You might also like
- Basic Well Cementing AAI Template FinalDocument38 pagesBasic Well Cementing AAI Template FinalAndhy Arya EkaputraNo ratings yet
- Telestack LimitedDocument50 pagesTelestack LimitedCarlos Soler100% (1)
- Aci 207.4R-5Document19 pagesAci 207.4R-5Orlando Manriquez LNo ratings yet
- Aci sp-221-2004Document978 pagesAci sp-221-2004Abigael Valles RamirezNo ratings yet
- Week 44 Weekly ScheduleDocument4 pagesWeek 44 Weekly ScheduleAaron HortonNo ratings yet
- Choosing A Line Size and Wall ThicknessDocument29 pagesChoosing A Line Size and Wall ThicknessAndhy Arya EkaputraNo ratings yet
- ACC CementsDocument65 pagesACC CementsVineet Ganvi100% (1)
- DESIGN SEPARATOR 3 FASADocument14 pagesDESIGN SEPARATOR 3 FASAAndhy Arya EkaputraNo ratings yet
- DESIGN SEPARATOR 3 FASADocument14 pagesDESIGN SEPARATOR 3 FASAAndhy Arya EkaputraNo ratings yet
- Mestrovic-Rpc MaterialDocument8 pagesMestrovic-Rpc MaterialB.R. MallurNo ratings yet
- 1-s2.0-S0008884616311164-Zemei Wu Quadratic Model 2016Document27 pages1-s2.0-S0008884616311164-Zemei Wu Quadratic Model 2016Mmm HhhhNo ratings yet
- El Cajón Concrete Face Rockfill Dam Design and Construction - 27-07-09Document9 pagesEl Cajón Concrete Face Rockfill Dam Design and Construction - 27-07-09Carlos Augusto Sánchez RondónNo ratings yet
- Boger 50c Rheometer JRheol PDFDocument11 pagesBoger 50c Rheometer JRheol PDFrey740No ratings yet
- QING Et Al (2006) - A Comparative Study of The Pozzolanic Activity Between Nano-siO2 and Silica FumeDocument5 pagesQING Et Al (2006) - A Comparative Study of The Pozzolanic Activity Between Nano-siO2 and Silica FumeFelipe PereiraNo ratings yet
- Accelerated Corrosion Test in Mortars of Plastic Consistency With Replacement of Rice Husk Ash and Nano-SioDocument14 pagesAccelerated Corrosion Test in Mortars of Plastic Consistency With Replacement of Rice Husk Ash and Nano-SioAmeya MungaleNo ratings yet
- Comparison of Ballistic Perforation Performance for 48 MPa and 140 MPa Concrete SlabsDocument7 pagesComparison of Ballistic Perforation Performance for 48 MPa and 140 MPa Concrete SlabsABINAS NAYAKNo ratings yet
- Catalysts 12 01191 v2 4 7Document4 pagesCatalysts 12 01191 v2 4 7galin8575No ratings yet
- Mechanical Properties of Cement Mortar With Al O NanoparticlesDocument4 pagesMechanical Properties of Cement Mortar With Al O NanoparticlesSridhar DineshNo ratings yet
- Power 1941Document16 pagesPower 1941SyafiqNo ratings yet
- A Study of How The Engobe Responds During The Glazing ProcessDocument18 pagesA Study of How The Engobe Responds During The Glazing ProcessEren TüreNo ratings yet
- Mems Based Gas SensorDocument37 pagesMems Based Gas SensorHarishVenkatesanNo ratings yet
- Synthesis and Characterization of Al-Al2O3and Al (Al2O3-Zro2) بحث رقم 8Document10 pagesSynthesis and Characterization of Al-Al2O3and Al (Al2O3-Zro2) بحث رقم 8Gomma AbdallaNo ratings yet
- Efeitos Da Nanossílica No Desempenho Mecânico e Microestrutura de Concretos de Ultra-Alta ResistênciaDocument8 pagesEfeitos Da Nanossílica No Desempenho Mecânico e Microestrutura de Concretos de Ultra-Alta ResistênciaBader AlSaifNo ratings yet
- Filtrate, Re Idue,: Determining The Zinc Coating Weight On SteelDocument2 pagesFiltrate, Re Idue,: Determining The Zinc Coating Weight On SteelSrikanth SrikantiNo ratings yet
