You might also like
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNo ratings yet
- A Study On Welding Defects of Pressure VesselDocument24 pagesA Study On Welding Defects of Pressure Vesseladamahmad1992100% (1)
- Pressure Vessel InspectorsDocument2 pagesPressure Vessel InspectorsRafeek ShaikhNo ratings yet
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- Critical Equipment Fabrication GuideDocument103 pagesCritical Equipment Fabrication Guidemayank pandyaNo ratings yet
- Shell RollinggDocument26 pagesShell RollinggwenigmaNo ratings yet
- Welding and Inspection ExpertiseDocument6 pagesWelding and Inspection ExpertiseFirozeNo ratings yet
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- Lean Manufacturing TermsDocument3 pagesLean Manufacturing Termsjohnthep2009No ratings yet
- S No. Description Quantity: Comparision of RatesDocument4 pagesS No. Description Quantity: Comparision of Ratesk.sankaranandNo ratings yet
- API 510 Data Sheet Study GuideDocument1 pageAPI 510 Data Sheet Study Guideads_1203No ratings yet
- 1 SS PP 005Document18 pages1 SS PP 005sanketNo ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- TGX TEchnical ReportDocument2 pagesTGX TEchnical ReportSankar KrishnanNo ratings yet
- API 653 PREPARATION/ REPONSES N°06 close bookDocument3 pagesAPI 653 PREPARATION/ REPONSES N°06 close bookkorichiNo ratings yet
- Job Description NDTDocument4 pagesJob Description NDTNDTInstructorNo ratings yet
- 1 API 653 Memories Sept 2012Document20 pages1 API 653 Memories Sept 2012majid100% (1)
- PC 2569 Apcomin Industrial Rozc PrimerDocument3 pagesPC 2569 Apcomin Industrial Rozc PrimerAshishKumar RavalNo ratings yet
- Investmech - Structural Integrity (ASME VIII - Part UG - Rules For The Design of Pressure Vessels) R0.0Document33 pagesInvestmech - Structural Integrity (ASME VIII - Part UG - Rules For The Design of Pressure Vessels) R0.0CAC-39.01No ratings yet
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument76 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsgopidhanNo ratings yet
- Basics of Pressure Vessel FabricationDocument50 pagesBasics of Pressure Vessel Fabricationavik100% (1)
- Eco Solutions - Saving Resources, Creating ValueDocument17 pagesEco Solutions - Saving Resources, Creating ValueChayon MondalNo ratings yet
- WPQDocument3 pagesWPQmoonstar_dmeNo ratings yet
- PWHTDocument57 pagesPWHTssNo ratings yet
- Code & Standard For ASME U & Stamp.Document21 pagesCode & Standard For ASME U & Stamp.Md Anamul HoqueNo ratings yet
- ASMEDocument27 pagesASMERoy DreinaNo ratings yet
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNo ratings yet
- Interview Ques & Ans - KNPCDocument8 pagesInterview Ques & Ans - KNPCStephen RajNo ratings yet
- Annealing (metallurgy) - Heat treatment softens metalsDocument4 pagesAnnealing (metallurgy) - Heat treatment softens metalsStephen MontelepreNo ratings yet
- A234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFDocument9 pagesA234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFRony YudaNo ratings yet
- Pressure Vessel Dimension InspectionDocument2 pagesPressure Vessel Dimension InspectionNorman MoralesNo ratings yet
- Case Study - 7: Numerical in API 510 CodeDocument4 pagesCase Study - 7: Numerical in API 510 CodeVishal BailurNo ratings yet
- WPS, PQR, WPQDocument2 pagesWPS, PQR, WPQESL100% (1)
- API 653 PC 07jan08 PTR 4Document3 pagesAPI 653 PC 07jan08 PTR 4Mohammed ShakilNo ratings yet
- Codes and Standards: ASME B31 Piping CodesDocument44 pagesCodes and Standards: ASME B31 Piping CodesMuthukumar ThangaiahNo ratings yet
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- QC Weld PDFDocument13 pagesQC Weld PDFSATHAM HUSSAINNo ratings yet
