatGuyArmanNo ratings yet
- Halton Marine HVAC DampersDocument12 pagesHalton Marine HVAC DampersraminabkNo ratings yet
- Is-Code Books ListDocument51 pagesIs-Code Books ListMohan Kumar100% (3)
- Wood - Materials For Furniture PDFDocument5 pagesWood - Materials For Furniture PDFseba82820% (1)
- Energy Band DiagramDocument4 pagesEnergy Band DiagramKrishna aug13No ratings yet
- Dupont Vespel Scp-5000: Polyimide Isostatic ShapesDocument2 pagesDupont Vespel Scp-5000: Polyimide Isostatic ShapesnomeNo ratings yet
- TWG 5B DraftDocument87 pagesTWG 5B DraftMoe ThidarNo ratings yet
- Design and Analysis of Composite Drive ShaftDocument8 pagesDesign and Analysis of Composite Drive ShaftInternational Journal of Research in Engineering and TechnologyNo ratings yet
- TDS - Mastertop 20Document2 pagesTDS - Mastertop 20Venkata RaoNo ratings yet
- Galden PFPE Heat Transfer Fluids - EN 220543Document4 pagesGalden PFPE Heat Transfer Fluids - EN 220543AlexandreNo ratings yet
- Journal of Engineering No 1Document129 pagesJournal of Engineering No 1turbina91No ratings yet
- Effect of Volume Fraction and Fiber OrientationDocument11 pagesEffect of Volume Fraction and Fiber Orientationsarada25No ratings yet
- Price Bid Response Document: National Competitive Bidding (NCB)Document12 pagesPrice Bid Response Document: National Competitive Bidding (NCB)nitish JhaNo ratings yet
- Transmission Conductors SouthwireDocument5 pagesTransmission Conductors SouthwireGunji Venkata Srinivasa BabuNo ratings yet
- Hygard Plast - RebtradeDocument1 pageHygard Plast - RebtradeWrec SerranoNo ratings yet
- Ruukki Hot Rolled Steels Processing of Material Thermal Cutting and Flame StraighteningDocument6 pagesRuukki Hot Rolled Steels Processing of Material Thermal Cutting and Flame StraighteningtechspawNo ratings yet
- MAAG S Series Brochure English PDFDocument12 pagesMAAG S Series Brochure English PDFWilliam ValenciaNo ratings yet
- Performance Evaluation of The Floor Mounted Air-Conditioning UnitDocument14 pagesPerformance Evaluation of The Floor Mounted Air-Conditioning Unitroronoa zoroNo ratings yet
- Design of Gabion Retaining Structure As PDFDocument22 pagesDesign of Gabion Retaining Structure As PDFAHSANNo ratings yet
- Betcom Cataloge 2015 (2) .CompressedDocument158 pagesBetcom Cataloge 2015 (2) .CompressedMohamed HatemNo ratings yet
- Reclamation of Recycled Aggregate Base (RAB) Material: Standard Practice ForDocument5 pagesReclamation of Recycled Aggregate Base (RAB) Material: Standard Practice ForRed RedNo ratings yet
- Refrigerant Unit Lab ReportDocument19 pagesRefrigerant Unit Lab Reportakmal100% (2)
- HOBAS Guide 2016 PDFDocument76 pagesHOBAS Guide 2016 PDFMensur TukicNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityBhagirath sinh ZalaNo ratings yet
- Shaft Coupling With Hub ConnectionDocument5 pagesShaft Coupling With Hub ConnectionpokharnadrNo ratings yet
- Yccd Chillers 46 152 KWDocument26 pagesYccd Chillers 46 152 KWPaul PaulistaNo ratings yet
- Design of Cold-Formed Purlins: Section AdequateDocument1 pageDesign of Cold-Formed Purlins: Section AdequateAndro RebuyasNo ratings yet
- Rfi Master SummaryDocument85 pagesRfi Master SummaryMohd.irfan0% (1)
- Composite Materials Project: Tomescu Ioana-Claudia Fils Iii Amanat, Group 1Document9 pagesComposite Materials Project: Tomescu Ioana-Claudia Fils Iii Amanat, Group 1Ioana TomescuNo ratings yet