You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Perimeter and Area Perimeter: AreaDocument2 pagesPerimeter and Area Perimeter: AreadavethiyaguNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Galp Energia Appointment LetterDocument7 pagesGalp Energia Appointment LetterdavethiyaguNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Triangles and Its PropertiesDocument5 pagesTriangles and Its PropertiesdavethiyaguNo ratings yet
- QAQC Meeting - 2020 - TemplateDocument9 pagesQAQC Meeting - 2020 - TemplatedavethiyaguNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 8-3 Slip Test 1 - HistoryDocument1 page8-3 Slip Test 1 - HistorydavethiyaguNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 32 of The Most Dangerous Things Science Has Strongly Linked To CancerDocument8 pages32 of The Most Dangerous Things Science Has Strongly Linked To CancerdavethiyaguNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 8 Social Science (19.06.21) .Document1 page8 Social Science (19.06.21) .davethiyaguNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 4, 6, 9, 3, 7 Largest Observation 9 Smallest Observation 3Document2 pages4, 6, 9, 3, 7 Largest Observation 9 Smallest Observation 3davethiyaguNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Tool box talks - Reinforcement inspectionDocument7 pagesTool box talks - Reinforcement inspectiondavethiyaguNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 8-3 Slip Test 1 - GeographyDocument2 pages8-3 Slip Test 1 - GeographydavethiyaguNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- UG Admission DetailsDocument1 pageUG Admission DetailsdavethiyaguNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Big Birds PDFDocument28 pagesBig Birds PDFdavethiyaguNo ratings yet
- Dhan Us KodiDocument3 pagesDhan Us KodidavethiyaguNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- QAQC Meeting - 2020 - TemplateDocument9 pagesQAQC Meeting - 2020 - TemplatedavethiyaguNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- QAQC Meeting - 2020 - TemplateDocument9 pagesQAQC Meeting - 2020 - TemplatedavethiyaguNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Concrete MixDocument1 pageConcrete MixdavethiyaguNo ratings yet
- Excel FormulasDocument2 pagesExcel FormulasJK100% (2)
- The Scout HandbookDocument77 pagesThe Scout Handbookwaynefishing100% (1)
- Standards Catalog: Astm InternationalDocument52 pagesStandards Catalog: Astm InternationalgungunNo ratings yet
- Macmillan explores importance of teaching life skills in educationDocument16 pagesMacmillan explores importance of teaching life skills in educationkasialways4u100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Employee HandbookDocument197 pagesEmployee HandbookdavethiyaguNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Big Birds PDFDocument28 pagesBig Birds PDFdavethiyaguNo ratings yet
- Big Birds PDFDocument28 pagesBig Birds PDFdavethiyaguNo ratings yet
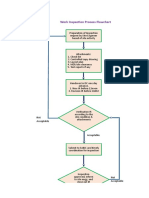
- Work Inspection Process FlowchartDocument16 pagesWork Inspection Process Flowchartdavethiyagu100% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Big Birds PDFDocument28 pagesBig Birds PDFdavethiyaguNo ratings yet
- Cathodic Protection in PractiseDocument17 pagesCathodic Protection in PractisedavethiyaguNo ratings yet
- Pipe Schedule PDFDocument1 pagePipe Schedule PDFSrinivasan SeenuNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Cathodic ProtectionDocument22 pagesCathodic ProtectionFakhr-e-Alam100% (1)
- Travel Triangle: Outbound Holiday PackagesDocument35 pagesTravel Triangle: Outbound Holiday PackagesdavethiyaguNo ratings yet
- Cooper Tire Warranty InformationDocument28 pagesCooper Tire Warranty InformationAbdulAziz AlGhamdiNo ratings yet
- Understanding Customer Loyaltyfor Retail StoreandtheinfluencingfactorsDocument15 pagesUnderstanding Customer Loyaltyfor Retail StoreandtheinfluencingfactorsTanmay PaulNo ratings yet
- Xray Order FormDocument1 pageXray Order FormSN Malenadu CreationNo ratings yet
- General Dynamics F-16 Fighting Falcon - Wikipedia, The Free EncyclopediaDocument28 pagesGeneral Dynamics F-16 Fighting Falcon - Wikipedia, The Free EncyclopediaJulie MerrillNo ratings yet
- Eight Lane Vadodara Kim ExpresswayDocument11 pagesEight Lane Vadodara Kim ExpresswayUmesh SutharNo ratings yet
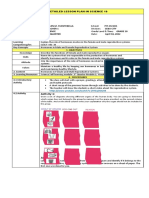
- Cot 1 Detailed Lesson Plan in Science 10Document3 pagesCot 1 Detailed Lesson Plan in Science 10Arlen FuentebellaNo ratings yet
- BS 05234-1-1992 (1999) Partitions (Including Matching Linings) - Code of Practice For Design and Installation.Document38 pagesBS 05234-1-1992 (1999) Partitions (Including Matching Linings) - Code of Practice For Design and Installation.ironface100% (2)
- VachanamruthaDocument5 pagesVachanamruthaypraviNo ratings yet
- 9 - The Relationship Between CEO Characteristics and Leverage - The Role of Independent CommissionersDocument10 pages9 - The Relationship Between CEO Characteristics and Leverage - The Role of Independent Commissionerscristina.llaneza02100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Thermodynamics efficiency calculationsDocument3 pagesThermodynamics efficiency calculationsInemesit EkopNo ratings yet
- A High Capacity Floating LNG Design by Barend - PekDocument15 pagesA High Capacity Floating LNG Design by Barend - PekShaka Shalahuddin Shantika PutraNo ratings yet
- Solution of A Subclass of Lane Emden Differential Equation by Variational Iteration MethodDocument14 pagesSolution of A Subclass of Lane Emden Differential Equation by Variational Iteration MethodAlexander DeckerNo ratings yet
- Iit Ashram: Guj - Board Pattern Test-7Document6 pagesIit Ashram: Guj - Board Pattern Test-7rult007No ratings yet
- IBM Global Business ServicesDocument16 pagesIBM Global Business Servicesamitjain310No ratings yet
- Polysemy Types ExplainedDocument13 pagesPolysemy Types ExplainedнастяNo ratings yet
- 5054 On 2022 P22Document14 pages5054 On 2022 P22Raahin RahimNo ratings yet
- International Journal of Infectious DiseasesDocument3 pagesInternational Journal of Infectious DiseasesDetti FahmiasyariNo ratings yet
- Tentech MTD20KWe Digital Earth Tester Users Guide ManualDocument45 pagesTentech MTD20KWe Digital Earth Tester Users Guide ManualAnonymous voVeDickM100% (1)
- Intensive ReadingDocument3 pagesIntensive ReadingKarina MoraNo ratings yet
- D117/D118 Service ManualDocument75 pagesD117/D118 Service ManualJohn JuquenNo ratings yet
- Unit 1 Lesson 2 PDFDocument20 pagesUnit 1 Lesson 2 PDFKristyll ArguellesNo ratings yet
- WRITTEN ASSIGNMENT Unit 2 - The Peer Assessment Strategy - 1Document2 pagesWRITTEN ASSIGNMENT Unit 2 - The Peer Assessment Strategy - 1asdsafsvvsgNo ratings yet
- FisheryDocument2 pagesFisheryKyle GalangueNo ratings yet
- Robbins OB15GE Inppt16Document31 pagesRobbins OB15GE Inppt16Nida IsrarNo ratings yet
- Postgraduate Prospectus 2021: World ChangersDocument35 pagesPostgraduate Prospectus 2021: World ChangersSKNo ratings yet
- 3.0MP 4G Smart All Time Color Bullet Cam 8075Document2 pages3.0MP 4G Smart All Time Color Bullet Cam 8075IshakhaNo ratings yet
- 2019 AhmadDocument73 pages2019 Ahmadaateka02No ratings yet
- Interpersonal Skills RubricDocument1 pageInterpersonal Skills RubricJason Stammen100% (1)
- Philosophy of Online Facilitation and LearningDocument5 pagesPhilosophy of Online Facilitation and LearningStefanieNo ratings yet
- ECN 202 Final AssignmentDocument10 pagesECN 202 Final AssignmentFarhan Eshraq JeshanNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)