You might also like
- CNC Cycle TimeDocument3 pagesCNC Cycle TimeMechtek LabNo ratings yet
- Engineering DetailDocument30 pagesEngineering DetailSatyaprakash PrakashNo ratings yet
- Tolerancias - Corolla Manual G Box C150 Rm827e21Document1 pageTolerancias - Corolla Manual G Box C150 Rm827e21Renzo GarciaNo ratings yet
- C56 SpecsDocument3 pagesC56 SpecsFelipe CINo ratings yet
- Engine Electrical Service Limits Chart Item Measurement Qualification Standard or New Service LimitDocument86 pagesEngine Electrical Service Limits Chart Item Measurement Qualification Standard or New Service LimitWSMengine WSMengine100% (1)
- Sgps Id01 CalcDocument48 pagesSgps Id01 Calcsaroat moongwattanaNo ratings yet
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- LT80K6 S1Document4 pagesLT80K6 S1Jor GENo ratings yet
- Cross Drive/PZ Drive of Pan Head 十字/米字糟盆頭Document24 pagesCross Drive/PZ Drive of Pan Head 十字/米字糟盆頭Deny PradanaNo ratings yet
- Torques Captiva 2.4Document7 pagesTorques Captiva 2.4rectificamos100% (2)
- Manual Transmission / Transaxle: Service DataDocument1 pageManual Transmission / Transaxle: Service DataClodoaldo BiassioNo ratings yet
- Manual Transmission / Transaxle: Service DataDocument3 pagesManual Transmission / Transaxle: Service DataMax K.No ratings yet
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocument4 pagesFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaNo ratings yet
- DPIS Condura - Prime AMB-Si3N4Document4 pagesDPIS Condura - Prime AMB-Si3N4masonNo ratings yet
- Electrolytically Galvanized Sheet: EMW Delivery Range Coils Slit Strip Cut-To-Size SheetDocument4 pagesElectrolytically Galvanized Sheet: EMW Delivery Range Coils Slit Strip Cut-To-Size SheetEvka AkováNo ratings yet
- Engine Mechanical Service DataDocument3 pagesEngine Mechanical Service DataJavier AguilarNo ratings yet
- Kubota v3600 SMDocument16 pagesKubota v3600 SMyeferson mora guerreroNo ratings yet
- Lathe and VMC Cycle Time CalculatorDocument3 pagesLathe and VMC Cycle Time Calculatorchandra shekarNo ratings yet
- Singly Reinforced Doubly Reinforced: U, Lim 2 U 2Document5 pagesSingly Reinforced Doubly Reinforced: U, Lim 2 U 2Kumar Prasanna HNNo ratings yet
- Service Data (1998.8 - )Document1 pageService Data (1998.8 - )Jurol MassambaNo ratings yet
- Series As1200 SDDocument4 pagesSeries As1200 SDSkay LopilNo ratings yet
- Service Data - GSX-R750L1Document11 pagesService Data - GSX-R750L1motofastNo ratings yet
- 34crnimo6: Steel GradeDocument6 pages34crnimo6: Steel GradeBiju KNo ratings yet
- Dimensionamento Roscas Stub-AcmeDocument13 pagesDimensionamento Roscas Stub-AcmeVítor CarvalhoNo ratings yet
- Nickel AlloysDocument2 pagesNickel AlloysmeNo ratings yet
- Ventilador Interno PowerFlex 753 Frame 4 e 5 Nidec Ta225DC M34313-16Document3 pagesVentilador Interno PowerFlex 753 Frame 4 e 5 Nidec Ta225DC M34313-16Rogerio Pereira de PaulaNo ratings yet
- HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Document4 pagesHPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Er Umesh RohitNo ratings yet
- Grade & SpcficDocument6 pagesGrade & SpcficANBUNo ratings yet
- Consumable For Dissimilar Welding (Low Alloy Steel/Carbon Steel To SS)Document3 pagesConsumable For Dissimilar Welding (Low Alloy Steel/Carbon Steel To SS)Trushar ParmarNo ratings yet