- Inspection and Test Plan For Pressure Vessel - Important PointsDocument21 pagesInspection and Test Plan For Pressure Vessel - Important PointsNorman MoralesNo ratings yet
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- Fabrication of Components at Dillinger Huette Heavy FabricationDocument82 pagesFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenNo ratings yet
- Astm A 234 A234m-15Document9 pagesAstm A 234 A234m-15Mohammed AliNo ratings yet
- B 31.3Document3 pagesB 31.3MohammedBujairNo ratings yet
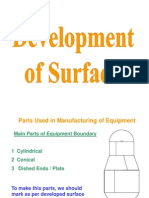
- Devlopment of SurfacesDocument17 pagesDevlopment of SurfacesBalajee Mech100% (5)
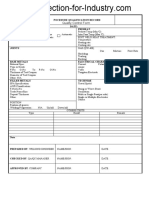
- Procedure Qualification ReportDocument5 pagesProcedure Qualification ReportDieu TranNo ratings yet
- Documents Covering Welding Inspection and QualificationDocument28 pagesDocuments Covering Welding Inspection and QualificationMohamed El SayadNo ratings yet
- Ix+ 3. (WPQ) Welding Performance QualificationsDocument7 pagesIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUNo ratings yet
- Industrial Plant Inspection GuideDocument5 pagesIndustrial Plant Inspection GuideMohamedNo ratings yet
- 8 WeldingDocument43 pages8 WeldingLopez BetoNo ratings yet
- MS For Heat ExchangersDocument6 pagesMS For Heat ExchangersravikumarNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- Visual Witness Weld Included Angle and Adjacent Surface: Long Seam Setup WitnessDocument4 pagesVisual Witness Weld Included Angle and Adjacent Surface: Long Seam Setup WitnessAlesol EquipmentNo ratings yet
- Long Seam and Circumference Seam SetupDocument4 pagesLong Seam and Circumference Seam Setuppriti kumariNo ratings yet
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Welding DocumentDocument128 pagesWelding DocumentVishal SharmaNo ratings yet
- Welding InspectionDocument132 pagesWelding InspectionEnrique TaviraNo ratings yet
- Welding Inspection CSWIP (ANSWER)Document131 pagesWelding Inspection CSWIP (ANSWER)Manoj PaudelNo ratings yet
- Manufacturing Inspection Test Plan: 1. Fabrication & Pre RequisitesDocument1 pageManufacturing Inspection Test Plan: 1. Fabrication & Pre RequisitesAlesol EquipmentNo ratings yet
- Reinforcing Pad TestDocument1 pageReinforcing Pad TestAlesol EquipmentNo ratings yet
- Quality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatDocument3 pagesQuality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatAlesol EquipmentNo ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSAlesol EquipmentNo ratings yet
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- Quality Control Form: N/A UP Hill Down HillDocument2 pagesQuality Control Form: N/A UP Hill Down HillAlesol EquipmentNo ratings yet
- Visual Witness Weld Included Angle and Adjacent Surface: Long Seam Setup WitnessDocument4 pagesVisual Witness Weld Included Angle and Adjacent Surface: Long Seam Setup WitnessAlesol EquipmentNo ratings yet
- Quality Control Form: N/A UP Hill Down HillDocument2 pagesQuality Control Form: N/A UP Hill Down HillAlesol EquipmentNo ratings yet
- Quality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatDocument3 pagesQuality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatAlesol EquipmentNo ratings yet
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- Quality Control Form: N/A UP Hill Down HillDocument2 pagesQuality Control Form: N/A UP Hill Down HillAlesol EquipmentNo ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSAlesol EquipmentNo ratings yet
- Quality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatDocument3 pagesQuality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatAlesol EquipmentNo ratings yet
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- Quality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatDocument3 pagesQuality Control Form: Pocedure Qualification Record Wps No: Date: PQR No: PreheatAlesol EquipmentNo ratings yet