- Research ArticleDocument9 pagesResearch ArticleAmine RezaeiNo ratings yet
- Direct-Tensile Stress and Strain of A Cement-Stabilized SoilDocument6 pagesDirect-Tensile Stress and Strain of A Cement-Stabilized Soilgodfrey kiyinjaNo ratings yet
- A Study On Properties of Recycled Coarse Aggregate and It's ConcreteDocument11 pagesA Study On Properties of Recycled Coarse Aggregate and It's ConcreteJenish PatelNo ratings yet
- Manuscript ZnODocument22 pagesManuscript ZnOMARIA JOSE MORAIS ABRANTES FERREIRANo ratings yet
- Report PDFDocument42 pagesReport PDFOstk BiboNo ratings yet
- International Society For Soil Mechanics and Geotechnical EngineeringDocument9 pagesInternational Society For Soil Mechanics and Geotechnical EngineeringMARCOS ABRAHAM ALEJANDRO BALDOCEDA HUAYASNo ratings yet
- Mineral Beneficiation: Pamphlet 84 APRIL, 1949Document16 pagesMineral Beneficiation: Pamphlet 84 APRIL, 1949Russell HartillNo ratings yet
- Efeitos Do Acido Cloridrico em Argamassas de CimentoDocument12 pagesEfeitos Do Acido Cloridrico em Argamassas de Cimentorogerio rosaNo ratings yet
- Identification Study and Mechanical Characterization Clay Stabilized by GumarabicseyalDocument9 pagesIdentification Study and Mechanical Characterization Clay Stabilized by GumarabicseyalIJAR JOURNALNo ratings yet
- Seminar On Durability and Lifecycle Evaluation of Concrete Structures-2006Document9 pagesSeminar On Durability and Lifecycle Evaluation of Concrete Structures-2006AsanNo ratings yet
- Use of Ultra and Nanofiltration Ceramic Membranes For Desalination 2004 DesalinationDocument7 pagesUse of Ultra and Nanofiltration Ceramic Membranes For Desalination 2004 DesalinationIzzatIqbalNo ratings yet
- Investigation The Calcite HydrophobisationDocument10 pagesInvestigation The Calcite HydrophobisationDaniel L. FrandsenNo ratings yet
- 2014 Dudášová, D., Sjöblom, J., Øye, G., 2014. Characterization and Suspension Stability of Particles Recovered From Offshore Produced Water.Document6 pages2014 Dudášová, D., Sjöblom, J., Øye, G., 2014. Characterization and Suspension Stability of Particles Recovered From Offshore Produced Water.10_DAVID_10No ratings yet
- Research Article: The Improved Photocatalytic Properties of Methylene Blue For V O /Cnt/Tio Composite Under Visible LightDocument5 pagesResearch Article: The Improved Photocatalytic Properties of Methylene Blue For V O /Cnt/Tio Composite Under Visible LightguleruyarNo ratings yet
- Oxygen Transfer and Aeration EfficiencyDocument6 pagesOxygen Transfer and Aeration EfficiencycarlosNo ratings yet
- 10.1007@s40034 019 00143 3Document8 pages10.1007@s40034 019 00143 3fidan muradovaNo ratings yet
- Effects of Particle SizeDocument3 pagesEffects of Particle Sizeraj1090No ratings yet
- Post-Tensioned SFRC Beams: Marco Di Prisco (1) and Daniele DozioDocument10 pagesPost-Tensioned SFRC Beams: Marco Di Prisco (1) and Daniele DozioRevaNo ratings yet
- Ag-functionalized WO3 nanorods for dye removalDocument6 pagesAg-functionalized WO3 nanorods for dye removalNguyen Cong TuNo ratings yet
- Mestrovic RPC MaterialDocument8 pagesMestrovic RPC Materialriski.230110019No ratings yet
- 510-JMES-3893-Mestari cU-bENTONITEDocument8 pages510-JMES-3893-Mestari cU-bENTONITESarkuvi ProdNo ratings yet
- Liu 2013Document7 pagesLiu 2013AlexanderNo ratings yet