- Suzuki LT80Y '99 Service InformationDocument4 pagesSuzuki LT80Y '99 Service InformationNikolas KarrerNo ratings yet
- DatasheetDocument1 pageDatasheetStuxnetNo ratings yet
- Spring CatlagueDocument32 pagesSpring CatlagueDhinesh DftNo ratings yet
- Service 4Document2 pagesService 4Luis Oswaldo Roa PerezNo ratings yet
- Time Study of Gate Valve Body 24X150 1setupDocument4 pagesTime Study of Gate Valve Body 24X150 1setupdada kolekarNo ratings yet
- MetalfaesDocument2 pagesMetalfaesviyfNo ratings yet
- Reference Calculations ResultsDocument2 pagesReference Calculations ResultsKasun ShideshNo ratings yet
- Section RectangulaireDocument2 pagesSection RectangulaireDridi FyrasNo ratings yet
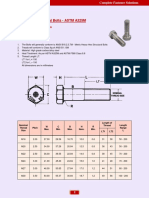
- Heavy Hex Structural Bolts - ASTM A325M: Metric Series - DimensionsDocument2 pagesHeavy Hex Structural Bolts - ASTM A325M: Metric Series - Dimensionskptl6185No ratings yet
- Heavy Hex Structural Bolts - ASTM A325M: Metric Series - DimensionsDocument2 pagesHeavy Hex Structural Bolts - ASTM A325M: Metric Series - DimensionsSuresh BabuNo ratings yet
- Astm A325 Grade 8.8 PDFDocument2 pagesAstm A325 Grade 8.8 PDFWisnu AjiNo ratings yet
- 2008 Honda CR-V: Engine AssemblyDocument7 pages2008 Honda CR-V: Engine Assemblyfrancisco Alba100% (1)
- Starting & Charging: Service DataDocument1 pageStarting & Charging: Service Dataعباس محمدNo ratings yet
- En Abra10Document2 pagesEn Abra10Filipe SantosNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4eduardomanar1224No ratings yet
- SDR0503 Series - SMD Power Inductors: Features ApplicationsDocument3 pagesSDR0503 Series - SMD Power Inductors: Features ApplicationsJoseph Abou El OulaNo ratings yet
- 2004 Arctic Cat 650 Service ManualDocument54 pages2004 Arctic Cat 650 Service ManualTindaro PelleritiNo ratings yet
- SM 2Document24 pagesSM 2WSMengine WSMengineNo ratings yet
- 2tr Fe Engine MechanicalDocument4 pages2tr Fe Engine MechanicalAtotronica ChavezNo ratings yet
- Idoc - Pub - 2tr Fe Engine Mechanical PDFDocument4 pagesIdoc - Pub - 2tr Fe Engine Mechanical PDFGunyalux GunlayanasithNo ratings yet
- Kia Rio 2009Document193 pagesKia Rio 2009Miguel Jorge Chavez ChavezNo ratings yet
- Electrical System: Service Data AlternatorDocument22 pagesElectrical System: Service Data Alternatoreko sunaryoNo ratings yet
- Cable Slickline SUPA 40Document1 pageCable Slickline SUPA 40Rafael EspinosaNo ratings yet
- Main Component For Two2Document3 pagesMain Component For Two2اسعد الماوريNo ratings yet
- 3rzfe Engine Mechanical SpecsDocument4 pages3rzfe Engine Mechanical SpecsCorey StrongNo ratings yet
- Motor Kubota Oc-Serie (Epa Tier 4)Document13 pagesMotor Kubota Oc-Serie (Epa Tier 4)Kevin Ricardo Mendoza AmadorNo ratings yet
- CatologueDocument6 pagesCatologueTânn DuyyNo ratings yet
- Engine t14 t16 Technical DataDocument7 pagesEngine t14 t16 Technical DataJefferson Humbereto Herrera AlfonsoNo ratings yet
- Service Data - TOYOTA A650E AUTOMATIC TRANS.Document5 pagesService Data - TOYOTA A650E AUTOMATIC TRANS.John BacsikNo ratings yet
- Chemical Composition and Mechanical Properties of Steel (Indian Standard)Document4 pagesChemical Composition and Mechanical Properties of Steel (Indian Standard)Jyotirmoy BarmanNo ratings yet