- Mixed Twnses English CourseDocument2 pagesMixed Twnses English CourseMorrieNo ratings yet
- Pisces Kissing Style: Slow KisserDocument2 pagesPisces Kissing Style: Slow Kisserfadila batoulNo ratings yet
- Technical Due Diligence ReportDocument30 pagesTechnical Due Diligence Reportarpondev100% (2)
- Presentación Copy Milled PDFDocument36 pagesPresentación Copy Milled PDFOSKAR EDUARDO ORTIZ CEDEÑONo ratings yet
- Sample College Admissions EssaysDocument5 pagesSample College Admissions EssaysCastor100% (1)
- Mother (Mirra Alfassa) by Georges Van VrekhemDocument312 pagesMother (Mirra Alfassa) by Georges Van VrekhemChanterelle Vasto100% (2)
- Essay 4 MUSLIMDocument42 pagesEssay 4 MUSLIMRohanaMSNo ratings yet
- Elante Mall Chandigarh: Efforts By: Harshita Singh Amity School of Architecture & PlanningDocument11 pagesElante Mall Chandigarh: Efforts By: Harshita Singh Amity School of Architecture & PlanningShaima NomanNo ratings yet
- Backpack Starter - Achievement Test - Unit 4Document4 pagesBackpack Starter - Achievement Test - Unit 4zelindaaNo ratings yet
- EM Waves PolarizationDocument46 pagesEM Waves PolarizationAnik MondalNo ratings yet
- Correction of TimeDocument17 pagesCorrection of TimeBrian TurnerNo ratings yet
- Project Space Essay-Final Draft-2Document5 pagesProject Space Essay-Final Draft-2api-459043134No ratings yet
- Film Analysis Glas by Bert Haanstra: Hrithik Ameet Surana 1810110081Document3 pagesFilm Analysis Glas by Bert Haanstra: Hrithik Ameet Surana 1810110081hrithikNo ratings yet
- Home alone 4 - The kids look youngerDocument1 pageHome alone 4 - The kids look youngerJet boyNo ratings yet
- Department of Education: District of San JoseDocument2 pagesDepartment of Education: District of San JoseJohnRudolfLoriaNo ratings yet
- Ballroom Dance NotesDocument12 pagesBallroom Dance Notesmaelin dagohoyNo ratings yet
- Sanskrit 101B Spring 2021 Class PracticeDocument2 pagesSanskrit 101B Spring 2021 Class PracticeGopal DasaNo ratings yet
- Eucharist PDFDocument2 pagesEucharist PDFMarkNo ratings yet
- Patronage Issues at KarlaDocument44 pagesPatronage Issues at KarlaDh huNo ratings yet
- Prime Time 2 Mod 1 TestDocument5 pagesPrime Time 2 Mod 1 TestErdem KekeçNo ratings yet
- GrammerDocument9 pagesGrammerParawgay DanarNo ratings yet
- The Princess BrideDocument31 pagesThe Princess BrideAlejandro Macia100% (2)
- Honey, I Got Shrunk and Ended Up With Zooey DeschanelDocument59 pagesHoney, I Got Shrunk and Ended Up With Zooey DeschanelJeff GrantNo ratings yet
- Gluck On The Reform of OperaDocument1 pageGluck On The Reform of Operahebrew4100% (1)
- What Are They Doing at The Lake Picture Description Exercises - 98791Document1 pageWhat Are They Doing at The Lake Picture Description Exercises - 98791Andreea ChelaruNo ratings yet
- Slavoj Zizek - Organs Without Bodies - Deleuze and Consequences - 1. The Reality of The VirtualDocument8 pagesSlavoj Zizek - Organs Without Bodies - Deleuze and Consequences - 1. The Reality of The VirtualChang Young KimNo ratings yet
- Verrier Elwin, Sarat Chandra Roy - The Agaria (1992, Oxford University Press, USA)Document383 pagesVerrier Elwin, Sarat Chandra Roy - The Agaria (1992, Oxford University Press, USA)ravibaswaniNo ratings yet
- Script Story of PaulDocument2 pagesScript Story of PaulMonica M Mercado100% (2)
- A Horse and Two GoatsDocument2 pagesA Horse and Two GoatsPriscilla TangNo ratings yet
- Message in A Bottle Lesson PlanDocument8 pagesMessage in A Bottle Lesson PlanKatalin VeresNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Stand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailFrom EverandStand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailRating: 3 out of 5 stars3/5 (3)