You might also like
- Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and FittingsDocument8 pagesMaking Capillary Joints by Soldering of Copper and Copper Alloy Tube and FittingsiplaruffNo ratings yet
- BASF Engineered Pipe Support CatalogueDocument108 pagesBASF Engineered Pipe Support CatalogueHITESH100% (1)
- Rubber Lined Piping - A Solution To Corrosion ResistanceDocument5 pagesRubber Lined Piping - A Solution To Corrosion ResistanceMohamed AghilaNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- DIAGRAM RAYMOND 4150-4250 - 30000-Up - SC - 1124958CDocument10 pagesDIAGRAM RAYMOND 4150-4250 - 30000-Up - SC - 1124958CRicardo Javier Lopez GarciaNo ratings yet
- Tube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-TipsDocument4 pagesTube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-Tipsagniva dattaNo ratings yet
- ASTM B828-2 (2010) Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and Fittings1Document8 pagesASTM B828-2 (2010) Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and Fittings1MichelDesjardins100% (1)
- Shear Stress Though Tapered Pipe Thread - Eng-TipsDocument4 pagesShear Stress Though Tapered Pipe Thread - Eng-TipsrodrigoperezsimoneNo ratings yet
- Steel Interchange: Design of Lifting LugsDocument2 pagesSteel Interchange: Design of Lifting LugsTeguh SetionoNo ratings yet
- Stress Analysis of Cross Country PipingDocument3 pagesStress Analysis of Cross Country PipingSharon LambertNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNo ratings yet
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDocument4 pagesGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244No ratings yet
- Saes L 110Document12 pagesSaes L 110Karu 2No ratings yet
- 01 Samss 010Document12 pages01 Samss 010Fortunato SegubanNo ratings yet
- Ti Condenser TubingDocument8 pagesTi Condenser Tubingaman131No ratings yet
- Saep 310Document38 pagesSaep 310paul cafeNo ratings yet
- Ball Valve PDFDocument9 pagesBall Valve PDFkoushik dasguptaNo ratings yet
- ASME (Mechanical) Code Issues - Bolting Requirements in CodeDocument3 pagesASME (Mechanical) Code Issues - Bolting Requirements in Codemithunjobs0% (2)
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Welding SolutionsDocument4 pagesWelding SolutionsDo XuanNo ratings yet
- Air 5065Document11 pagesAir 5065niky186No ratings yet
- Cathodic Protection Systems and The NECDocument9 pagesCathodic Protection Systems and The NECAnonymous uxilzxUkaINo ratings yet
- 1Document156 pages1Abhijeet DarvekarNo ratings yet
- Spe 77-104 Check Valves To Bs 1868Document8 pagesSpe 77-104 Check Valves To Bs 1868zeke2611No ratings yet
- Golden WeldsDocument5 pagesGolden WeldsRe SinNo ratings yet
- Typical Questions For Piping Engineers Knowledge Testing With AnswersDocument5 pagesTypical Questions For Piping Engineers Knowledge Testing With AnswersAnonymous rjs9SOrNo ratings yet
- ASME B31.3 Vs B31.12Document25 pagesASME B31.3 Vs B31.12bagulrahul2023No ratings yet
- Choosing The Right RacewayDocument4 pagesChoosing The Right RacewayrajuanthatiNo ratings yet
- Flanges General For DummiesDocument68 pagesFlanges General For DummiesditoNo ratings yet
- 50-Applicable Codes and StandardsDocument48 pages50-Applicable Codes and StandardsmohsenNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Acom87 - 1 Corrosion Engineering of High Pressure Piping in RO-PlantsDocument8 pagesAcom87 - 1 Corrosion Engineering of High Pressure Piping in RO-Plantspipedown456No ratings yet
- Pipe Support Queries - Inter Graph CADWorx & AnalysisDocument6 pagesPipe Support Queries - Inter Graph CADWorx & AnalysisShankar VadivelNo ratings yet
- Aisc Standard HoleDocument2 pagesAisc Standard HoleMoe Oo HtunNo ratings yet
- Aa10152 1518422251Document4 pagesAa10152 1518422251ARINDAM SETTNo ratings yet
- Pipe Support Reference 8-29-14Document108 pagesPipe Support Reference 8-29-14HITESHNo ratings yet
- Technical Galvanized BoltsDocument4 pagesTechnical Galvanized BoltsClaudioDuarteNo ratings yet
- Choosing The Right RacewayDocument6 pagesChoosing The Right RacewayAngela Sofia Rosas GarcesNo ratings yet