- Roject Eport: A (: 15 M, 50 M 100 M : 10 NM, 50 NM 100 NM) M - R, M - XRD, Sa-XpsDocument16 pagesRoject Eport: A (: 15 M, 50 M 100 M : 10 NM, 50 NM 100 NM) M - R, M - XRD, Sa-XpsArnab KarNo ratings yet
- Wieringa, H (Ed), Experimental Stress Analysis. Martinus Nijhoff Publishers, DordrechtDocument2 pagesWieringa, H (Ed), Experimental Stress Analysis. Martinus Nijhoff Publishers, DordrechtteshagerNo ratings yet
- Domingo2009 PDFDocument14 pagesDomingo2009 PDFMoiz HashmiNo ratings yet
- Carbon NanotubesDocument11 pagesCarbon NanotubesMaria Cristina Rivero OlarteNo ratings yet
- Catalytic Applications of Zinc Oxide NanoparticlesDocument130 pagesCatalytic Applications of Zinc Oxide NanoparticlesalyaaNo ratings yet
- HA-nano RodDocument6 pagesHA-nano RodKien Pham TNo ratings yet
- CDC 10115 DS1Document13 pagesCDC 10115 DS1FernandoNo ratings yet
- 2015 Adsorption Behavior of Cellulose and Its Derivatives Toward Ag (I) inDocument11 pages2015 Adsorption Behavior of Cellulose and Its Derivatives Toward Ag (I) inMario DzulNo ratings yet
- Correlation Between Compressive Strengths and Water Absorption of Fly Ash Cement Mortar Immersed in WaterDocument12 pagesCorrelation Between Compressive Strengths and Water Absorption of Fly Ash Cement Mortar Immersed in WaterSagar MahatNo ratings yet
- Bonding of Untreated Cellulose Fibers To Natural RubberDocument10 pagesBonding of Untreated Cellulose Fibers To Natural RubberAkash YadavNo ratings yet
- Effect of Aggregate Mineralogy On Permanent DeformationDocument9 pagesEffect of Aggregate Mineralogy On Permanent DeformationNabanita RoyNo ratings yet
- Polymers: Fabrication and Characterization of Aluminum Nanoparticle-Reinforced CompositesDocument10 pagesPolymers: Fabrication and Characterization of Aluminum Nanoparticle-Reinforced CompositesTRNADEWNo ratings yet
- 1 Ammonia Aop TiO2Document6 pages1 Ammonia Aop TiO2achmadinNo ratings yet
- 03 CORROSION AND SURFACE 2 SSSM - Proceedings08 - EN 4 PDFDocument64 pages03 CORROSION AND SURFACE 2 SSSM - Proceedings08 - EN 4 PDFAyhan AkyüzNo ratings yet
- Nanomaterials 2380555 SupplementaryDocument16 pagesNanomaterials 2380555 Supplementarysaeed.mokhberi1No ratings yet
- Determination by Nanoindentation of Elastic Modulus and Hardness of Pure Constituents of Portland Cement ClinkerDocument7 pagesDetermination by Nanoindentation of Elastic Modulus and Hardness of Pure Constituents of Portland Cement ClinkerAdelin CorodescuNo ratings yet
- RheologyDocument10 pagesRheologyTaha ShalabiNo ratings yet
- Art ChispaDocument11 pagesArt ChispaXiomara JorgaNo ratings yet
- Properties of DiamondDocument13 pagesProperties of DiamondpriyaNo ratings yet
- Determining The Poisson's Ratio of Thin ®LM Materials Using Resonant MethodDocument7 pagesDetermining The Poisson's Ratio of Thin ®LM Materials Using Resonant Methodxulub1No ratings yet
- Classification Final ReportDocument17 pagesClassification Final ReportTivani RindelaniNo ratings yet
- Analysis of Electrical Properties of Silver Doped Cadmium Sulphide Nanocrystallites by Impedance Spectroscopy MethodDocument4 pagesAnalysis of Electrical Properties of Silver Doped Cadmium Sulphide Nanocrystallites by Impedance Spectroscopy MethodSivanand RNo ratings yet
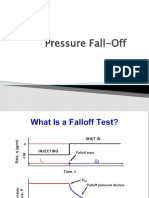
- Fall Off-Part 1 2012Document150 pagesFall Off-Part 1 2012Andhy Arya EkaputraNo ratings yet
