You might also like
- The Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsFrom EverandThe Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsNo ratings yet
- Failure Behaviour of Particulate-Reinforced Aluminium Alloy Composites Under Uniaxial TensionDocument10 pagesFailure Behaviour of Particulate-Reinforced Aluminium Alloy Composites Under Uniaxial Tensionamalendu_biswas_1No ratings yet
- High-Cycle Fatigue Properties at Cryogenic Temperatures in INCONEL 718 Nickel-Based SuperalloyDocument4 pagesHigh-Cycle Fatigue Properties at Cryogenic Temperatures in INCONEL 718 Nickel-Based SuperalloyB Bala Venkata GaneshNo ratings yet
- Fatigue Performance of Laser Beam Welded A36 SteelDocument3 pagesFatigue Performance of Laser Beam Welded A36 SteelDaniel VenturiNo ratings yet
- Static and Fatigue Strength of A Die Cast Aluminium Alloy Under Different Feeding ConditionsDocument5 pagesStatic and Fatigue Strength of A Die Cast Aluminium Alloy Under Different Feeding ConditionsrajeshNo ratings yet
- Molecular Dynamic Study For Ultrathin Ni Fe Alloy: 3 M. D. Starostenkov M. M. AishDocument7 pagesMolecular Dynamic Study For Ultrathin Ni Fe Alloy: 3 M. D. Starostenkov M. M. AishIbrahim HasanNo ratings yet
- Piezoelectric Properties of AlnDocument6 pagesPiezoelectric Properties of AlnErnest Ting-Ta YenNo ratings yet
- Models - Corr.stress CorrosionDocument34 pagesModels - Corr.stress Corrosionak020202020217No ratings yet
- Application of Electrochemical Impedance Spectroscopy For Monitoring Stress Corrosion CrackingDocument8 pagesApplication of Electrochemical Impedance Spectroscopy For Monitoring Stress Corrosion CrackingSunil KumarNo ratings yet
- Anales28 001Document7 pagesAnales28 001khantoNo ratings yet
- A Zinc Sheeting Such As A Shear Wall in A Mixed CFS Frame With Non-Structural MasonryDocument12 pagesA Zinc Sheeting Such As A Shear Wall in A Mixed CFS Frame With Non-Structural MasonryXavier NietoNo ratings yet
- "Small-Span Bending TestDocument7 pages"Small-Span Bending TestMinhazul Abedin RiadNo ratings yet
- NB StainlesssteelMMIDocument6 pagesNB StainlesssteelMMIRoberto BlinNo ratings yet
- An Electrochemical Study On Deformed Gal PDFDocument7 pagesAn Electrochemical Study On Deformed Gal PDFEllanNo ratings yet
- Fatigue Behaviour of Welded Joints Made of 6061-T651 Aluminium AlloyDocument23 pagesFatigue Behaviour of Welded Joints Made of 6061-T651 Aluminium AlloyJose Luis GalavizNo ratings yet
- Arabicpages PDFDocument85 pagesArabicpages PDFGonzalo CáceresNo ratings yet
- Measuring The Permeability of Stressed Steel by The Magnetomotive-Force - Vane Method With Magnetization Perpendicular To The SurfaceDocument12 pagesMeasuring The Permeability of Stressed Steel by The Magnetomotive-Force - Vane Method With Magnetization Perpendicular To The SurfaceLeandro AriasNo ratings yet
- Tang, ZS, Rao, NSVK, and Jodin Makinda-Full PaperDocument8 pagesTang, ZS, Rao, NSVK, and Jodin Makinda-Full PaperZisheng TangNo ratings yet
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDocument7 pagesEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisNo ratings yet
- Engineering Fracture Mechanics 69 (2002) 1025–1033Document9 pagesEngineering Fracture Mechanics 69 (2002) 1025–1033brar_harmanpreet01No ratings yet
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawNo ratings yet
- Development of Cyclic Slip Bands in Ufg Copper in Gigacycle FatigueDocument6 pagesDevelopment of Cyclic Slip Bands in Ufg Copper in Gigacycle FatiguemiguelramirezalvarezNo ratings yet
- Texture in Wire DrawingDocument5 pagesTexture in Wire DrawingPedro OliveiraNo ratings yet
- tmp5B32 TMPDocument2 pagestmp5B32 TMPFrontiersNo ratings yet
- Spot Welding PDFDocument6 pagesSpot Welding PDFjames.anitNo ratings yet
