You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- CBLM SmawDocument77 pagesCBLM Smawpatrick mesa90% (10)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AWS C5.4-93 Recommended Practices For Stud WeldingDocument44 pagesAWS C5.4-93 Recommended Practices For Stud WeldingManuel Antonio Santos VargasNo ratings yet
- 1877 PDFDocument8 pages1877 PDFAhmed AlbayatiNo ratings yet
- Welding Procedure Specification (WPS)Document31 pagesWelding Procedure Specification (WPS)Cui Xiao90% (10)
- Resume - ViernesDocument6 pagesResume - ViernesIndustrial WeldersNo ratings yet
- Thermal Conductivity For Solid PDFDocument7 pagesThermal Conductivity For Solid PDFAhmed AlbayatiNo ratings yet
- POLYESTERDocument5 pagesPOLYESTERAhmed AlbayatiNo ratings yet
- Welding دادعا / دحاولا دبع دمحم رمع بلاطلا / ةيناثلا ةلحرملا / ماع عرف عرفلا داوملا ةسدنه مسقDocument18 pagesWelding دادعا / دحاولا دبع دمحم رمع بلاطلا / ةيناثلا ةلحرملا / ماع عرف عرفلا داوملا ةسدنه مسقAhmed AlbayatiNo ratings yet
- POLYESTERDocument5 pagesPOLYESTERAhmed AlbayatiNo ratings yet
- Copper and Its Alloys: IntroductionDocument5 pagesCopper and Its Alloys: IntroductionAhmed AlbayatiNo ratings yet
- Different Types of Welding and What They Are Used ForDocument3 pagesDifferent Types of Welding and What They Are Used ForpipelealNo ratings yet
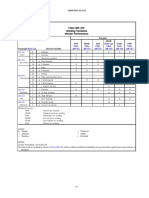
- Table - QW-416 Welding Variables For Welder Performance PDFDocument1 pageTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNo ratings yet
- A Welding Lectures 3-3Document2 pagesA Welding Lectures 3-3hayder1920No ratings yet
- Eccentric Welded ConnectionsDocument35 pagesEccentric Welded ConnectionsDavid Reyes0% (1)
- Liquid Penetrant Examination Report: Jasa Perbaikan Silincer & Dinding Dalam Gas Duct Mi GT 1.1 MUARA KARANG 2020Document4 pagesLiquid Penetrant Examination Report: Jasa Perbaikan Silincer & Dinding Dalam Gas Duct Mi GT 1.1 MUARA KARANG 2020Riesky FirdyanNo ratings yet
- Shielded Metal Arc Welding: What's The Difference Between GMAW, GTAW and Smaw?Document10 pagesShielded Metal Arc Welding: What's The Difference Between GMAW, GTAW and Smaw?Krizzie Jade CailingNo ratings yet
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocument96 pages3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNo ratings yet
- Welding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaDocument4 pagesWelding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaRohan VashishtaNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- Under Water WeldingDocument16 pagesUnder Water Weldingsyed nadheemNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan AhmedNo ratings yet
- Tungsten Inert Gaswelding: AND Submerged Arc WeldingDocument19 pagesTungsten Inert Gaswelding: AND Submerged Arc WeldingSamNo ratings yet
- VWX SeriesDocument16 pagesVWX SeriesFareeha A KNo ratings yet
- Asme Sec 9 Variables Easy GuideDocument12 pagesAsme Sec 9 Variables Easy GuideSaran KumarNo ratings yet
- Rite Temp 6020 Installation GuideDocument15 pagesRite Temp 6020 Installation GuidehimloggerNo ratings yet
- Technical Guide 50HzDocument36 pagesTechnical Guide 50HzYosephanderNo ratings yet
- Aws A 5.10Document38 pagesAws A 5.10বিপ্লব পালNo ratings yet
- WPQTDocument18 pagesWPQTMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Debre Markos University Institute of Technology: School of Mechanical & Industrial EngineeringDocument80 pagesDebre Markos University Institute of Technology: School of Mechanical & Industrial EngineeringEyasu demsewNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- Piping Electrode ConsumptionDocument6 pagesPiping Electrode ConsumptionStephen RajNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick VazquezNo ratings yet
- Abbrivation For Welding Terms - 2Document1 pageAbbrivation For Welding Terms - 2kapsarcNo ratings yet
- Design and Fabrication of A Dual Powered Baking OvenDocument9 pagesDesign and Fabrication of A Dual Powered Baking OvenRudi SitumorangNo ratings yet
- Wps Imco Is-101801-17 Saw Twin Arc - Aws d1.1 Rev 01Document14 pagesWps Imco Is-101801-17 Saw Twin Arc - Aws d1.1 Rev 01Mark AnthonyNo ratings yet