You might also like
- Kitchen Improvised, Complete (Blasting Caps, 2, Same As BeforeDocument79 pagesKitchen Improvised, Complete (Blasting Caps, 2, Same As BeforeAsad Imran90% (10)
- 5 JHA On Rock BlastingDocument6 pages5 JHA On Rock Blastingarylananyla100% (1)
- Contaminated Land Remediation ReportDocument120 pagesContaminated Land Remediation ReportEmilia MAndrade100% (1)
- Saudi Aramco Suppliers' Safety ManualDocument116 pagesSaudi Aramco Suppliers' Safety ManualMohammed Ishaq Aamer100% (2)
- The color of smoke that indicate humid materialsDocument9 pagesThe color of smoke that indicate humid materialsAnJanet BioNo ratings yet
- Application of Air-Deck Technique in Surface BlastingDocument7 pagesApplication of Air-Deck Technique in Surface Blastingpartha das sharma83% (6)
- Using Deep Learning to Detect Manufacturing DefectsDocument23 pagesUsing Deep Learning to Detect Manufacturing DefectssmootherboyNo ratings yet
- An Environmental and Operational Analysis of Quality Function Deployment-Based MethodsDocument18 pagesAn Environmental and Operational Analysis of Quality Function Deployment-Based MethodsRosnani Ginting TBANo ratings yet
- 23 74 1 PBDocument7 pages23 74 1 PBRininta Triananda NoorNo ratings yet
- LCA MethodDocument12 pagesLCA Methodyuri67No ratings yet
- Using Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementDocument9 pagesUsing Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementMarvi HarsiNo ratings yet
- Integrating Green QFD and Fuzzy Cost EstimationDocument17 pagesIntegrating Green QFD and Fuzzy Cost EstimationRumanul Bustomi MuhammadNo ratings yet
- Computer Aided Design For Sustainable Industrial Processes: Specific Tools and ApplicationsDocument14 pagesComputer Aided Design For Sustainable Industrial Processes: Specific Tools and ApplicationsMohamed JalalaNo ratings yet
- Standardization of The Environmental Information For Asphalt TechnologiesDocument10 pagesStandardization of The Environmental Information For Asphalt TechnologiesZC47No ratings yet
- New Personal Air Filter Test System Using Low-Cost PM SensorDocument15 pagesNew Personal Air Filter Test System Using Low-Cost PM SensorDian Ahmad HapidinNo ratings yet
- Sustainability 14 07631Document18 pagesSustainability 14 07631John Cyril BayadogNo ratings yet
- Environmental and Health Risks of Perovskite Solar Modules Case For Better Test Standards and Risk Mitigation SolutionsDocument5 pagesEnvironmental and Health Risks of Perovskite Solar Modules Case For Better Test Standards and Risk Mitigation SolutionsMUHD ARIEF ISKANDAR BAHARUDDINNo ratings yet
- FILTRADocument25 pagesFILTRADOUNIA BELLACHENo ratings yet
- Materials Selection in The Life-Cycle Design Process: A Method To Integrate Mechanical and Environmental Performances in Optimal ChoiceDocument12 pagesMaterials Selection in The Life-Cycle Design Process: A Method To Integrate Mechanical and Environmental Performances in Optimal ChoiceSeshu NagaNo ratings yet
- RR1068 - Summary of Work Undertaken To Assess Workplace Exposure and Control Measures During The Manufacture and Handling of Engineered NanomaterialsDocument22 pagesRR1068 - Summary of Work Undertaken To Assess Workplace Exposure and Control Measures During The Manufacture and Handling of Engineered NanomaterialsPAUL LessiterNo ratings yet
- Assessing The Ability of The Cradle To Cradle Certified™ Products Program To Reliably Determine The Environmental Performance of ProductsDocument19 pagesAssessing The Ability of The Cradle To Cradle Certified™ Products Program To Reliably Determine The Environmental Performance of Productssb200No ratings yet
- Biogas Jurnal PDFDocument7 pagesBiogas Jurnal PDFledikimetzeronaNo ratings yet
- Open Letter LCA PackagingDocument6 pagesOpen Letter LCA PackagingOzgur AkdemirNo ratings yet
- Cost Estimation of Polymeric AdsorbentsDocument11 pagesCost Estimation of Polymeric AdsorbentsgweqrgthytwertyNo ratings yet
- Safety and Health at Work: Hae Dong Park, Eun Kyo Chung, Kiwoong KimDocument5 pagesSafety and Health at Work: Hae Dong Park, Eun Kyo Chung, Kiwoong KimMazi KamaliNo ratings yet
- Assessing Environmental Impact of 3D Printing and ToolingDocument10 pagesAssessing Environmental Impact of 3D Printing and ToolingNudrat Fatima AliNo ratings yet
- Applying Data Mining and Grey QFD To Mine The Dynamic Trends For Computer Life Cycle-Oriented Green SupplyDocument11 pagesApplying Data Mining and Grey QFD To Mine The Dynamic Trends For Computer Life Cycle-Oriented Green SupplyMuhammad Novri Vandrian StuwardNo ratings yet
- Different Process ToolsDocument14 pagesDifferent Process ToolsSnehithNo ratings yet
- Pesticide Exposure and Sprayer Design: Ergonomics Evaluation To Reduce Pesticide ExposureDocument3 pagesPesticide Exposure and Sprayer Design: Ergonomics Evaluation To Reduce Pesticide Exposuredesalegn aberaNo ratings yet
- Application of Design of Experiment (DOE) Techniques To Process Validation in Medical Device ManufactureDocument10 pagesApplication of Design of Experiment (DOE) Techniques To Process Validation in Medical Device ManufactureCamila MatheusNo ratings yet
- Modelling of The Spray Drying Process For Particle Design PDFDocument41 pagesModelling of The Spray Drying Process For Particle Design PDFmarmaduke32No ratings yet
- Risk Management of Hazardous Substances in Selection of Green SuppliersDocument8 pagesRisk Management of Hazardous Substances in Selection of Green SuppliersMonika HusarovaNo ratings yet
- Life Cycle Assessment (ISO 14040, ISO 14044)Document11 pagesLife Cycle Assessment (ISO 14040, ISO 14044)Takács ZsuzsannaNo ratings yet
- Sensitivity analysis supports LCA interpretation for electric waste recoveryDocument10 pagesSensitivity analysis supports LCA interpretation for electric waste recoveryesin miyavNo ratings yet
- Health Effect From Volatile Organic Compounds and Useful Tools For Future Prevention A ReviewDocument9 pagesHealth Effect From Volatile Organic Compounds and Useful Tools For Future Prevention A ReviewAnonymous FmXEu2cHxKNo ratings yet
- Accuracy of The Digital Workflow For Guided Insertion of Orthodontic Palatal Tads: A Step-By-Step 3D AnalysisDocument8 pagesAccuracy of The Digital Workflow For Guided Insertion of Orthodontic Palatal Tads: A Step-By-Step 3D AnalysisThibaut BossuytNo ratings yet
- International Journal of Production ResearchDocument17 pagesInternational Journal of Production ResearchbalakaleesNo ratings yet
- LCAof Sodium HydroxideDocument12 pagesLCAof Sodium HydroxideSrToshiNo ratings yet
- Towards A Plant-Wide Benchmark Simulation Model With Simultaneous Nitrogen and Phosphorus Removal Wastewater Treatment ProcessesDocument9 pagesTowards A Plant-Wide Benchmark Simulation Model With Simultaneous Nitrogen and Phosphorus Removal Wastewater Treatment ProcessesΓιαννης ΚαλογεροπουλοςNo ratings yet