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- specSPCT00rev01 PDFDocument10 pagesspecSPCT00rev01 PDFharsh_1582No ratings yet
- Abstract ICONS 23Document1 pageAbstract ICONS 23sk tripathiNo ratings yet
- (Done) Basic Questions Asked in Piping EngineerDocument4 pages(Done) Basic Questions Asked in Piping EngineerFerinoviardiNo ratings yet
- Conex CompressionDocument32 pagesConex Compressionh2odavid100% (1)
- Column Plant LayoutDocument7 pagesColumn Plant Layoutsteepa22No ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Asme Piping ExampleDocument20 pagesAsme Piping Examplemaazraza123No ratings yet
- The Use of Clad Piping Components For Refinery Applications (51300-97510-SG)Document13 pagesThe Use of Clad Piping Components For Refinery Applications (51300-97510-SG)arnoldbatista55No ratings yet
- STD 15257Document8 pagesSTD 15257TrefastoreNo ratings yet
- Previous Page: GasketsDocument21 pagesPrevious Page: Gasketsshady mohamedNo ratings yet
- Cuantos Hilos Deben Ser Mostrados Fuera de La TuercaDocument4 pagesCuantos Hilos Deben Ser Mostrados Fuera de La Tuercasandry CANELONESNo ratings yet
- Pipe FabricationDocument42 pagesPipe FabricationJanani M Janani67% (6)
- Reinforcing Bar CouplersDocument9 pagesReinforcing Bar CouplersAWAKSEORANGNo ratings yet
- Pipe JointDocument12 pagesPipe Jointimrankhan22No ratings yet
- Section Cover Page: Section 20 20 10 2008-05-01 Pipe and Pipe FittingsDocument12 pagesSection Cover Page: Section 20 20 10 2008-05-01 Pipe and Pipe FittingsHugo RuizNo ratings yet
- Eti Ohe 11 5 89Document12 pagesEti Ohe 11 5 89Abhishek PandeyNo ratings yet
- Sabp W 002Document7 pagesSabp W 002zoopladoNo ratings yet
- Contract Variation Management - LinkedInDocument6 pagesContract Variation Management - LinkedInMohamedNo ratings yet
- Contract Management - Extensions and VariationsDocument2 pagesContract Management - Extensions and VariationsMohamedNo ratings yet
- Electrical Panels - How They Work, Maintenance and More - Square OneDocument8 pagesElectrical Panels - How They Work, Maintenance and More - Square OneMohamedNo ratings yet
- Jan 23 - Project Manager MEP - MAB ResumeDocument2 pagesJan 23 - Project Manager MEP - MAB ResumeMohamedNo ratings yet
- Control Panel Circuit Diagram - Electrical Circuit Diagram, Electrical Panel Wiring, Circuit DiagramDocument3 pagesControl Panel Circuit Diagram - Electrical Circuit Diagram, Electrical Panel Wiring, Circuit DiagramMohamedNo ratings yet
- Contract Management - WikipediaDocument7 pagesContract Management - WikipediaMohamedNo ratings yet
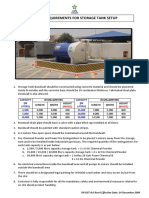
- Storage Tank Setup Guidelines PDFDocument1 pageStorage Tank Setup Guidelines PDFMohamedNo ratings yet
- How To Buy Electrical PanelsDocument9 pagesHow To Buy Electrical PanelsMohamedNo ratings yet
- Guidelines For Adopting Multi Use of Stormwater Management FacilitiesDocument24 pagesGuidelines For Adopting Multi Use of Stormwater Management FacilitiesMohamedNo ratings yet
- Answers Similar Questions Related Publications: K Singh BishtDocument8 pagesAnswers Similar Questions Related Publications: K Singh BishtMohamedNo ratings yet
- How Many Times Do Men Have Sex in A Week or Month - QuoraDocument3 pagesHow Many Times Do Men Have Sex in A Week or Month - QuoraMohamedNo ratings yet
- How Many Times Do 'Normal' Couples Have Sex and For How Long - Scientists Have The Answer - Cornwall LiveDocument14 pagesHow Many Times Do 'Normal' Couples Have Sex and For How Long - Scientists Have The Answer - Cornwall LiveMohamedNo ratings yet
- Top 9 Health Benefits of Eating WatermelonDocument14 pagesTop 9 Health Benefits of Eating WatermelonMohamedNo ratings yet
- Watermelon - Health Benefits, Risks & Nutrition Facts - Live ScienceDocument6 pagesWatermelon - Health Benefits, Risks & Nutrition Facts - Live ScienceMohamedNo ratings yet
- Processes Improving Urban Stormwater Quality in Grass Swales and Filter Strips - A Review of Research Findings - ScienceDirectDocument58 pagesProcesses Improving Urban Stormwater Quality in Grass Swales and Filter Strips - A Review of Research Findings - ScienceDirectMohamedNo ratings yet
- Lid SWM Guide Chapter4 4.8 Enhanced Grass SwalesDocument12 pagesLid SWM Guide Chapter4 4.8 Enhanced Grass SwalesMohamedNo ratings yet