- Microstructure-Hardened Silver NanowiresDocument5 pagesMicrostructure-Hardened Silver NanowiresBhabani Sankar SwainNo ratings yet
- 221 Lab 1 - Tensile Testing of Metals (2017W)Document8 pages221 Lab 1 - Tensile Testing of Metals (2017W)Abdul HafieNo ratings yet
- Tranquoc1997 PDFDocument4 pagesTranquoc1997 PDFNirmal mehtaNo ratings yet
- Deep Drawing of AZ31 Alloy SheetsDocument37 pagesDeep Drawing of AZ31 Alloy Sheetsa c s reddyNo ratings yet
- Jse 2003Document45 pagesJse 2003^passwordNo ratings yet
- Explosive Welding of A6061/SUS821L1 Using Interlayers of Varying ThicknessesDocument16 pagesExplosive Welding of A6061/SUS821L1 Using Interlayers of Varying Thicknesseswilsy1978No ratings yet
- Jin Long 2013Document7 pagesJin Long 2013diode kcNo ratings yet
- Correlation Between Microstructure and Microhardness in A Friction Stir Welded 2024 Aluminium AlloyDocument5 pagesCorrelation Between Microstructure and Microhardness in A Friction Stir Welded 2024 Aluminium AlloyDeepthi NunnaNo ratings yet
- Amr 1013 242Document8 pagesAmr 1013 242Ibrahim HasanNo ratings yet
- Sheet PilesDocument3 pagesSheet Pilesashu_gbpec2005No ratings yet
- A Simple Method To Determine Ductile Fracture Strain in A Tensile Test of Plane Specimen'SDocument5 pagesA Simple Method To Determine Ductile Fracture Strain in A Tensile Test of Plane Specimen'SksNo ratings yet
- Ijaret: ©iaemeDocument5 pagesIjaret: ©iaemeIAEME PublicationNo ratings yet
- AWS Fatigue Strength Lee06 01Document5 pagesAWS Fatigue Strength Lee06 01Jorge Ayala BacaNo ratings yet
- Bacha 2006Document7 pagesBacha 2006KlockerNo ratings yet
- In-Plane Fatigue Strength of Plates With Laminar DiscontinuitiesDocument8 pagesIn-Plane Fatigue Strength of Plates With Laminar DiscontinuitiesalbertoxinaNo ratings yet
- Crack Path Morphology in Dual-Phase SteelDocument3 pagesCrack Path Morphology in Dual-Phase SteelEngels OchoaNo ratings yet
- Study On Nonlinear Static Analysis of R/C Frames Retrofitted With Steel Plate Shear WallDocument10 pagesStudy On Nonlinear Static Analysis of R/C Frames Retrofitted With Steel Plate Shear WallEva MarquezNo ratings yet
- Bruker-AN1001-Thin Film and Coating Testing Using UMT testers-RevA0Document10 pagesBruker-AN1001-Thin Film and Coating Testing Using UMT testers-RevA0MohsaidBouamreneNo ratings yet
- Effects of Microporosity On Tensile Properties of A356 Aluminum AlloyDocument6 pagesEffects of Microporosity On Tensile Properties of A356 Aluminum AlloyMohamed RamadanNo ratings yet
- Scaling Properties of CracksDocument26 pagesScaling Properties of CracksOmar Rodriguez del VillarrealNo ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ATuấn NanoNo ratings yet
- Role of Surface Finish in Contact BrazingDocument3 pagesRole of Surface Finish in Contact BrazingArathoNNo ratings yet
- Artigo 2Document6 pagesArtigo 2Edmilson LimaNo ratings yet
- 0142 1123 (93) 90299 6Document1 page0142 1123 (93) 90299 6Anıl AygenNo ratings yet
- Fracture Toughness in An Extruded ZK60 Magnesium Alloy: Hidetoshi Somekawa and Toshiji MukaiDocument4 pagesFracture Toughness in An Extruded ZK60 Magnesium Alloy: Hidetoshi Somekawa and Toshiji MukaiSwagat Kumar PaniNo ratings yet
- Relationship Between The Shear Lip Size and The Fracture ToughnessDocument6 pagesRelationship Between The Shear Lip Size and The Fracture ToughnessLuis LozadaNo ratings yet
- Non-Destructive Evaluation of Sandwich Plates by An Ultrasonic IR Thermographic MethodDocument8 pagesNon-Destructive Evaluation of Sandwich Plates by An Ultrasonic IR Thermographic MethodSameerKhanNo ratings yet
- Research Article: Very High Cycle Fatigue Crack Initiation Mechanism in Nugget Zone of AA 7075 Friction Stir Welded JointDocument11 pagesResearch Article: Very High Cycle Fatigue Crack Initiation Mechanism in Nugget Zone of AA 7075 Friction Stir Welded JointFrancesco MontagnoliNo ratings yet
