You might also like
- Structural Design Guidelines for Concrete BridgesDocument57 pagesStructural Design Guidelines for Concrete BridgesagnayelNo ratings yet
- Ats PDFDocument20 pagesAts PDFAman DeepNo ratings yet
- Carbon Steel EquivalentsDocument5 pagesCarbon Steel EquivalentssamatamNo ratings yet
- R Series Air Compressor Operators ManualDocument44 pagesR Series Air Compressor Operators Manualphalanges1972100% (2)
- Sae Ams Qq-S-763eDocument23 pagesSae Ams Qq-S-763eEr Mohit RajputNo ratings yet
- ASTM 재질분류표Document106 pagesASTM 재질분류표오덕환Oh Duckhwan100% (1)
- Electrical Splices & JointsDocument24 pagesElectrical Splices & JointsVic Aziz Gonowon Badiola100% (1)
- Pipe Fittings PDFDocument164 pagesPipe Fittings PDFjlvega18No ratings yet
- Natco Horizontal Separator Ps PDFDocument2 pagesNatco Horizontal Separator Ps PDFnoha azamaliNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Equivalent Materials 2Document5 pagesEquivalent Materials 2lalitlbw91No ratings yet
- Poster - Welding Positions - en PDFDocument1 pagePoster - Welding Positions - en PDFmjaric8150% (2)
- Worldwide Steel GradeDocument2 pagesWorldwide Steel Grademyusuf123No ratings yet
- Gasitaly f1 Eng ManualDocument13 pagesGasitaly f1 Eng ManualSekson Junsukpluk50% (2)
- Installation and Commissioning of API 650 Tanks (Presentation Without Audio)Document80 pagesInstallation and Commissioning of API 650 Tanks (Presentation Without Audio)Warlex100% (4)
- Coatings GuideDocument19 pagesCoatings GuideUmar Muhammad100% (2)
- Selection of Welding Electrodes PDFDocument1 pageSelection of Welding Electrodes PDFAnonymous VohpMtUSNNo ratings yet
- KF2.5-200 - With-M-C - GB - 03-15 KRACHT Bomba PDFDocument8 pagesKF2.5-200 - With-M-C - GB - 03-15 KRACHT Bomba PDFJairo Andrés FA100% (1)
- "Design and Model of Bucket Elevator": Under The Guidance ofDocument92 pages"Design and Model of Bucket Elevator": Under The Guidance ofSekson JunsukplukNo ratings yet
- Astm A210 PDFDocument2 pagesAstm A210 PDFgaminNo ratings yet
- Astm A178Document2 pagesAstm A178Nomala Srinivas0% (1)
- Astm A192 PDFDocument2 pagesAstm A192 PDFgaminNo ratings yet
- Boiler Plate PDFDocument2 pagesBoiler Plate PDFStefano FavaroNo ratings yet
- Jis g3454 Stpg370, Stpg410..Document3 pagesJis g3454 Stpg370, Stpg410..Mohd FadzliNo ratings yet
- Astm - JisDocument7 pagesAstm - Jisvalli rajuNo ratings yet
- Astm A226 PDFDocument2 pagesAstm A226 PDFgaminNo ratings yet
- Table D-1-Gear Unit Housings: G - G U P, C G I S 63Document1 pageTable D-1-Gear Unit Housings: G - G U P, C G I S 63Sara VaccaNo ratings yet
- Comparison of Pipe Lengths CS & SSDocument2 pagesComparison of Pipe Lengths CS & SSSumantra ChattopadhyayNo ratings yet
- Schedule of Quantity - Proposal Schedule of Quantity - EngineeringDocument1 pageSchedule of Quantity - Proposal Schedule of Quantity - EngineeringSumantra ChattopadhyayNo ratings yet
- Heat-Resistant Pressure-Vesel Material 16mo3Document3 pagesHeat-Resistant Pressure-Vesel Material 16mo3rixxamanNo ratings yet
- Base Trade Materials Reference GuideDocument2 pagesBase Trade Materials Reference GuideabdulNo ratings yet
- Comparision Material Jis & Astm StandardDocument3 pagesComparision Material Jis & Astm StandardMỹ Phạm AnhNo ratings yet