- Advancing Sustainable Industrial PracticesDocument31 pagesAdvancing Sustainable Industrial PracticesAbu RayhanNo ratings yet
- Fuzzy Axiomatic Design approach selects best green supplierDocument15 pagesFuzzy Axiomatic Design approach selects best green supplierAzalia FaozanudinNo ratings yet
- Risk Evaluation of Green Components To Hazardous Substance Using FMEA and FAHPDocument6 pagesRisk Evaluation of Green Components To Hazardous Substance Using FMEA and FAHPArie PrasojoNo ratings yet
- Sensors: Low-Cost Air Quality Monitoring Tools: From Research To Practice (A Workshop Summary)Document20 pagesSensors: Low-Cost Air Quality Monitoring Tools: From Research To Practice (A Workshop Summary)SATRIONo ratings yet
- Industrial Waste Management With Application of RIAM Environmental Assessment: A Case Study On Toos Industrial State, MashhadDocument8 pagesIndustrial Waste Management With Application of RIAM Environmental Assessment: A Case Study On Toos Industrial State, MashhadAriel Dominguiano LustreNo ratings yet
- Servitization and Remote Monitoring Technology A Literature Review and Research AgendaDocument26 pagesServitization and Remote Monitoring Technology A Literature Review and Research AgendaMuhammad TaufiqueNo ratings yet
- Trends in Analytical Chemistry: Sergio Armenta, Salvador Garrigues, Miguel de La GuardiaDocument7 pagesTrends in Analytical Chemistry: Sergio Armenta, Salvador Garrigues, Miguel de La GuardiaMian KashifNo ratings yet
- Fluorescence-Based Biosensor For Monitoring of Environmental Pollutants From Concept To Field ApplicationDocument34 pagesFluorescence-Based Biosensor For Monitoring of Environmental Pollutants From Concept To Field ApplicationLidiane LimaNo ratings yet
- JRC116599 - Deliverable - b37 - Public - Version (ID 7366919)Document36 pagesJRC116599 - Deliverable - b37 - Public - Version (ID 7366919)Gabriel DiazNo ratings yet
- The FMEA-Risk Analysis of Oil and Gas Process Facilities WithDocument13 pagesThe FMEA-Risk Analysis of Oil and Gas Process Facilities WithAl FajrNo ratings yet
- Waste Elimination For Manufacturing SustainabilityDocument6 pagesWaste Elimination For Manufacturing SustainabilityPriyo DjatmikoNo ratings yet
- Imp 2Document19 pagesImp 2balakaleesNo ratings yet
- Evalution Tool (1) AmbientalDocument13 pagesEvalution Tool (1) AmbientalFrancia E. LópezNo ratings yet
- Radiotracers Industry Industrial Radiotracer Radiotracer Industrialized Radiotracers Radiotracer IndustryDocument10 pagesRadiotracers Industry Industrial Radiotracer Radiotracer Industrialized Radiotracers Radiotracer IndustryMuhammad FaizanNo ratings yet
- NDT and E International: Miguel Reseco Bato, Anis Hor, Aurelien Rautureau, Christian BesDocument13 pagesNDT and E International: Miguel Reseco Bato, Anis Hor, Aurelien Rautureau, Christian BesJORGE WILFREDO VERA ALVARADONo ratings yet
- Integrating ECQFD and LCA for Sustainable DesignDocument10 pagesIntegrating ECQFD and LCA for Sustainable DesignSachinNo ratings yet
- Dustiness of Industrial PowdersDocument12 pagesDustiness of Industrial Powderskaushik444No ratings yet
- Evaluating Surface Cleanliness Using A Risk-Based ApproachDocument16 pagesEvaluating Surface Cleanliness Using A Risk-Based Approachqac gmpNo ratings yet
- Selecting Appropriate Technology For VOCDocument11 pagesSelecting Appropriate Technology For VOCali abdulrahman al-ezziNo ratings yet
- Preventing Contamination: Aseptic Processing Risk FactorsDocument18 pagesPreventing Contamination: Aseptic Processing Risk FactorsHemant SankhalaNo ratings yet