- Surface Facilities & Transportation: Andhy Arya EkaputraDocument15 pagesSurface Facilities & Transportation: Andhy Arya EkaputraAndhy Arya EkaputraNo ratings yet
- Drawdown QuizDocument2 pagesDrawdown QuizAndhy Arya EkaputraNo ratings yet
- Surface Facilities & Transportation: Andhy Arya EkaputraDocument15 pagesSurface Facilities & Transportation: Andhy Arya EkaputraAndhy Arya EkaputraNo ratings yet
- Modeling Calcite DepositionDocument8 pagesModeling Calcite DepositionAndhy Arya EkaputraNo ratings yet
- Azgar 2Document7 pagesAzgar 2Andhy Arya EkaputraNo ratings yet
- Stipendium Hungaricum Programme Operational Regulations: 4 April, 2018Document31 pagesStipendium Hungaricum Programme Operational Regulations: 4 April, 2018Mariam ElmoazenNo ratings yet
- Modeling of Production/Reinjection Behavior of The Kizildere Geothermal Field by A Two-Layer Geothermal Reservoir Lumped-Parameter ModelDocument7 pagesModeling of Production/Reinjection Behavior of The Kizildere Geothermal Field by A Two-Layer Geothermal Reservoir Lumped-Parameter ModelAndhy Arya EkaputraNo ratings yet
- Personal Information: ENDONEZYA / DOKTORA / 2017604792Document8 pagesPersonal Information: ENDONEZYA / DOKTORA / 2017604792Andhy Arya EkaputraNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument9 pagesRenewable and Sustainable Energy Reviewsanindya afridelinaNo ratings yet
- Application Form 2018-2019Document14 pagesApplication Form 2018-2019Andhy Arya EkaputraNo ratings yet
- Turkey's Geothermal Potential On EGS - Enhanced Geothermal SystemDocument4 pagesTurkey's Geothermal Potential On EGS - Enhanced Geothermal SystemAndhy Arya EkaputraNo ratings yet
- Sidsel Marie NielsenDocument146 pagesSidsel Marie NielsenAndhy Arya EkaputraNo ratings yet
- Geochemistry of deep reservoir wells in Kizildere geothermal fieldDocument4 pagesGeochemistry of deep reservoir wells in Kizildere geothermal fieldAndhy Arya EkaputraNo ratings yet
- Modeling Calcite DepositionDocument8 pagesModeling Calcite DepositionAndhy Arya EkaputraNo ratings yet
- UTPCGS001-A1 - (White) GRADUATE RESEARCH ASSISTANT (GRA) REQUISITION ...Document3 pagesUTPCGS001-A1 - (White) GRADUATE RESEARCH ASSISTANT (GRA) REQUISITION ...Ain AdibahNo ratings yet
- 26047Document13 pages26047kurniadieNo ratings yet
- Graduate Research Assistant (Gra) Extension Form: September 2019Document3 pagesGraduate Research Assistant (Gra) Extension Form: September 2019Andhy Arya EkaputraNo ratings yet
- 2019-2020 Program Guide PDFDocument142 pages2019-2020 Program Guide PDFAndhy Arya EkaputraNo ratings yet
- Hydration of Sodium Phosphate-Modified High Alumina Cement: Weiping Ma and Paul W. BrownDocument7 pagesHydration of Sodium Phosphate-Modified High Alumina Cement: Weiping Ma and Paul W. BrownAndhy Arya EkaputraNo ratings yet
- Generasi 90an by Marchella FP PDFDocument76 pagesGenerasi 90an by Marchella FP PDFAndhy Arya EkaputraNo ratings yet
- Numerical Modelling of Sulfuric Acid Attack On OPC and CAC MaterialsDocument12 pagesNumerical Modelling of Sulfuric Acid Attack On OPC and CAC MaterialsAndhy Arya EkaputraNo ratings yet
- GRA - Appeal For Reinstatment FormDocument4 pagesGRA - Appeal For Reinstatment FormAndhy Arya EkaputraNo ratings yet
- Research Article: Development of Strength For Calcium Aluminate Cement Mortars Blended With GGBSDocument13 pagesResearch Article: Development of Strength For Calcium Aluminate Cement Mortars Blended With GGBSAndhy Arya EkaputraNo ratings yet