- Structural Steel & Oil Field Suppliers, Channels, Sections, Angles, Sheets, Bars & Gratings, Beams, Flange Beams, ColumnsDocument1 pageStructural Steel & Oil Field Suppliers, Channels, Sections, Angles, Sheets, Bars & Gratings, Beams, Flange Beams, ColumnsSandipNo ratings yet
- Global Marketing For Tube & Pipe: JIS G3464 Steel Heat Exchanger Tubes For Low Temperature ServiceDocument14 pagesGlobal Marketing For Tube & Pipe: JIS G3464 Steel Heat Exchanger Tubes For Low Temperature ServiceGerardo Emmanuel Romana BrianoNo ratings yet
- T-413-B, Class 125 Bronze Check ValvesDocument1 pageT-413-B, Class 125 Bronze Check ValvesBalderas Rosas WilibaldoNo ratings yet
- Global Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesDocument19 pagesGlobal Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesGerardo Emmanuel Romana BrianoNo ratings yet
- Astm A557 PDFDocument2 pagesAstm A557 PDFgaminNo ratings yet
- Astm A556 PDFDocument2 pagesAstm A556 PDFgaminNo ratings yet
- VẬT LIỆU THEO TIÊU CHUẨN - JIS - ASTMDocument3 pagesVẬT LIỆU THEO TIÊU CHUẨN - JIS - ASTMThanh BuiNo ratings yet
- Especificacion de Materiales Y Tabla de Compatibilidad Base Comercial SAE AstmDocument4 pagesEspecificacion de Materiales Y Tabla de Compatibilidad Base Comercial SAE AstmFrancisco VillaNo ratings yet
- Astm A501 PDFDocument2 pagesAstm A501 PDFgaminNo ratings yet
- Astm A334 PDFDocument2 pagesAstm A334 PDFgaminNo ratings yet
- Astm A200 PDFDocument3 pagesAstm A200 PDFgaminNo ratings yet
- ASTM A178 Boiler Tube SpecificationDocument0 pagesASTM A178 Boiler Tube Specificationflaviodellatorre0% (1)
- 9 Materials Equivalent GradesDocument7 pages9 Materials Equivalent GradesArquimedes PerezNo ratings yet
- PIPE AND TUBE - Comparison of SpecificationsDocument4 pagesPIPE AND TUBE - Comparison of Specificationsnate anantathatNo ratings yet
- Industrial LogisticsDocument2 pagesIndustrial LogisticsadelNo ratings yet
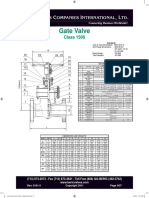
- Gate Valve Class 1500Document1 pageGate Valve Class 1500Hamdi Al-sarooryNo ratings yet
- ASTM A53 pipe steel specification and material comparison tablesDocument2 pagesASTM A53 pipe steel specification and material comparison tablesRifky NetriadyNo ratings yet
- Carbon Steel Equivalents for Shipbuilding & Pressure VesselsDocument10 pagesCarbon Steel Equivalents for Shipbuilding & Pressure Vesselsibson045001256No ratings yet
- Material ComparisonDocument96 pagesMaterial ComparisonWei YaoNo ratings yet
- Structural Steel Channel Bars and Beams OverviewDocument1 pageStructural Steel Channel Bars and Beams OverviewLuis Anselmo CastilloNo ratings yet
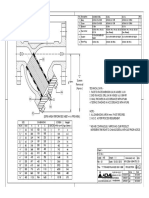
- Y STRAINER FLANGED END 150 Model PDFDocument1 pageY STRAINER FLANGED END 150 Model PDFsajanchaudhariNo ratings yet
- TS413BIDocument1 pageTS413BILawrenceNo ratings yet
- Especificacion de Materiales y Tabla de CompatibilidadDocument2 pagesEspecificacion de Materiales y Tabla de CompatibilidadLis RincónNo ratings yet
- Astm A209 PDFDocument3 pagesAstm A209 PDFgaminNo ratings yet
- MG 20Document1 pageMG 20raduonoNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument10 pagesEquivalents of Carbon Steel Qualitiessentilmech07No ratings yet
- Carbon Steel Equivalents Across Europe and InternationallyDocument5 pagesCarbon Steel Equivalents Across Europe and InternationallyInaamNo ratings yet
- Jis C8305 PDFDocument7 pagesJis C8305 PDFrizki samosirNo ratings yet