- Mechtek Laboratory: Document No. F/MKT/03 Page No. 2 of 2 Issue No. 01 Rev. No. 01 Issue Date 01-08-19 Rev. Date 02-02-20Document6 pagesMechtek Laboratory: Document No. F/MKT/03 Page No. 2 of 2 Issue No. 01 Rev. No. 01 Issue Date 01-08-19 Rev. Date 02-02-20Mechtek LabNo ratings yet
- Qa ItDocument277 pagesQa ItMechtek LabNo ratings yet
- Mechtek Laboratory: Raw Data Sheet For Vernier CaliperDocument1 pageMechtek Laboratory: Raw Data Sheet For Vernier CaliperMechtek LabNo ratings yet
- Net Weight (Brass) : Drawing Number 9000439 Round WeightDocument8 pagesNet Weight (Brass) : Drawing Number 9000439 Round WeightMechtek LabNo ratings yet
- Jakap Lace Pvt. LTD.: Material Test CertificateDocument1 pageJakap Lace Pvt. LTD.: Material Test CertificateMechtek LabNo ratings yet
- FF - 01 - Vernier CaliperDocument2 pagesFF - 01 - Vernier CaliperMechtek LabNo ratings yet
- More About Mechtek Calibration LaboratoryDocument2 pagesMore About Mechtek Calibration LaboratoryMechtek LabNo ratings yet
- Net Weight (Brass) : Drawing Number 9000439 Round WeightDocument5 pagesNet Weight (Brass) : Drawing Number 9000439 Round WeightMechtek LabNo ratings yet
- Machine RM Status Qty No - of Day Start End DateDocument5 pagesMachine RM Status Qty No - of Day Start End DateMechtek LabNo ratings yet
- Jakap Lace Pvt. LTD.: Material Test CertificateDocument1 pageJakap Lace Pvt. LTD.: Material Test CertificateMechtek LabNo ratings yet
- Laboratory Services: Test ReportDocument1 pageLaboratory Services: Test ReportMechtek LabNo ratings yet
- Mechtek Laboratory: Raw Data Sheet For Vernier CaliperDocument3 pagesMechtek Laboratory: Raw Data Sheet For Vernier CaliperMechtek LabNo ratings yet
- Jakap Lace Pvt. LTD.: Material Test CertificateDocument1 pageJakap Lace Pvt. LTD.: Material Test CertificateMechtek LabNo ratings yet
- Curriculum Vitae: Khushbu Karkar M.E. (Computer)Document2 pagesCurriculum Vitae: Khushbu Karkar M.E. (Computer)Mechtek LabNo ratings yet
- 150 - Rathod Manoj CVDocument2 pages150 - Rathod Manoj CVMechtek LabNo ratings yet
- Laboratory Services: Test ReportDocument1 pageLaboratory Services: Test ReportMechtek LabNo ratings yet
- Swiss: Quality PerformancesDocument8 pagesSwiss: Quality PerformancesMechtek LabNo ratings yet
- 147 - Jay ResumeDocument1 page147 - Jay ResumeMechtek LabNo ratings yet
- Paramount Pistons Production Monitoring Record: Machine EfficiencyDocument4 pagesParamount Pistons Production Monitoring Record: Machine EfficiencyMechtek LabNo ratings yet
- Laboratory Services: Test ReportDocument1 pageLaboratory Services: Test ReportMechtek LabNo ratings yet
- I Grade I: No.: Date - No. NoDocument1 pageI Grade I: No.: Date - No. NoMechtek LabNo ratings yet
- Laboratory Services: Test ReportDocument1 pageLaboratory Services: Test ReportMechtek LabNo ratings yet
- 120-10788 Isir RepDocument3 pages120-10788 Isir RepMechtek LabNo ratings yet
- Nominal Diameter Major Diameter (D, D) Pitch (P)Document30 pagesNominal Diameter Major Diameter (D, D) Pitch (P)Mechtek LabNo ratings yet
- 9SMNPB28K-14.00 Hex Tc.Document1 page9SMNPB28K-14.00 Hex Tc.Mechtek LabNo ratings yet
- 00904B-B00104 Isir RepDocument7 pages00904B-B00104 Isir RepMechtek LabNo ratings yet
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsFrom EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNo ratings yet
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)From EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)No ratings yet