- Gu2018 PHD PDFDocument129 pagesGu2018 PHD PDFAndhy Arya EkaputraNo ratings yet
- Sirocco Am HR SPDocument3 pagesSirocco Am HR SPThati MotlhagodiNo ratings yet
- Concrete Composition and PropertiesDocument26 pagesConcrete Composition and PropertiesDhruvin KagdiNo ratings yet
- Civil Engineering Model Exam: (Level-04 and Level-05)Document3 pagesCivil Engineering Model Exam: (Level-04 and Level-05)Bhuwan JoshiNo ratings yet
- Progressive House Por Carolina Tinoco / Punta de Mata, Monagas. Venezuela.Document4 pagesProgressive House Por Carolina Tinoco / Punta de Mata, Monagas. Venezuela.ProdavinciNo ratings yet
- For Bharat Petroleum Corporation Ltd. Vendor Sign & Stamp Page 1 of 7Document10 pagesFor Bharat Petroleum Corporation Ltd. Vendor Sign & Stamp Page 1 of 7Umesh SharmaNo ratings yet
- Government of Telangana Government of Telangana Government of TelanganaDocument524 pagesGovernment of Telangana Government of Telangana Government of Telanganafarhan sdNo ratings yet
- Citric Acid: Product Data Sheet (PDS)Document1 pageCitric Acid: Product Data Sheet (PDS)Mannar1No ratings yet
- Fly AshDocument10 pagesFly AshFAAI8007MUHAMAD ZUHAIRI SULAIMANNo ratings yet
- Visweep DM Is - Sanjel EnergyDocument4 pagesVisweep DM Is - Sanjel EnergyAdnanNo ratings yet
- Random Rubble Stone Foundation in Cement MortarDocument4 pagesRandom Rubble Stone Foundation in Cement Mortarp kishorNo ratings yet
- ASTM C1240 Silica Fume in Cementitious MixtureDocument7 pagesASTM C1240 Silica Fume in Cementitious MixtureGaneshNo ratings yet
- Sikatop 77d Pds enDocument2 pagesSikatop 77d Pds enTran Tien DungNo ratings yet
- The CO Uptake of Concrete in A 100 Year Perspective: Claus Pade, Maria GuimaraesDocument9 pagesThe CO Uptake of Concrete in A 100 Year Perspective: Claus Pade, Maria Guimaraesrola atefNo ratings yet
- Cogon Fiber in Earth Brick As A Sustainable Building Material - ReportDocument74 pagesCogon Fiber in Earth Brick As A Sustainable Building Material - ReportLEKI DORJINo ratings yet
- Stabilization of Alluvial Soil For Subgrade Using Rice Husk AshDocument9 pagesStabilization of Alluvial Soil For Subgrade Using Rice Husk AshLeonel Cotes de la HozNo ratings yet
- Volume-Ii: Ahmadabad Urban Development AuthorityDocument48 pagesVolume-Ii: Ahmadabad Urban Development AuthorityKamlesh SheladiyaNo ratings yet
- Practical Questionall About ConcreteDocument18 pagesPractical Questionall About ConcreteSher John TombocNo ratings yet
- Black 2Document14 pagesBlack 2KashyapNo ratings yet
- Internship Report Mahar HasnainDocument73 pagesInternship Report Mahar Hasnainabd ur rehman adiNo ratings yet
- BMC Lab ManualDocument112 pagesBMC Lab ManualUaj AvhaNo ratings yet
- Anchors Testing TR 048 Details of Tests For Post Installed Fasteners in Concrete 2016Document27 pagesAnchors Testing TR 048 Details of Tests For Post Installed Fasteners in Concrete 2016coolkaisyNo ratings yet
- Bill of Materials CompleteDocument3 pagesBill of Materials CompletereynoldNo ratings yet
- Concrete Handout PDFDocument8 pagesConcrete Handout PDFJomarie100% (1)
- Dipping TanksDocument8 pagesDipping TanksSaid Ahmed SalemNo ratings yet
- VINNAPAS 537 ED en 2022.06.21 v2Document4 pagesVINNAPAS 537 ED en 2022.06.21 v2TagmoutiNo ratings yet