You might also like
- Digital TwinDocument15 pagesDigital Twinmoaziz.eseNo ratings yet
- Atde 16 Atde210086Document10 pagesAtde 16 Atde210086Josip StjepandicNo ratings yet
- Cad Review DM 1Document9 pagesCad Review DM 1Gaurav BishtNo ratings yet
- A30-Article 1687707235Document11 pagesA30-Article 1687707235Safiye SencerNo ratings yet
- Atde 16 Atde210116Document10 pagesAtde 16 Atde210116Josip StjepandicNo ratings yet
- Week12 02411940000179 D Muhammad Ardhan AnshariDocument4 pagesWeek12 02411940000179 D Muhammad Ardhan AnsharianshariNo ratings yet
- CIM Lecture Notes 12Document13 pagesCIM Lecture Notes 12Babatunde Victor JuniorNo ratings yet
- A27-Article 1686731246Document12 pagesA27-Article 1686731246Safiye SencerNo ratings yet
- DT 1Document8 pagesDT 1Mohamed Abdel-Aal MohamedNo ratings yet
- DaedDocument4 pagesDaedErmias DjcuzoNo ratings yet
- Digital Manufacturing For Aerospace IndustryDocument3 pagesDigital Manufacturing For Aerospace IndustryShashi ShekharNo ratings yet
- Virtual Manufacturing: Tools For Improving Design and ProductionDocument12 pagesVirtual Manufacturing: Tools For Improving Design and ProductionDestinifyd MydestinyNo ratings yet
- Simulation of The Use of The Material Handling EquDocument8 pagesSimulation of The Use of The Material Handling EqumaniNo ratings yet
- VM Seminar Report NewDocument22 pagesVM Seminar Report NewAkshay Deshpande100% (3)
- Sciencedirect: Digital Factory Approach For Flexible and Efficient Manufacturing Systems in The Aerospace IndustryDocument6 pagesSciencedirect: Digital Factory Approach For Flexible and Efficient Manufacturing Systems in The Aerospace IndustryitzgayaNo ratings yet
- Digital Twin Concept PaperDocument6 pagesDigital Twin Concept PaperNurazizul HishamNo ratings yet
- Digital Twin of An Intelligent Production Line With Adaptive Resource HandlingDocument7 pagesDigital Twin of An Intelligent Production Line With Adaptive Resource HandlingmaniNo ratings yet
- Case Study 3 - ManufacturingDocument4 pagesCase Study 3 - ManufacturingJsmn OsianNo ratings yet
- Technical SeminarDocument26 pagesTechnical SeminarAditya AdiNo ratings yet
- Manufacturing Plant LayoutOptimization Using SimulationDocument9 pagesManufacturing Plant LayoutOptimization Using SimulationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Digital Manufacturing in Smart Manufacturing Systems: Contribution, Barriers, and Future DirectionsDocument10 pagesDigital Manufacturing in Smart Manufacturing Systems: Contribution, Barriers, and Future DirectionsHaitham HaithamNo ratings yet
- Application of Discrete Event Simulation in Industrial SectorsDocument7 pagesApplication of Discrete Event Simulation in Industrial SectorsAhmad BuchoriNo ratings yet
- Framework For A Digital Twin in Manufacturing Scope and RequirementsDocument3 pagesFramework For A Digital Twin in Manufacturing Scope and RequirementsJoão Vitor100% (1)
- Building A Virtual Machine Tool in A Standard PLM Platform: ArticleDocument12 pagesBuilding A Virtual Machine Tool in A Standard PLM Platform: ArticleTrâm Anh NguyenNo ratings yet
- Virtual Manufacturing Concept For ShipbuildingDocument16 pagesVirtual Manufacturing Concept For ShipbuildingsimalaraviNo ratings yet
- Virtual ManufacturingDocument25 pagesVirtual ManufacturingArvind Balasubramani100% (2)
- DT Human-Robot Collaborative AssemblyDocument4 pagesDT Human-Robot Collaborative AssemblyROBOTLAB ChannelNo ratings yet
- Design and Simulation of Component-Based Manufacturing Machine SystemsDocument20 pagesDesign and Simulation of Component-Based Manufacturing Machine SystemsMosharraf HossainNo ratings yet
- Dynamic Modeling of Discrete Event Simulation: R. Ferro G. A. Cordeiro R. E. C. OrdoñezDocument5 pagesDynamic Modeling of Discrete Event Simulation: R. Ferro G. A. Cordeiro R. E. C. OrdoñezGabrielly CordeiroNo ratings yet
- Intelligent Machinery Product Service BLDocument16 pagesIntelligent Machinery Product Service BLRachana ParheNo ratings yet
- Intelligent Manufacturing System: Vaibhav D. Bhoj, Shubham S. Abhang, Gunvant S. BhangaleDocument6 pagesIntelligent Manufacturing System: Vaibhav D. Bhoj, Shubham S. Abhang, Gunvant S. BhangaleMandisi MoyoNo ratings yet
- 1 s2.0 S0924013604005618 MainDocument5 pages1 s2.0 S0924013604005618 MainKvs PhaniNo ratings yet
- Panos Faim2022Document9 pagesPanos Faim2022George VosniakosNo ratings yet
- Hybrid Approach For Predictive Maintenance Using Digital TwinDocument7 pagesHybrid Approach For Predictive Maintenance Using Digital TwinSheron SisodiyaNo ratings yet
- Hybrid Approach For Predictive Maintenance Using Digital TwinDocument7 pagesHybrid Approach For Predictive Maintenance Using Digital TwinSheron SisodiyaNo ratings yet
- Virtual Environments For Design and ManufacturingDocument11 pagesVirtual Environments For Design and ManufacturingtuongnvNo ratings yet
- art3A10.10072Fs12008 016 0312 9Document12 pagesart3A10.10072Fs12008 016 0312 9inakiNo ratings yet
- Cadcam Group 10 DT Assignment 1Document8 pagesCadcam Group 10 DT Assignment 1n0199389lNo ratings yet
- Research ArticleDocument6 pagesResearch ArticleAbhijna AdigaNo ratings yet
- Applications of Virtual Manufacturing in MaterialsDocument9 pagesApplications of Virtual Manufacturing in MaterialsHarsha neelaNo ratings yet
- Program - DELMIA - Operations Engineering - ArticulateDocument19 pagesProgram - DELMIA - Operations Engineering - ArticulateCaleb Quiros SeguraNo ratings yet
- Applications of Virtual Manufacturing in Materials ProcessingDocument8 pagesApplications of Virtual Manufacturing in Materials ProcessingEvelyn Iveren Kakwagh-IpilakyaaNo ratings yet
- Simulation and Re-Engineering of Truck Assembly Line: Second Asia International Conference On Modelling & SimulationDocument5 pagesSimulation and Re-Engineering of Truck Assembly Line: Second Asia International Conference On Modelling & SimulationEstewong ThuyNguyenNo ratings yet
- Cadcam - Group - 10 - Digital TwinDocument10 pagesCadcam - Group - 10 - Digital Twinn0199389lNo ratings yet
- Digital Twin-Based Designing of The Configuration, Motion, Control, and Optimization Model of A Flow-Type Smart Manufacturing SystemDocument13 pagesDigital Twin-Based Designing of The Configuration, Motion, Control, and Optimization Model of A Flow-Type Smart Manufacturing SystemAna Beatriz Teixeira100% (3)
- DT Product ManahementDocument16 pagesDT Product ManahementRaddan AgimularNo ratings yet
- 178 - Digital Twins-Based Smart Manufacturing System Design in Industry 4.0A ReviewDocument19 pages178 - Digital Twins-Based Smart Manufacturing System Design in Industry 4.0A ReviewMaprang SuparatNo ratings yet
- Robotics and Manufacturing ArticleDocument12 pagesRobotics and Manufacturing ArticleMoch SultanNo ratings yet
- Enabling Smart Manufacturing Through Maturity AssessmentDocument4 pagesEnabling Smart Manufacturing Through Maturity AssessmentFlávio FreitasNo ratings yet
- Simulation in Manufacturing Systems: ObjectivesDocument5 pagesSimulation in Manufacturing Systems: ObjectivesPrakash MNo ratings yet
- Production-in-the-Loop: D. Spath, J. LentesDocument4 pagesProduction-in-the-Loop: D. Spath, J. LentessebastianapoNo ratings yet
- Applications of Digital TwinDocument34 pagesApplications of Digital TwinParsaNo ratings yet