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- Crochet Iconic Women: Amigurumi Patterns for 15 Women Who Changed the WorldFrom EverandCrochet Iconic Women: Amigurumi Patterns for 15 Women Who Changed the WorldRating: 4.5 out of 5 stars4.5/5 (30)
- Funny Amigurumi: 16 Creatures & Their Accessories to CrochetFrom EverandFunny Amigurumi: 16 Creatures & Their Accessories to CrochetRating: 5 out of 5 stars5/5 (1)
- 100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesFrom Everand100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesNo ratings yet
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersFrom EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersRating: 3.5 out of 5 stars3.5/5 (3)
- Treasure Bookmaking: Crafting Handmade Sustainable JournalsFrom EverandTreasure Bookmaking: Crafting Handmade Sustainable JournalsNo ratings yet
- Hello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsFrom EverandHello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsRating: 5 out of 5 stars5/5 (3)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsFrom EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsRating: 4.5 out of 5 stars4.5/5 (10)
- Change Your Clothes, Change Your Life: Because You're Worth ItFrom EverandChange Your Clothes, Change Your Life: Because You're Worth ItRating: 4 out of 5 stars4/5 (32)
- Little Happy Circus: 12 Amigurumi Crochet Toy Patterns for Your Favourite Circus PerformersFrom EverandLittle Happy Circus: 12 Amigurumi Crochet Toy Patterns for Your Favourite Circus PerformersRating: 5 out of 5 stars5/5 (3)
- Crochet in a Weekend: 29 Quick-to-Stitch Sweaters, Tops, Shawls & MoreFrom EverandCrochet in a Weekend: 29 Quick-to-Stitch Sweaters, Tops, Shawls & MoreRating: 4 out of 5 stars4/5 (6)
- Modern Crochet Style: 15 Colourful Crochet Patterns For You and Your HomeFrom EverandModern Crochet Style: 15 Colourful Crochet Patterns For You and Your HomeRating: 5 out of 5 stars5/5 (1)
- Textiles Transformed: Thread and thrift with reclaimed textilesFrom EverandTextiles Transformed: Thread and thrift with reclaimed textilesNo ratings yet
- How to Embroider Almost Everything: A Sourcebook of 500+ Modern Motifs & Easy Stitch TutorialsFrom EverandHow to Embroider Almost Everything: A Sourcebook of 500+ Modern Motifs & Easy Stitch TutorialsRating: 4.5 out of 5 stars4.5/5 (4)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- Art Journals & Creative Healing: Restoring the Spirit through Self-ExpressionFrom EverandArt Journals & Creative Healing: Restoring the Spirit through Self-ExpressionRating: 3 out of 5 stars3/5 (7)
- Edward's Menagerie: Dogs: 50 canine crochet patternsFrom EverandEdward's Menagerie: Dogs: 50 canine crochet patternsRating: 3 out of 5 stars3/5 (5)
- Crochet Ragdoll Friends: 36 New Dolls to MakeFrom EverandCrochet Ragdoll Friends: 36 New Dolls to MakeRating: 4.5 out of 5 stars4.5/5 (2)
- The Fellowship of the Knits: Lord of the Rings: The Unofficial Knitting BookFrom EverandThe Fellowship of the Knits: Lord of the Rings: The Unofficial Knitting BookRating: 4.5 out of 5 stars4.5/5 (2)
- Edward's Crochet Doll Emporium: Flip the mix-and-match patterns to make and dress your favourite peopleFrom EverandEdward's Crochet Doll Emporium: Flip the mix-and-match patterns to make and dress your favourite peopleRating: 5 out of 5 stars5/5 (1)