You might also like
- F541 PDFDocument5 pagesF541 PDFfrengki jmNo ratings yet
- Astm F 402Document2 pagesAstm F 402frengki jm100% (1)
- Astm e 670Document10 pagesAstm e 670frengki jmNo ratings yet
- Astm e 662Document23 pagesAstm e 662frengki jm33% (3)
- Astm e 674Document12 pagesAstm e 674frengki jmNo ratings yet
- Astm e 651Document6 pagesAstm e 651frengki jmNo ratings yet
- Astm e 648Document14 pagesAstm e 648frengki jm100% (1)
- Astm A 134 .96Document4 pagesAstm A 134 .96frengki jmNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Construction Site Name Location Introduction To SiteDocument6 pagesConstruction Site Name Location Introduction To SiteSyed Karar HussainNo ratings yet
- RCC Notes 3 0ca8fba3e6 Lecture Notes Unit 1Document39 pagesRCC Notes 3 0ca8fba3e6 Lecture Notes Unit 1venu madhavNo ratings yet
- Brick Bat Coba Water Proofing - Methodology As Per CPWDDocument3 pagesBrick Bat Coba Water Proofing - Methodology As Per CPWDDeepak Kaushik100% (1)
- Lock Shield Valve: FeaturesDocument1 pageLock Shield Valve: FeaturesAymen AyedNo ratings yet
- Test Bank For Brief Principles of Macroeconomics 7Th Edition by Gregory Mankiw Isbn 1285165926 9781285165929 Full Chapter PDFDocument36 pagesTest Bank For Brief Principles of Macroeconomics 7Th Edition by Gregory Mankiw Isbn 1285165926 9781285165929 Full Chapter PDFjessie.sell390100% (12)
- Papin Dam: Analysis and Design of BridgeDocument31 pagesPapin Dam: Analysis and Design of BridgeMohsin Adeel WarisNo ratings yet
- Seven PDFDocument124 pagesSeven PDFDayana PinedoNo ratings yet
- Kia B03 L&T A - BW L1 SPD 1171 2 PDFDocument1 pageKia B03 L&T A - BW L1 SPD 1171 2 PDFVarunn VelNo ratings yet
- Torrent Pumps: Deep Well Vertical Turbine Pumps 1/2Document2 pagesTorrent Pumps: Deep Well Vertical Turbine Pumps 1/2Yiannis KontominasNo ratings yet
- Muhammad Atif KhanDocument6 pagesMuhammad Atif KhanKQ House of DesignNo ratings yet
- BDD ChawlDocument17 pagesBDD ChawlAnushka KulkarniNo ratings yet
- Quantity SurveyingDocument33 pagesQuantity SurveyingFretzelle John BatiancilaNo ratings yet
- Chapter-3 FoundationDocument53 pagesChapter-3 Foundationkader ArefeNo ratings yet
- Method Statement: Electrical and Instrument Cable InstallationDocument5 pagesMethod Statement: Electrical and Instrument Cable InstallationLeoj Saliw-an Palaoag100% (1)
- 2016 12 Darch HouDocument153 pages2016 12 Darch HouEman J. AlnajiNo ratings yet
- Box Traffic Construction MethodeDocument49 pagesBox Traffic Construction MethodeBilly OtnielNo ratings yet
- Star Patines Bosh RexrothDocument77 pagesStar Patines Bosh RexrothSander DuqueNo ratings yet
- AD 436 - Section Classification of A Flat Plate, January 2020Document1 pageAD 436 - Section Classification of A Flat Plate, January 2020symon ellimacNo ratings yet
- Company Profile 2015-2016Document21 pagesCompany Profile 2015-2016Berkat Mulia Wiratama PtNo ratings yet
- MTD CostDocument7 pagesMTD CostRiantoNo ratings yet
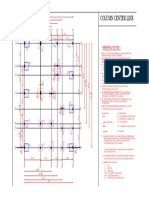
- Center Line PlanDocument1 pageCenter Line PlanNITIN CHAUDHARYNo ratings yet
- GloQ-T428 Bulk Density PDFDocument6 pagesGloQ-T428 Bulk Density PDFRafa Gallagher McCartney PadillaNo ratings yet
- Introduction To High Speed Railway Bridges in ChinaDocument33 pagesIntroduction To High Speed Railway Bridges in Chinazhou jieNo ratings yet
- CE221 Construction Materials and Testing: I. AggregatesDocument61 pagesCE221 Construction Materials and Testing: I. AggregatesVICTORIA OMEGA JARAMILLA100% (1)
- Steel TrussDocument1 pageSteel TrussparameswaranNo ratings yet
- EE DDD - TNT Phase 2 PLDT Daet EE (Initial State) 20may2021 - JEHAN - Rev.1Document6 pagesEE DDD - TNT Phase 2 PLDT Daet EE (Initial State) 20may2021 - JEHAN - Rev.1Mark Roger II HuberitNo ratings yet
- S-6 Truss LayoutDocument1 pageS-6 Truss LayoutarjayymerleNo ratings yet
- Zanoria - Artists and ArtisansDocument11 pagesZanoria - Artists and ArtisansKyla ZanoriaNo ratings yet
- Civil Rates UAEDocument6 pagesCivil Rates UAEraviaggrawalla8727No ratings yet
- Static Equipment Procedure Hal Oil Fggs - Baghjan Pro Me 012 Rev A With Formats and Risk Assessment Signed 1Document17 pagesStatic Equipment Procedure Hal Oil Fggs - Baghjan Pro Me 012 Rev A With Formats and Risk Assessment Signed 1Devendran MarappanNo ratings yet