- Applied Sciences: Fficiency Analysis of Manufacturing Line WithDocument15 pagesApplied Sciences: Fficiency Analysis of Manufacturing Line WithBenjamin RaposoNo ratings yet
- Engineering & Construction Model Integration Enables Optimized ExecutionDocument5 pagesEngineering & Construction Model Integration Enables Optimized ExecutionGeli MontenegroNo ratings yet
- Paper #145Document15 pagesPaper #145DARIO CISNEROSNo ratings yet
- Representações Do Gêmeo Virtual No Chão de FábricaDocument9 pagesRepresentações Do Gêmeo Virtual No Chão de FábricaRicardo AlbuquerqueNo ratings yet
- Cognitive Analytics Platform With AI Solutions For Anomaly DetectionDocument17 pagesCognitive Analytics Platform With AI Solutions For Anomaly DetectionmontasheriNo ratings yet
- Virtual Manufacturing IntroductionDocument24 pagesVirtual Manufacturing IntroductionkshitijNo ratings yet
- DT - SEMINAR - REPORT FinalDocument31 pagesDT - SEMINAR - REPORT Finalatheena paulson100% (1)
- ACFrOgAIpkk5ljn - C62i7Ybg987HGGCbmyqpGjpgl7RD7fYUm0cl7rxeHyVeI PLo8KG7P6AFfY22rNpNbaFMrsKcw HBAXkM1Gq9OIjUdwwecB5RznNs706724cIsU PDFDocument19 pagesACFrOgAIpkk5ljn - C62i7Ybg987HGGCbmyqpGjpgl7RD7fYUm0cl7rxeHyVeI PLo8KG7P6AFfY22rNpNbaFMrsKcw HBAXkM1Gq9OIjUdwwecB5RznNs706724cIsU PDFRaj KumarNo ratings yet
- WiFi Controlled LED Using ESP8266 and ArduinoDocument2 pagesWiFi Controlled LED Using ESP8266 and ArduinoRaj KumarNo ratings yet
- Nano Cat 3 17G078 PDFDocument10 pagesNano Cat 3 17G078 PDFRaj KumarNo ratings yet
- Quiz 7 SolutionsDocument6 pagesQuiz 7 Solutionsyashar2500100% (2)
- Quiz 5 SolutionsDocument5 pagesQuiz 5 Solutionsyashar250067% (6)
- Quiz 6 Solutions PDFDocument3 pagesQuiz 6 Solutions PDFRaj KumarNo ratings yet
- Matrix Algebra For EngineersDocument187 pagesMatrix Algebra For EngineersRaj KumarNo ratings yet
- Bipolar TransistorDocument2 pagesBipolar TransistorRaj KumarNo ratings yet
- Quiz 4 SolutionsDocument4 pagesQuiz 4 Solutionsjcvoscrib89% (9)
- How to Calculate the Optimal Resistor for an LED CircuitDocument2 pagesHow to Calculate the Optimal Resistor for an LED CircuitRaj KumarNo ratings yet
- Logical expressions guide lighting controlDocument17 pagesLogical expressions guide lighting controlRaj KumarNo ratings yet
- 9zOweCovEemnrA4AsaAhFA - Generative and Probability Models in Image Processing and Computer VisionDocument4 pages9zOweCovEemnrA4AsaAhFA - Generative and Probability Models in Image Processing and Computer Visionthyrza leonidNo ratings yet
- Name of The Student: (Reg. No.:) - VI Sem B.E. (Mechanical Engineering)Document5 pagesName of The Student: (Reg. No.:) - VI Sem B.E. (Mechanical Engineering)Raj KumarNo ratings yet
- Voltage DividerDocument2 pagesVoltage DividerRaj KumarNo ratings yet
- Team3-Cost of Power ToolsDocument2 pagesTeam3-Cost of Power ToolsRaj KumarNo ratings yet
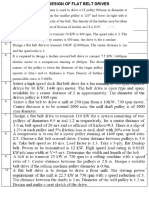
- Flat Belt DrivesDocument4 pagesFlat Belt DrivesRaj KumarNo ratings yet
- ACFrOgAIpkk5ljn - C62i7Ybg987HGGCbmyqpGjpgl7RD7fYUm0cl7rxeHyVeI PLo8KG7P6AFfY22rNpNbaFMrsKcw HBAXkM1Gq9OIjUdwwecB5RznNs706724cIsU PDFDocument19 pagesACFrOgAIpkk5ljn - C62i7Ybg987HGGCbmyqpGjpgl7RD7fYUm0cl7rxeHyVeI PLo8KG7P6AFfY22rNpNbaFMrsKcw HBAXkM1Gq9OIjUdwwecB5RznNs706724cIsU PDFRaj KumarNo ratings yet
- Assignment3 - Robot Programming - 8april2020Document1 pageAssignment3 - Robot Programming - 8april2020Raj KumarNo ratings yet
- Petroleum Research: Khalil Shahbazi, Amir Hossein Zarei, Alireza Shahbazi, Abbas Ayatizadeh TanhaDocument15 pagesPetroleum Research: Khalil Shahbazi, Amir Hossein Zarei, Alireza Shahbazi, Abbas Ayatizadeh TanhaLibya TripoliNo ratings yet
- 3.part I-Foundations of Ed (III)Document25 pages3.part I-Foundations of Ed (III)Perry Arcilla SerapioNo ratings yet
- Development Plan-Part IV, 2022-2023Document3 pagesDevelopment Plan-Part IV, 2022-2023Divina bentayao100% (5)
- Sponsor A Child With E-Tuition 2022Document19 pagesSponsor A Child With E-Tuition 2022nuur xiemaNo ratings yet
- Sivas Doon LecturesDocument284 pagesSivas Doon LectureskartikscribdNo ratings yet
- Registration Form Proficiency Testing Program: Name Designation Mob. / Tel. NoDocument4 pagesRegistration Form Proficiency Testing Program: Name Designation Mob. / Tel. NoOwais Manzoor MalikNo ratings yet
- How The Voice Works HandoutDocument7 pagesHow The Voice Works HandoutMatthew ColleyNo ratings yet
- MgstreamDocument2 pagesMgstreamSaiful ManalaoNo ratings yet
- Our Lady of Consolation Orchestra InstrumentsDocument2 pagesOur Lady of Consolation Orchestra InstrumentsCelestian Valensario PaderangaNo ratings yet
- Emerson Field Tools Quick Start GuideDocument48 pagesEmerson Field Tools Quick Start Guidepks_2410No ratings yet
- Teaching As Noble ProfessionDocument1 pageTeaching As Noble ProfessionJeric AcostaNo ratings yet
- OOD ch11Document31 pagesOOD ch11Pumapana GamingNo ratings yet
- Organization Structure in SAP Plant Maintenance: CommentsDocument3 pagesOrganization Structure in SAP Plant Maintenance: CommentsMarco Antônio Claret TeixeiraNo ratings yet
- PRAGMATISMDocument22 pagesPRAGMATISMChristian Jay A MoralesNo ratings yet
- Moldavian DressDocument16 pagesMoldavian DressAnastasia GavrilitaNo ratings yet
- Maximizing ROI Through RetentionDocument23 pagesMaximizing ROI Through RetentionSorted CentralNo ratings yet
- SoalDocument4 pagesSoalkurikulum man2wonosoboNo ratings yet
- Diagrama RSAG7.820.7977Document14 pagesDiagrama RSAG7.820.7977Manuel Medina100% (4)
- Terms of Engagement - TMCS - GoldDocument14 pagesTerms of Engagement - TMCS - GoldPriyank KulshreshthaNo ratings yet
- Masai School Code of Conduct - Prefinal 11.10.2019Document3 pagesMasai School Code of Conduct - Prefinal 11.10.2019xavigatorNo ratings yet
- NBCC Green ViewDocument12 pagesNBCC Green Views_baishyaNo ratings yet
- California State Bar Order of Discipline of Louis "Skip" Miller For Jury TamperingDocument33 pagesCalifornia State Bar Order of Discipline of Louis "Skip" Miller For Jury TamperingAlan RomeroNo ratings yet
- Unit 2 - LISDocument24 pagesUnit 2 - LISThục Anh NguyễnNo ratings yet
- Business Process AnalysisDocument64 pagesBusiness Process AnalysisPanko MaalindogNo ratings yet
- Density and Buoyancy Practice Test AnswersDocument9 pagesDensity and Buoyancy Practice Test AnswersYesha ShahNo ratings yet
- Villariba - Document Analysis - Jose RizalDocument2 pagesVillariba - Document Analysis - Jose RizalkrishaNo ratings yet
- You Write, It Types!: Quick Start GuideDocument21 pagesYou Write, It Types!: Quick Start Guidejean michelNo ratings yet
- Architecture Floor Plan Abbreviations AnDocument11 pagesArchitecture Floor Plan Abbreviations AnGraphitti Koncepts and DesignsNo ratings yet
- UNIT 2 Ielts Speaking Part 1 Questions Sample Answers IELTS FighterDocument15 pagesUNIT 2 Ielts Speaking Part 1 Questions Sample Answers IELTS FighterVi HoangNo ratings yet
- Spreadsheet and Presentation Skills SyllabusDocument4 pagesSpreadsheet and Presentation Skills SyllabusGbox CTCNo ratings yet
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- Designing Data-Intensive Applications: The Big Ideas Behind Reliable, Scalable, and Maintainable SystemsFrom EverandDesigning Data-Intensive Applications: The Big Ideas Behind Reliable, Scalable, and Maintainable SystemsRating: 5 out of 5 stars5/5 (6)
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (587)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (4)