You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Method For Mechanical Properties EvaluationDocument5 pagesMethod For Mechanical Properties Evaluationmahmoud_allam3No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 1english Reg Final Nov 2010 PDFDocument367 pages1english Reg Final Nov 2010 PDFmahmoud_allam3No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Passivating Gel For Stainless SteelDocument2 pagesPassivating Gel For Stainless Steelmahmoud_allam3No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Study of Ductile-Brittle Transition Temperature of 9Cr-1Mo SteelsDocument2 pagesStudy of Ductile-Brittle Transition Temperature of 9Cr-1Mo Steelsmahmoud_allam3No ratings yet
- Steam Generators 2Document33 pagesSteam Generators 2gbharathreddysNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Furnaces and RefractoriesDocument36 pagesFurnaces and Refractoriesengkassem100% (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
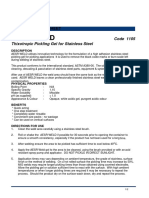
- PICKLING Gel FOR STAILESS STEEL PdsDocument2 pagesPICKLING Gel FOR STAILESS STEEL Pdsmahmoud_allam3No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- ASME New Code Case LetterDocument1 pageASME New Code Case Lettermahmoud_allam3No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Engineering, Steel Fabrication and Process Equipment ManufacturerDocument4 pagesEngineering, Steel Fabrication and Process Equipment Manufacturermahmoud_allam3No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Request For Code CaseDocument2 pagesRequest For Code Casemahmoud_allam3No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Code Case 2891 U-2 CerDocument1 pageCode Case 2891 U-2 Cermahmoud_allam3No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Nitrogen Purging For Stainless SteelDocument4 pagesNitrogen Purging For Stainless Steelmahmoud_allam3No ratings yet
- Projects Follow UpDocument1 pageProjects Follow Upmahmoud_allam3No ratings yet
- Presentation For WeldingDocument31 pagesPresentation For Weldingmahmoud_allam3No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Code Case 2891 U-2 CerDocument1 pageCode Case 2891 U-2 Cermahmoud_allam3No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 16-2819 Welders InterpretationDocument1 page16-2819 Welders Interpretationmahmoud_allam3No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Heat Treatment of 9 CRDocument12 pagesHeat Treatment of 9 CRmahmoud_allam3No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Assessment of Welding ConsumablesDocument17 pagesAssessment of Welding Consumablesmahmoud_allam3No ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Journal Modified 9% CR Steels For AdvancedDocument6 pagesJournal Modified 9% CR Steels For Advancedmahmoud_allam3No ratings yet
- 10 1 1 161 3015Document7 pages10 1 1 161 3015rinshadNo ratings yet
- Welding of P91Document10 pagesWelding of P91mahmoud_allam3No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Aluminim WPSDocument5 pagesAluminim WPSmahmoud_allam3No ratings yet
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- Aluminim WPSDocument5 pagesAluminim WPSmahmoud_allam3No ratings yet
- Welding CrMo Steels for Power and Petrochemical ApplicationsDocument11 pagesWelding CrMo Steels for Power and Petrochemical Applicationsmahmoud_allam3100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- DLP 6 LO2 Safe Disposal of Tools and MaterialsDocument13 pagesDLP 6 LO2 Safe Disposal of Tools and MaterialsReybeth Tahud Hamili - Matus100% (2)
- Public Authority CasesDocument11 pagesPublic Authority CasesAbhinav GoelNo ratings yet
- Sta. Rosa, Lapu-Lapu City, Cebu PhilippinesDocument8 pagesSta. Rosa, Lapu-Lapu City, Cebu PhilippinesMet XiiNo ratings yet
- TOS - MathDocument4 pagesTOS - MathGeorge Ezar N. QuiriadoNo ratings yet
- Lesson 4 - Nature of The Speech Communication ProcessDocument4 pagesLesson 4 - Nature of The Speech Communication ProcessDon Miguel SpokesNo ratings yet
- Call Log ReportDocument44 pagesCall Log ReportHun JhayNo ratings yet
- The University, Bhopal: National Law InstituteDocument19 pagesThe University, Bhopal: National Law InstituteOk OkNo ratings yet
- Ett 531 Motion Visual AnalysisDocument4 pagesEtt 531 Motion Visual Analysisapi-266466498No ratings yet
- Regular expressions chapter 3 key conceptsDocument3 pagesRegular expressions chapter 3 key conceptsNabeel Ahmed0% (1)
- Lanco Solar EPC leaderDocument19 pagesLanco Solar EPC leaderShabir TrambooNo ratings yet
- Review of Guyana's Social Education ProgramDocument6 pagesReview of Guyana's Social Education ProgramTineka Jagan CharlesNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Develop, Implement and Maintain WHS Management System Task 2Document4 pagesDevelop, Implement and Maintain WHS Management System Task 2Harry Poon100% (1)
- Daily DAWN News Vocabulary With Urdu Meaning (05 April 2020) PDFDocument6 pagesDaily DAWN News Vocabulary With Urdu Meaning (05 April 2020) PDFAEO Begowala100% (2)
- OverviewDocument34 pagesOverviewManisha NairNo ratings yet
- The Effect of Electronic Word of Mouth On Sales A Meta-Analytic Review of Platform Product and Metric FactorsDocument52 pagesThe Effect of Electronic Word of Mouth On Sales A Meta-Analytic Review of Platform Product and Metric FactorsHoda El HALABINo ratings yet
- 07 FSM PDFDocument25 pages07 FSM PDFnew2trackNo ratings yet
- Electrical Tools, Eq, Sup and MatDocument14 pagesElectrical Tools, Eq, Sup and MatXylene Lariosa-Labayan100% (2)
- QP 7721-Sobha-B+g+8-2town-Pahse IiDocument2 pagesQP 7721-Sobha-B+g+8-2town-Pahse IirajatNo ratings yet
- August Morning WorkDocument20 pagesAugust Morning Workapi-471325484No ratings yet
- Teachers Book - Smarty 4 PDFDocument77 pagesTeachers Book - Smarty 4 PDFFlorenciaRivichini50% (2)
- Iloc and Loc Uses PDFDocument16 pagesIloc and Loc Uses PDFsaurabhNo ratings yet
- RD 5000 CalibracionDocument5 pagesRD 5000 Calibracionfran reyNo ratings yet
- How to Critique a Work in 40 StepsDocument16 pagesHow to Critique a Work in 40 StepsGavrie TalabocNo ratings yet
- EXPERIMENT 4B - HOW STRONG IS YOUR CHOCOLATE - Docx - 2014538817Document6 pagesEXPERIMENT 4B - HOW STRONG IS YOUR CHOCOLATE - Docx - 2014538817Shekaina Joy Wansi ManadaoNo ratings yet
- Skills For A High Performing Civil Service PDFDocument140 pagesSkills For A High Performing Civil Service PDFSam ONiNo ratings yet
- Operations Management (Zheng) SU2016 PDFDocument9 pagesOperations Management (Zheng) SU2016 PDFdarwin12No ratings yet
- Unit 3 Nis 22620Document6 pagesUnit 3 Nis 22620Komal JadhavNo ratings yet
- BudgetingForecastingCoursePresentation 1547839506611Document91 pagesBudgetingForecastingCoursePresentation 1547839506611ikakkos100% (2)
- Cycle1 Parta GettingtoknowyourstudentsDocument7 pagesCycle1 Parta Gettingtoknowyourstudentsapi-295073409No ratings yet
- Essential Science Concepts and Laboratory ToolsDocument5 pagesEssential Science Concepts and Laboratory ToolsCathee LeañoNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet