You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5808)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A78da-A3t 090217Document67 pagesA78da-A3t 090217sobapiNo ratings yet
- NMP12032019 PDFDocument14 pagesNMP12032019 PDFprasashivNo ratings yet
- Week 6 - Harmonic and Other SequenceDocument24 pagesWeek 6 - Harmonic and Other SequenceJeff LacasandileNo ratings yet
- Mendoza, Ceejay R. - Module 4 - LE 11Document4 pagesMendoza, Ceejay R. - Module 4 - LE 11Carmila kae RegalarioNo ratings yet
- Job Rotation - A Full Guide With 5 Examples - AIHRDocument17 pagesJob Rotation - A Full Guide With 5 Examples - AIHRluesbagoNo ratings yet
- Saej 1459Document6 pagesSaej 1459Nicole KeithNo ratings yet
- Jupiter 4th GradeDocument66 pagesJupiter 4th GradeSiri Juls100% (1)
- Image Fusion: An Overview: Zaid Omar Tania StathakiDocument5 pagesImage Fusion: An Overview: Zaid Omar Tania Stathakipraveenkumar smNo ratings yet
- The Doctrine of Logos Within Ibn Arabi Mystical PDocument25 pagesThe Doctrine of Logos Within Ibn Arabi Mystical PAndreaNo ratings yet
- Mad LabDocument29 pagesMad LabKavitha RajNo ratings yet
- Oxygen CylinderDocument23 pagesOxygen Cylinderpriyanka0% (1)
- Handout - TRAVERSE SURVEYINGDocument14 pagesHandout - TRAVERSE SURVEYINGCCCCCCCNo ratings yet
- 14 Case Studies Fall 2021Document19 pages14 Case Studies Fall 2021sgdrgsfNo ratings yet
- 1 Cumulative Frequency CurvesDocument19 pages1 Cumulative Frequency Curvespradyummmna9856No ratings yet
- 3.2 Thursday - 01 - 02 - 18. Dr. Herbert Musonga Monitoring and Oversight of Land Use Planning KIP2018Document33 pages3.2 Thursday - 01 - 02 - 18. Dr. Herbert Musonga Monitoring and Oversight of Land Use Planning KIP2018Trevor DanielsNo ratings yet
- Ml1000 Installation InstructionsDocument28 pagesMl1000 Installation InstructionsTirzo CurielNo ratings yet
- Life of RizalDocument2 pagesLife of RizalArian Keith AquinoNo ratings yet
- DLL - English 1 - Q3 - W5Document8 pagesDLL - English 1 - Q3 - W5Jhona MendozaNo ratings yet
- User ManualDocument4 pagesUser ManualVladimir M.No ratings yet
- PhotographyDocument3 pagesPhotographyJohn Matthew ContignoNo ratings yet
- JFo Section 6 QuizDocument5 pagesJFo Section 6 QuizHARSH CHAUHAN 20SCSE1010094No ratings yet
- Ami Aptio Afu User Guide NdaDocument32 pagesAmi Aptio Afu User Guide NdaMarcoNo ratings yet
- Human Modeling: CATIA V5 TrainingDocument78 pagesHuman Modeling: CATIA V5 TrainingLuis Angel GonzálezNo ratings yet
- 1.122. Development of Floor Design Response Spectra For Seismic Design of Floor-Supported Equipment or ComponentsDocument4 pages1.122. Development of Floor Design Response Spectra For Seismic Design of Floor-Supported Equipment or ComponentstsvNo ratings yet
- 9 Q1-EntrepDocument10 pages9 Q1-Entrepimong4577No ratings yet
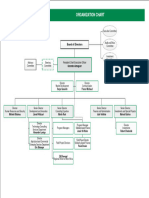
- Organization ChartDocument1 pageOrganization Chartm_azabNo ratings yet
- The Branches and Types of PhilosophyDocument9 pagesThe Branches and Types of Philosophyroy_dubouzetNo ratings yet
- Repairing Switching Power SupplyDocument16 pagesRepairing Switching Power SupplyAnonymous ulmnz5yT67% (3)
- The Teaching ProfessionDocument3 pagesThe Teaching ProfessionMichael V. MagallanoNo ratings yet
- Rfia Reading MaterialDocument30 pagesRfia Reading MaterialrajeshNo ratings yet