- The Table Below Can Be Used To Compare Carbon Steel Piping Standards From America - USA, and Europe - Germany, British (UK) and SwedenDocument12 pagesThe Table Below Can Be Used To Compare Carbon Steel Piping Standards From America - USA, and Europe - Germany, British (UK) and SwedenskoottungalNo ratings yet
- Material Specifications1Document2 pagesMaterial Specifications1VIVEK TIWARINo ratings yet
- Equivalent ScsDocument6 pagesEquivalent ScsKommula Narayana SwamyNo ratings yet
- Beric Forged Steel ValvesDocument32 pagesBeric Forged Steel ValvesKit AnnoncerNo ratings yet
- 20090327134609-Meba Steel BrochureDocument4 pages20090327134609-Meba Steel BrochurezhorvatovicNo ratings yet
- Flange Grade: Material Group Nominal Designation Forgings Castings PlatesDocument4 pagesFlange Grade: Material Group Nominal Designation Forgings Castings PlatesSenthil KumarNo ratings yet
- General Information G-0002: Description On Material JIS-ASTMDocument4 pagesGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraNo ratings yet
- Makstil Catalogue Web 2022Document6 pagesMakstil Catalogue Web 2022Matej SutaloNo ratings yet
- Keckley: Drawing No. AL 77020Document1 pageKeckley: Drawing No. AL 77020Luis Alberto Serrano MesaNo ratings yet
- Alloy FAQ Guide - Die Casting Alloy Cross ReferencesDocument1 pageAlloy FAQ Guide - Die Casting Alloy Cross ReferencesAugusto PeinadoNo ratings yet
- HEPA Filtration System For Ambulances: Compact, Lightweight and Easy To RetrofitDocument2 pagesHEPA Filtration System For Ambulances: Compact, Lightweight and Easy To RetrofitSekson JunsukplukNo ratings yet
- Pin Linkage Chart Excavator Oi UpdatedDocument3 pagesPin Linkage Chart Excavator Oi UpdatedSekson JunsukplukNo ratings yet
- High-Speed Elevators Planning GuideDocument15 pagesHigh-Speed Elevators Planning GuideSekson JunsukplukNo ratings yet
- Mud Cat™ MFD - Multi-Function Dredge: General ComplianceDocument2 pagesMud Cat™ MFD - Multi-Function Dredge: General ComplianceSekson JunsukplukNo ratings yet
- Discover how EDDY Pumps increase uptime and productivity for industrial processesDocument3 pagesDiscover how EDDY Pumps increase uptime and productivity for industrial processesSekson JunsukplukNo ratings yet
- Discover how EDDY Pumps increase uptime and productivity for industrial processesDocument3 pagesDiscover how EDDY Pumps increase uptime and productivity for industrial processesSekson JunsukplukNo ratings yet
- Thick Walled CylindersDocument9 pagesThick Walled CylinderskabangiNo ratings yet
- Boiler ChanpionDocument1 pageBoiler ChanpionSekson JunsukplukNo ratings yet
- Oventor CK THKDocument1 pageOventor CK THKSekson JunsukplukNo ratings yet
- Flange TablesDocument2 pagesFlange TablesPWFrogger100% (1)
- ไฟฟ้า ชั้น2 7 PDFDocument1 pageไฟฟ้า ชั้น2 7 PDFSekson JunsukplukNo ratings yet
- Product GuideDocument15 pagesProduct GuideFermin II LimboNo ratings yet
- Hitachi Elevator VFI-II Provides Comfortable Ride Through IntegrationDocument19 pagesHitachi Elevator VFI-II Provides Comfortable Ride Through IntegrationSekson JunsukplukNo ratings yet
- FlangesDocument14 pagesFlangesOscar CruzNo ratings yet
- Blue Star 185Document56 pagesBlue Star 185Sekson JunsukplukNo ratings yet
- FlangesDocument14 pagesFlangesOscar CruzNo ratings yet
- 13 422 PDFDocument14 pages13 422 PDFSekson JunsukplukNo ratings yet