- Fragmentation Study of Interfacial Shear Strength of Single Sic Fiber Reinforced Al After FatigueDocument8 pagesFragmentation Study of Interfacial Shear Strength of Single Sic Fiber Reinforced Al After FatigueSai SaiNo ratings yet
- Contribution Title: Abstract. A Magnetic Flux Leakage (MFL) Arrangement Sensor Based in An ElecDocument7 pagesContribution Title: Abstract. A Magnetic Flux Leakage (MFL) Arrangement Sensor Based in An ElecJuan GómezNo ratings yet
- A Simple Methodology To Visualize Crack Propagation For Ceramic MaterialsDocument4 pagesA Simple Methodology To Visualize Crack Propagation For Ceramic MaterialsJOSE FRANCISCO RAMIREZ RODRIGUEZNo ratings yet
- Improved Ductility and Toughness of Al-Cu Alloy Through Tortuous Dendritic Grain MorphologyDocument4 pagesImproved Ductility and Toughness of Al-Cu Alloy Through Tortuous Dendritic Grain MorphologyLilian Jefferson MalavaziNo ratings yet
- Ductile Fracture Locus of AC4CH-T6 Cast Aluminium Alloy: Computational Materials Science and Surface EngineeringDocument6 pagesDuctile Fracture Locus of AC4CH-T6 Cast Aluminium Alloy: Computational Materials Science and Surface EngineeringNguyễn Văn ThườngNo ratings yet
- Models - Corr.stress CorrosionDocument20 pagesModels - Corr.stress Corrosionrosendo rojas barraganNo ratings yet
- Corrosion Behavior of Friction-Stir-Welded AA7050-T7651: J.B. Lumsden, M.W. Mahoney, C.G. Rhodes, and G.A. PollockDocument8 pagesCorrosion Behavior of Friction-Stir-Welded AA7050-T7651: J.B. Lumsden, M.W. Mahoney, C.G. Rhodes, and G.A. PollockabhiNo ratings yet
- Studying Left Ventricular Reverse Remodeling by Aortic Debanding in Rodents材料Document2 pagesStudying Left Ventricular Reverse Remodeling by Aortic Debanding in Rodents材料bbeeNo ratings yet
- Operating Transverse Aortic Constriction With Absorbable Suture To Obtain Transient Myocardial HypertrophyDocument10 pagesOperating Transverse Aortic Constriction With Absorbable Suture To Obtain Transient Myocardial HypertrophybbeeNo ratings yet
- MOBILE-APPS Questionnaire - Developing and Validating A Scale To Measure The Attitudes and Perceptions of Undergraduate Students On Mobile Information LiteracyDocument10 pagesMOBILE-APPS Questionnaire - Developing and Validating A Scale To Measure The Attitudes and Perceptions of Undergraduate Students On Mobile Information LiteracybbeeNo ratings yet
- Design of an optimal controller for electric power steering systemsDocument5 pagesDesign of an optimal controller for electric power steering systemsbbeeNo ratings yet
- Final Exam - Supplement - 2021Document8 pagesFinal Exam - Supplement - 2021VY NGUYỄN NGÔ PHƯƠNGNo ratings yet
- Esa PDocument8 pagesEsa PbbeeNo ratings yet
- Fuzzy Metrics and Statistical Metric SpacesDocument9 pagesFuzzy Metrics and Statistical Metric SpacesbbeeNo ratings yet
- Hereditary Angioedema An Updated Experience With Patients With Angioedema in Puerto RicoDocument7 pagesHereditary Angioedema An Updated Experience With Patients With Angioedema in Puerto RicobbeeNo ratings yet
- The Involvement and Mechanism of Febuxostat in Non-Alcoholic Fatty Liver Disease CellsDocument8 pagesThe Involvement and Mechanism of Febuxostat in Non-Alcoholic Fatty Liver Disease CellsbbeeNo ratings yet
- A Method of Nodose Ganglia Injection in Sprague-Dawley RatDocument5 pagesA Method of Nodose Ganglia Injection in Sprague-Dawley RatbbeeNo ratings yet
- Main Tension Steel in High Strength Concrete Deep and Short BeamsDocument13 pagesMain Tension Steel in High Strength Concrete Deep and Short BeamsbbeeNo ratings yet
- Effect of Intravenous Fluid Treatment With A Balanced Solution Vs 0.9% Saline Solution On Mortality in Critically Ill PatientsDocument12 pagesEffect of Intravenous Fluid Treatment With A Balanced Solution Vs 0.9% Saline Solution On Mortality in Critically Ill PatientsbbeeNo ratings yet
- Journey Towards "Her" Identity Remedios VaroDocument9 pagesJourney Towards "Her" Identity Remedios VarobbeeNo ratings yet
- Endoscopic Submucosal Dissection Versus Endoscopic Mucosal Resection For Colorectal Tumors - A Systematic Review and Meta-AnalysisDocument6 pagesEndoscopic Submucosal Dissection Versus Endoscopic Mucosal Resection For Colorectal Tumors - A Systematic Review and Meta-AnalysisbbeeNo ratings yet
- Workload Assessment in Railway ControlDocument8 pagesWorkload Assessment in Railway ControlbbeeNo ratings yet
- Association of Non-High-Density Lipoprotein Cholesterol Measured in Adolescence, Young Adulthood, and Mid-Adulthood With Coronary Artery Calcification Measured in Mid-AdulthoodDocument8 pagesAssociation of Non-High-Density Lipoprotein Cholesterol Measured in Adolescence, Young Adulthood, and Mid-Adulthood With Coronary Artery Calcification Measured in Mid-AdulthoodbbeeNo ratings yet
- The Electrolysis of Some Organic Compounds With Alternating CurrentDocument12 pagesThe Electrolysis of Some Organic Compounds With Alternating CurrentbbeeNo ratings yet
- MDR-ABC Transporters - Biomarkers in Rheumatoid ArthritisDocument9 pagesMDR-ABC Transporters - Biomarkers in Rheumatoid ArthritisbbeeNo ratings yet
- Material Identification by Surface Reflection Analysis in Combination With Bundle Adjustment TechniqueDocument10 pagesMaterial Identification by Surface Reflection Analysis in Combination With Bundle Adjustment TechniquebbeeNo ratings yet
- The Mouse Isolated Perfused Kidney Technique材料Document2 pagesThe Mouse Isolated Perfused Kidney Technique材料bbeeNo ratings yet
- Anne Healy TestimonialDocument8 pagesAnne Healy TestimonialbbeeNo ratings yet
- Cv-Morten Christian MelaaenDocument19 pagesCv-Morten Christian MelaaenbbeeNo ratings yet
- The Worldwide Epidemic of Diabetic RetinopathyDocument4 pagesThe Worldwide Epidemic of Diabetic RetinopathybbeeNo ratings yet
- Sustainable Finance - A Conceptual OutlineDocument62 pagesSustainable Finance - A Conceptual OutlinebbeeNo ratings yet
- Endothelium in Aortic Aneurysm Disease New InsightsDocument8 pagesEndothelium in Aortic Aneurysm Disease New InsightsbbeeNo ratings yet
- The Case of Wine - Understanding Chinese Gift-Giving BehaviorDocument27 pagesThe Case of Wine - Understanding Chinese Gift-Giving BehaviorbbeeNo ratings yet
- Directing Observership - Learning Through Observation-In The Rehearsal Room With Tony Award-Winning Director Kathleen MarshallDocument7 pagesDirecting Observership - Learning Through Observation-In The Rehearsal Room With Tony Award-Winning Director Kathleen MarshallbbeeNo ratings yet
- Fiber-Matrix Interfacial Characteristics in A Fiber Reinforced Ceramic Matrix CompositeDocument4 pagesFiber-Matrix Interfacial Characteristics in A Fiber Reinforced Ceramic Matrix CompositebbeeNo ratings yet
- Algorithms of Nondifferentiable Optimization - Development and ApplicationDocument12 pagesAlgorithms of Nondifferentiable Optimization - Development and ApplicationbbeeNo ratings yet
- Thermal Degradation of Nicalon SiC FibersDocument13 pagesThermal Degradation of Nicalon SiC FibersbbeeNo ratings yet
- Piling in Yuen Long: A Unique ExperienceDocument3 pagesPiling in Yuen Long: A Unique ExperienceSomesh Siddharth100% (1)
- Mark Halverson PHD Data Scientist ResumeDocument1 pageMark Halverson PHD Data Scientist Resumeapi-269922428No ratings yet
- 3D Modelling For Mechanized Tunnelling in Soft Ground-Influence of The Constitutive ModelDocument13 pages3D Modelling For Mechanized Tunnelling in Soft Ground-Influence of The Constitutive ModelDidaBouchNo ratings yet
- Study BG 462 9 Beams On Elastic Foundation PDFDocument15 pagesStudy BG 462 9 Beams On Elastic Foundation PDFAJR365No ratings yet