- MEP BIM Services - MEP CAD Drafting - Revit 3D Modeling - BIM 4D and 5D Services - HVAC - AEC IndustryDocument17 pagesMEP BIM Services - MEP CAD Drafting - Revit 3D Modeling - BIM 4D and 5D Services - HVAC - AEC IndustryMohamedNo ratings yet
- Document Display - NEPIS - US EPADocument4 pagesDocument Display - NEPIS - US EPAMohamedNo ratings yet
- Marine Terminal Operator Competence and Training Guide Trang 84 Den Trang 104Document24 pagesMarine Terminal Operator Competence and Training Guide Trang 84 Den Trang 104Dong NguyenNo ratings yet
- RF PGDocument38 pagesRF PGAdan DubeNo ratings yet
- Plastic Injection Manual 2016 Amk PolyDocument43 pagesPlastic Injection Manual 2016 Amk PolyChockalingam AthilingamNo ratings yet
- Indiawood 2014 BrochureDocument12 pagesIndiawood 2014 BrochureMonica CarrollNo ratings yet
- Transport (SCC1) - SCNDocument3 pagesTransport (SCC1) - SCNhjheredias1No ratings yet
- IconicBathroom Vol3compressedDocument160 pagesIconicBathroom Vol3compressedAmit KumarNo ratings yet
- Entrepreneurship Exam NotesDocument16 pagesEntrepreneurship Exam NotesZaki KamardinNo ratings yet
- Practical AntennasDocument59 pagesPractical AntennasCarlos A. Gallardo100% (6)
- Cat AcronymoDocument85 pagesCat AcronymoblaktionNo ratings yet
- TDS Renderoc TG Saudi ArabiaDocument4 pagesTDS Renderoc TG Saudi Arabiaumn_mlkNo ratings yet
- Generator TorqueDocument34 pagesGenerator TorqueTarun KV100% (1)
- Lesson 23: Partnership With Local Communities and OrganizationsDocument19 pagesLesson 23: Partnership With Local Communities and OrganizationsNica de PazNo ratings yet
- E17-S02 (IEC) Rev 2 Dec 2014 LV SwitchracksDocument10 pagesE17-S02 (IEC) Rev 2 Dec 2014 LV SwitchracksFerenc KovácsNo ratings yet
- Curtain Raiser - Adtech 2015, The World's Largest Global Digital Marketing & Advertising Conference and Exhibition, Commences in New Delhi TomorrowDocument3 pagesCurtain Raiser - Adtech 2015, The World's Largest Global Digital Marketing & Advertising Conference and Exhibition, Commences in New Delhi TomorrowNDTVNo ratings yet
- Study of VMC, CMC and SM Control of Buck Converter: Mahesh Gowda N M, Dr. S. S. ParthasarathyDocument6 pagesStudy of VMC, CMC and SM Control of Buck Converter: Mahesh Gowda N M, Dr. S. S. Parthasarathykotakonda chakravarthiNo ratings yet
- TSB WK 0803006Document4 pagesTSB WK 0803006Carlos Geeket' El HalabiNo ratings yet
- Google People Operations - The Secrets of The World's Most Scientific Human Resources DepartmentDocument3 pagesGoogle People Operations - The Secrets of The World's Most Scientific Human Resources DepartmentAtul KohliNo ratings yet
- Uae Contractors' Association Members List: Company Name Tel. No. Fax. No. P.O.Box Emirate WebsiteDocument16 pagesUae Contractors' Association Members List: Company Name Tel. No. Fax. No. P.O.Box Emirate WebsiteModular Design TeamNo ratings yet
- Zomato Food Order: Summary and Receipt: Item Quantity Unit Price Total PriceDocument2 pagesZomato Food Order: Summary and Receipt: Item Quantity Unit Price Total PriceBhoomikaNo ratings yet
- Compresor CatalogoDocument1 pageCompresor CatalogoRedimido Gonzalez de LeonNo ratings yet
- Inyector E7 PDFDocument5 pagesInyector E7 PDFBryan TulpaNo ratings yet
- Wire Free Alliance Passwd 12122012Document10 pagesWire Free Alliance Passwd 12122012quykiem020% (1)
- Fuse DiagramDocument16 pagesFuse DiagramUnique DsgNo ratings yet
- Bikeline - Panel A1Document1 pageBikeline - Panel A1Ecosistema UrbanoNo ratings yet
- A Diagrammatic Analysis On The SOUTH ASIAN HUMAN RIGHTS DOCUMENTATION CENTREDocument5 pagesA Diagrammatic Analysis On The SOUTH ASIAN HUMAN RIGHTS DOCUMENTATION CENTRESujay Punnoose ThomasNo ratings yet
- RWB29 User ManualDocument8 pagesRWB29 User ManualThomas ChanNo ratings yet
- 2010 - 06 - 30 Service Manual Silver2 En-05Document72 pages2010 - 06 - 30 Service Manual Silver2 En-05Victor Hugo Quiñonez QuintanaNo ratings yet
- 2023 Automation Trends Ebook UiPathDocument13 pages2023 Automation Trends Ebook UiPathSiddharth SNo ratings yet
- TNPSC Model OMR SheetDocument1 pageTNPSC Model OMR Sheettraining2jobs50% (2)