- Steam Trapping OverviewDocument22 pagesSteam Trapping OverviewSekson JunsukplukNo ratings yet
- 13 422 PDFDocument14 pages13 422 PDFSekson JunsukplukNo ratings yet
- C2ap PDFDocument279 pagesC2ap PDFSekson JunsukplukNo ratings yet
- NEW 10 Edition EJMA Standards Now Available!Document1 pageNEW 10 Edition EJMA Standards Now Available!Sekson JunsukplukNo ratings yet
- Engineering DataDocument72 pagesEngineering DataSekson JunsukplukNo ratings yet
- Duct Boiler To Stack Cleaver Brooks-Rev.01Document1 pageDuct Boiler To Stack Cleaver Brooks-Rev.01Sekson JunsukplukNo ratings yet
- Stainless and High Alloy Steel Valves: JIS 5K/10K/20K, ASME Class 150/300/600/900/1500, Gate, Globe and Check ValvesDocument60 pagesStainless and High Alloy Steel Valves: JIS 5K/10K/20K, ASME Class 150/300/600/900/1500, Gate, Globe and Check ValvesSekson JunsukplukNo ratings yet
- Model BL M 03Document1 pageModel BL M 03Sekson JunsukplukNo ratings yet
- Administrative Building PorlaDocument244 pagesAdministrative Building PorlaSandeep_AjmireNo ratings yet
- Electrically Switch ElectromagnetDocument16 pagesElectrically Switch ElectromagnetThamarai Kannan RamajayamNo ratings yet
- Local, Distortional, and Euler Buckling of Thin-Walled ColumnsDocument17 pagesLocal, Distortional, and Euler Buckling of Thin-Walled ColumnsReaditReaditNo ratings yet
- Plexiglas GDocument2 pagesPlexiglas GMarco Ngawang KeelsenNo ratings yet
- Fischer Test Report: Fixing Tests ForDocument22 pagesFischer Test Report: Fixing Tests ForRobNo ratings yet
- TRGS 528Document66 pagesTRGS 528Marcus BragaNo ratings yet
- Catalogue Myrra Version 2013Document84 pagesCatalogue Myrra Version 2013Axone CommunicationNo ratings yet
- Uniflux Heater Brochure PDFDocument8 pagesUniflux Heater Brochure PDFMichael J. BaneNo ratings yet
- Seat Tracks and Anchor Plates CatalogDocument7 pagesSeat Tracks and Anchor Plates CatalogSergey FedorinovNo ratings yet
- DraftDocument26 pagesDraftJohn Carlo RelienteNo ratings yet
- Presentation On: Internal Attachments - ABSORBERDocument14 pagesPresentation On: Internal Attachments - ABSORBERmuraliNo ratings yet
- Catalysis & Catalysts - Impregnation and Reaction MechanismDocument19 pagesCatalysis & Catalysts - Impregnation and Reaction MechanismZamri Fadilah IINo ratings yet
- v2 Service ManualDocument224 pagesv2 Service ManualRizaldi ZaldiNo ratings yet
- BS en 10222-1-2017Document28 pagesBS en 10222-1-2017rahul mehta100% (2)
- ML 042460156Document53 pagesML 042460156Nathan BlockNo ratings yet
- Sustainability 02 02163Document13 pagesSustainability 02 02163Joseph BookerNo ratings yet
- Top 100 Concrete Technology Interview Questions and AnswersDocument49 pagesTop 100 Concrete Technology Interview Questions and Answers210140106013.zaheeransariNo ratings yet
- ERP For Rubber and Plastic Manufacturing - Software Selection GuideDocument9 pagesERP For Rubber and Plastic Manufacturing - Software Selection Guidee2b teknologiesNo ratings yet
- ISO 9001 - Until Dec, 2018Document5 pagesISO 9001 - Until Dec, 2018Benjamin YusuphNo ratings yet
- 2925 Modeling of Anhydrite Swelling With FlacDocument9 pages2925 Modeling of Anhydrite Swelling With Flacjmhs31No ratings yet
- Basic Concept of Quantity SurveyingDocument13 pagesBasic Concept of Quantity SurveyingRohitNo ratings yet