- 1628083193Document12 pages1628083193Harold fotsingNo ratings yet
- Research Needs for ESH in Semiconductor ManufacturingDocument5 pagesResearch Needs for ESH in Semiconductor Manufacturingcaiwang649831No ratings yet
- Conventional Impression TechniqueDocument8 pagesConventional Impression Techniquejassi pwarkNo ratings yet
- Application of The Desirability Function For The Development of New Composite Eco-Efficiency Indicators For Concrete.Document13 pagesApplication of The Desirability Function For The Development of New Composite Eco-Efficiency Indicators For Concrete.Oscar Serrano GrechNo ratings yet
- Intensification of Sorption Processes: Active and Passive MechanismsFrom EverandIntensification of Sorption Processes: Active and Passive MechanismsNo ratings yet
- New sanitation techniques in the development cooperation: An economical reflectionFrom EverandNew sanitation techniques in the development cooperation: An economical reflectionNo ratings yet
- 3rd Harmonic Blocking Filter Electrical Code ComplianceDocument12 pages3rd Harmonic Blocking Filter Electrical Code ComplianceAshwin DuhonarrainNo ratings yet
- Installation Manual: Passive Harmonic FiltersDocument48 pagesInstallation Manual: Passive Harmonic FiltersassurendranNo ratings yet
- Filtering SolutionsDocument16 pagesFiltering SolutionsassurendranNo ratings yet
- j/til.: 3 JohnDocument19 pagesj/til.: 3 JohnFarhan FuadiNo ratings yet
- EMI Shielding Device PDFDocument7 pagesEMI Shielding Device PDFassurendranNo ratings yet
- ProductionDocument41 pagesProductionKingston RivingtonNo ratings yet
- EMI Conditions and TrendsDocument3 pagesEMI Conditions and TrendsassurendranNo ratings yet
- EMI Shielding - TheoryDocument8 pagesEMI Shielding - TheoryassurendranNo ratings yet
- Cal Test Equip Maint Purp PDFDocument11 pagesCal Test Equip Maint Purp PDFassurendranNo ratings yet
- Detection of EMI AttacksDocument14 pagesDetection of EMI AttacksassurendranNo ratings yet
- Guidelines Overall NDT Quality System Issue 1 080618 PDFDocument73 pagesGuidelines Overall NDT Quality System Issue 1 080618 PDFCepi Sindang KamulanNo ratings yet
- Remote Field Eddy Current Inspection of Unpiggable PipelinesDocument42 pagesRemote Field Eddy Current Inspection of Unpiggable PipelinesSamia AhmedNo ratings yet
- Non-Destructive Testing Methods As A Main Tool Supporting Effective Waste Management in Construction ProcessesDocument14 pagesNon-Destructive Testing Methods As A Main Tool Supporting Effective Waste Management in Construction ProcessesassurendranNo ratings yet
- TCB Role Measurement CalibarationDocument68 pagesTCB Role Measurement CalibarationRidhWanNo ratings yet
- NDT Reference Standards Manufacturing NDTDocument12 pagesNDT Reference Standards Manufacturing NDTassurendranNo ratings yet
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13100% (1)
- Risk Topic Instrument Calibration ZurichDocument6 pagesRisk Topic Instrument Calibration ZurichKj_bdNo ratings yet
- Cleansweep 10A EMI FilterDocument2 pagesCleansweep 10A EMI FilterassurendranNo ratings yet
- NDT 003 - 29 Apr 2014Document14 pagesNDT 003 - 29 Apr 2014JeganeswaranNo ratings yet
- Nabl 108Document24 pagesNabl 108Gautam Gupta100% (1)
- Examination 1: TR P (L CR) CRDocument2 pagesExamination 1: TR P (L CR) CRassurendranNo ratings yet
- Remote Field Eddy Current Technique For In-Service Inspection of Ferromagnetic TubesDocument2 pagesRemote Field Eddy Current Technique For In-Service Inspection of Ferromagnetic TubesassurendranNo ratings yet
- Generaltec Power-Line en PDFDocument17 pagesGeneraltec Power-Line en PDFluiz pauloNo ratings yet
- CandiDocument15 pagesCanditetrixNo ratings yet
- Shell ExDocument1 pageShell ExassurendranNo ratings yet
- Eddy VisionDocument4 pagesEddy VisionassurendranNo ratings yet
- Troubleshooting Aladdin HASP Key ProblemsDocument8 pagesTroubleshooting Aladdin HASP Key ProblemsyuwengNo ratings yet
- Examination 1: TR PD CRDocument2 pagesExamination 1: TR PD CRassurendranNo ratings yet
- Blasting Cap Data SheetDocument1 pageBlasting Cap Data SheetSukhman GillNo ratings yet
- Safety Data Sheet: Hempathane Topcoat 55219Document11 pagesSafety Data Sheet: Hempathane Topcoat 55219R irawanNo ratings yet
- 105mm DCIPM PDFDocument17 pages105mm DCIPM PDFyybit100% (1)
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument15 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakinglxd.hepNo ratings yet
- MFG Internship Report on Field Gun FactoryDocument31 pagesMFG Internship Report on Field Gun FactorySushilNo ratings yet
- Misfired Charges CAGC Best Practices GuideDocument33 pagesMisfired Charges CAGC Best Practices Guidehajemi100% (1)
- Sds 9001 - Riodin He - Riodin Xe - (En)Document11 pagesSds 9001 - Riodin He - Riodin Xe - (En)Disc11No ratings yet
- Technical Data Sheet (TDS) PDFDocument3 pagesTechnical Data Sheet (TDS) PDFSabuj SaikiaNo ratings yet
- 2016.LH Group Quality Assurance Fuel Manual Ver 13Document57 pages2016.LH Group Quality Assurance Fuel Manual Ver 13Tirumal Rao KorlapatiNo ratings yet
- Training Report RajharaDocument31 pagesTraining Report RajharaJay PrakashNo ratings yet
- Nilfix - SC3000Document130 pagesNilfix - SC3000Adıl SurekNo ratings yet
- 1701000riogel Xe00Document2 pages1701000riogel Xe00FrancoNicolásQuintana100% (1)
- Continuous Emission Monitoring System PDFDocument47 pagesContinuous Emission Monitoring System PDFnicoandayNo ratings yet
- QS-H150 UkDocument2 pagesQS-H150 UkzakirNo ratings yet
- HDS - Nu-Clear Threading Oil - US - 04.23Document36 pagesHDS - Nu-Clear Threading Oil - US - 04.23Deya ValeroNo ratings yet
- Living Near a Quarry - Blasting ManagementDocument2 pagesLiving Near a Quarry - Blasting ManagementNur AisyahNo ratings yet
- Sales Catalogue: Turbo-Dryer®Document31 pagesSales Catalogue: Turbo-Dryer®thomas_v501925No ratings yet
- Formulae For Ammunition Management (2015)Document25 pagesFormulae For Ammunition Management (2015)nguyenhNo ratings yet
- Guardsman FM AW Hydraulic ISO 100Document9 pagesGuardsman FM AW Hydraulic ISO 100Agenk VambudyNo ratings yet
- FDGFDDocument139 pagesFDGFDTHE DESIGN GROUPNo ratings yet
- MezznineDocument252 pagesMezznineAvinash ShettyNo ratings yet
- Numerical Prediction of Concrete Slab Response To Blast LoadingDocument15 pagesNumerical Prediction of Concrete Slab Response To Blast LoadingOmer PolatNo ratings yet
- Fire Hazards & TerminologyDocument8 pagesFire Hazards & TerminologyJoshua D None-NoneNo ratings yet
- Quantity DistanceDocument4 pagesQuantity DistanceJun KhoNo ratings yet
- Surface DrillingDocument152 pagesSurface DrillingGilberto Allesina50% (2)
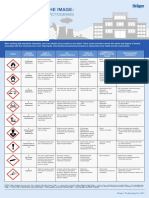
- Breaking Down The Image:: Understanding CLP PictogramsDocument1 pageBreaking Down The Image:: Understanding CLP PictogramsМарко ИвановићNo ratings yet