- Openstax Physics Chapter 1 Lesson 5 3 Coordinate System of VectorsDocument16 pagesOpenstax Physics Chapter 1 Lesson 5 3 Coordinate System of VectorsWild RiftNo ratings yet
- The Endocrown - A Different Type of All-Ceramic Reconstruction For Molars - JcdaDocument10 pagesThe Endocrown - A Different Type of All-Ceramic Reconstruction For Molars - Jcdaabcder1234No ratings yet
- Eng3 Q4 M2 L1Document6 pagesEng3 Q4 M2 L1Jhon Kristoffer GabutNo ratings yet
- Lesson Notes Installing Alarm and Signal CircuitDocument6 pagesLesson Notes Installing Alarm and Signal CircuitHezron gibronNo ratings yet
- Normal DistributionDocument23 pagesNormal DistributionPriya bhattiNo ratings yet
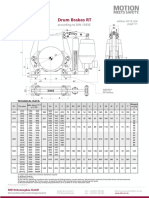
- Drum Brakes RT: According To DIN 15435Document1 pageDrum Brakes RT: According To DIN 15435LukaNo ratings yet
- Algebra Handout #8: 1 ProblemsDocument3 pagesAlgebra Handout #8: 1 ProblemsWalker KroubalkianNo ratings yet
- Plant SoilDocument19 pagesPlant SoilAngus VartyNo ratings yet
- Presentation: The Passive 1: Tenses and ModalsDocument2 pagesPresentation: The Passive 1: Tenses and ModalsNga LêNo ratings yet
- UntitledDocument7 pagesUntitledKushank GuptaNo ratings yet
- 2201JB - Comparison 2:48PM 140FDocument5 pages2201JB - Comparison 2:48PM 140FBeantickNo ratings yet
- Kunal Roy, Supratik Kar, Rudra Narayan Das - A Primer On QSAR - QSPR Modeling. Fundamental Concepts-Springer (2015)Document125 pagesKunal Roy, Supratik Kar, Rudra Narayan Das - A Primer On QSAR - QSPR Modeling. Fundamental Concepts-Springer (2015)Jayanta L CNo ratings yet
- Unit VDocument460 pagesUnit VNisarga JNo ratings yet
- Take Home WorksheetDocument3 pagesTake Home WorksheetXu ShennaNo ratings yet
- COSMIC CONSCIOUSNESS OF HUMANITY - PROBLEMS OF NEW COSMOGONY (V.P.Kaznacheev,. Л. V. Trofimov.)Document212 pagesCOSMIC CONSCIOUSNESS OF HUMANITY - PROBLEMS OF NEW COSMOGONY (V.P.Kaznacheev,. Л. V. Trofimov.)Boris Petrovic95% (187)
- Complec Vector Spaces - LarsonDocument42 pagesComplec Vector Spaces - LarsonAgung ManaluNo ratings yet
- PV Modelling CourseworkDocument14 pagesPV Modelling Courseworkoopeoluwa_1No ratings yet
- L15 Relieving PlatformDocument17 pagesL15 Relieving PlatformMohammed Al KhatibNo ratings yet
- IIR Educational Course Refrigeration Fundamentals: Prof. A. Pilatte Faculté Polytechnique de Mons - BelgiumDocument197 pagesIIR Educational Course Refrigeration Fundamentals: Prof. A. Pilatte Faculté Polytechnique de Mons - BelgiumnasierrasNo ratings yet
- DiodeDocument32 pagesDiodejit_72No ratings yet
- Stengers 'Shibbolet ForewordDocument12 pagesStengers 'Shibbolet ForewordAndreas LeyererNo ratings yet
- Quantum mechanical model explains atomic orbitalsDocument15 pagesQuantum mechanical model explains atomic orbitalsNatalia SadekNo ratings yet
- Unacademy Plus Trigonometry FormulaDocument4 pagesUnacademy Plus Trigonometry FormulabilalNo ratings yet
- Phy Project-1-1 PDFDocument14 pagesPhy Project-1-1 PDFJoker 1N100% (1)
- Wika Pressure TransmiterDocument4 pagesWika Pressure TransmitercuongNo ratings yet
- Mechanical Engineering Dynamics ProblemsDocument6 pagesMechanical Engineering Dynamics Problemsizel valerianoNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Transportation Engineering: Theory, Practice, and ModelingFrom EverandTransportation Engineering: Theory, Practice, and ModelingNo ratings yet
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Introducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureFrom EverandIntroducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureRating: 4.5 out of 5 stars4.5/5 (11)
- Water 4.0: The Past, Present, and Future of the World's Most Vital ResourceFrom EverandWater 4.0: The Past, Present, and Future of the World's Most Vital ResourceRating: 3.5 out of 5 stars3.5/5 (9)
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet