You might also like
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- R3 Reports: Fedcoin: A Central Bank-Issued CryptocurrencyDocument30 pagesR3 Reports: Fedcoin: A Central Bank-Issued CryptocurrencyFranco Emilio100% (1)
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Document14 pagesBolted Conn. With Hot-Dip Galv. Steel Memb.PaulNo ratings yet
- 04 Omg Company ProfileDocument2 pages04 Omg Company ProfileWael FathyNo ratings yet
- Elecon Cable Relling Drum Catalogue PDFDocument11 pagesElecon Cable Relling Drum Catalogue PDFKasyap RajNo ratings yet
- BS en 853-2015Document22 pagesBS en 853-2015Eduardo Antonio RossettiNo ratings yet
- 200mpg CarbDocument46 pages200mpg CarbJulio CabreraNo ratings yet
- Single Line Diagram SymbolsDocument40 pagesSingle Line Diagram SymbolsZaky DarmawanNo ratings yet
- Hot Finished SHS EN10210 - Overseas EditionDocument20 pagesHot Finished SHS EN10210 - Overseas Editiondhorgas1No ratings yet
- What Hifi August 2021Document126 pagesWhat Hifi August 2021polycom testNo ratings yet
- Telestack Titan Bulk Reception Feeders Brochure 2017Document16 pagesTelestack Titan Bulk Reception Feeders Brochure 2017Alok MehtaNo ratings yet
- BVAA Valve User Issue 22Document88 pagesBVAA Valve User Issue 22Mohamed SalemNo ratings yet
- Emc Systems Installations 2000 Part 1 EarthingDocument11 pagesEmc Systems Installations 2000 Part 1 EarthingFernando VidalNo ratings yet
- 138 LTM 1150-5.1 PN 138.00.e06.2004Document5 pages138 LTM 1150-5.1 PN 138.00.e06.2004dsn_sarmaNo ratings yet
- Operator'S Manual: 110 Series Leveling System HWH Lever-ControlledDocument15 pagesOperator'S Manual: 110 Series Leveling System HWH Lever-ControlledRussell ElrodNo ratings yet
- Ma BuildingDocument735 pagesMa Buildingmassdaly100% (1)
- SABS Idlers 2008 PDFDocument29 pagesSABS Idlers 2008 PDFJay Ryan SantosNo ratings yet
- LIFE OF BRGDocument11 pagesLIFE OF BRGmanimeczNo ratings yet
- Alloy Chain Sling Working Load LimitsDocument14 pagesAlloy Chain Sling Working Load LimitsjillianixNo ratings yet
- Turflow Heat Exchanger High Efficiency Heat Transfer Solution-Sales BrochureDocument8 pagesTurflow Heat Exchanger High Efficiency Heat Transfer Solution-Sales BrochurePablo Angel ToiaNo ratings yet
- Hardfacing Product CatalogDocument56 pagesHardfacing Product Catalogkaveh-bahiraeeNo ratings yet
- MSC 402Document13 pagesMSC 402Nego1975No ratings yet
- 21 Limits Fits and TolerancesDocument24 pages21 Limits Fits and TolerancesVijaya LakshmiNo ratings yet
- Gantrex Technical Bulletin 43Document2 pagesGantrex Technical Bulletin 43gechaves1No ratings yet
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- Chloride Stress Corrosion Cracking - SSINADocument4 pagesChloride Stress Corrosion Cracking - SSINADaniel WilliamsNo ratings yet
- Bearing Preload - What Is It and Why Is It Important - Engineering360Document5 pagesBearing Preload - What Is It and Why Is It Important - Engineering360Manoj LakraNo ratings yet
- What's New - PV Elite 2019Document10 pagesWhat's New - PV Elite 2019Vikas Patil YevleNo ratings yet
- Shaft Locking DeviceDocument24 pagesShaft Locking DevicechienhamthepNo ratings yet
- Falk Metric Key KeywayDocument2 pagesFalk Metric Key KeywayMAXNo ratings yet
- International Knife & Saw: Superior QualityDocument2 pagesInternational Knife & Saw: Superior QualityENo ratings yet
- Using The UKCA Mark.: Uk Conformity AssessmentDocument4 pagesUsing The UKCA Mark.: Uk Conformity AssessmentAndrew MellorNo ratings yet
- Time Study & Motion StudyDocument16 pagesTime Study & Motion StudyvidhwanskNo ratings yet
- DIN 1055-6:2005-03 loads on silos and tanksDocument195 pagesDIN 1055-6:2005-03 loads on silos and tanksMarius AronNo ratings yet
- Para-Flex Couplings Dodge: Installation Instructions Manual ForDocument4 pagesPara-Flex Couplings Dodge: Installation Instructions Manual ForAdrian CantaragiuNo ratings yet
- Conveyor CatalogDocument60 pagesConveyor Catalogtushar7000No ratings yet
- Liebherr Floating Transfer Solutions OverviewDocument16 pagesLiebherr Floating Transfer Solutions OverviewFajrin M. NatsirNo ratings yet
- MANSAVER Catalog PDFDocument155 pagesMANSAVER Catalog PDFDejanNo ratings yet
- Mil STD 1877aDocument18 pagesMil STD 1877aMaría CamilaNo ratings yet
- The ABC Conveyor BookDocument15 pagesThe ABC Conveyor Bookjayantkumar_besuNo ratings yet
- Welding - Beginners Guide To Oxy-Acetylene Equipment - B. Bauerlein WWDocument6 pagesWelding - Beginners Guide To Oxy-Acetylene Equipment - B. Bauerlein WWأحمد دعبسNo ratings yet
- Rubber Conveyor Belt Wear ResistanceDocument5 pagesRubber Conveyor Belt Wear ResistanceBelt Power LLCNo ratings yet
- Cherne Pipe Plug Safety ManualDocument57 pagesCherne Pipe Plug Safety ManualChungNguyen0% (1)
- 10.piston CylinderDocument19 pages10.piston Cylinderprihartono_diasNo ratings yet
- How to analyze gear failuresDocument15 pagesHow to analyze gear failuresJorgNo ratings yet
- Water Pumping System Design ReportDocument21 pagesWater Pumping System Design ReportRichard Lagata100% (1)
- Troubleshoot Belt FailuresDocument4 pagesTroubleshoot Belt FailuresTamer EmamNo ratings yet
- Time Motion StudyDocument6 pagesTime Motion StudysubirdutNo ratings yet
- Accuseal Plug ValveDocument20 pagesAccuseal Plug ValveTendai Felex Maduke100% (2)
- Socket Head Cap Screws Alloy SteelDocument5 pagesSocket Head Cap Screws Alloy SteelChris MedeirosNo ratings yet
- OPERATION MANUAL-Necking MachineDocument12 pagesOPERATION MANUAL-Necking Machinecarlogeretto2No ratings yet
- Din-2353 Гайки и ЛещиDocument17 pagesDin-2353 Гайки и Лещиyulian.stanevNo ratings yet
- White Paper DIN FittingsDocument7 pagesWhite Paper DIN FittingsSiddhant JoglekarNo ratings yet
- Spojnice, Prstenovi Matice CAST-FITTING PDFDocument16 pagesSpojnice, Prstenovi Matice CAST-FITTING PDFMarko PerićNo ratings yet
- Basics of Small Bore FittingsDocument9 pagesBasics of Small Bore FittingsJosh LeBlancNo ratings yet
- Hydraulic Fittings and FlangesDocument11 pagesHydraulic Fittings and FlangesJosh WhiteNo ratings yet
- ESS Katalog 5 enDocument10 pagesESS Katalog 5 enANKUSH PARMARNo ratings yet
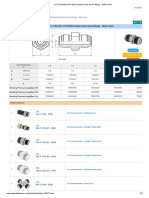
- YJT 01240802VCR Metal Gasket Face Seal Fittings - Male NPT Bulkhead ConnectorDocument3 pagesYJT 01240802VCR Metal Gasket Face Seal Fittings - Male NPT Bulkhead ConnectorEr.Amritpal SinghNo ratings yet
- YJT 01241002VCR Metal Gasket Face Seal Fittings - Male Reducing UnionDocument3 pagesYJT 01241002VCR Metal Gasket Face Seal Fittings - Male Reducing UnionEr.Amritpal SinghNo ratings yet
- YJT 01241103VCR Metal Gasket Face Seal Fittings - Reducing Adapter PDFDocument3 pagesYJT 01241103VCR Metal Gasket Face Seal Fittings - Reducing Adapter PDFEr.Amritpal SinghNo ratings yet
- YJT 01240803VCR Metal Gasket Face Seal Fittings - Straight Thread O-Ring Seal Male ConnectorDocument3 pagesYJT 01240803VCR Metal Gasket Face Seal Fittings - Straight Thread O-Ring Seal Male ConnectorEr.Amritpal SinghNo ratings yet
- YJT 01241001VCR Metal Gasket Face Seal Fittings - Male UnionDocument3 pagesYJT 01241001VCR Metal Gasket Face Seal Fittings - Male UnionEr.Amritpal SinghNo ratings yet
- 1CF43 Female Metric L - Swivel 90° Elbow (24° Cone With O-Ring) ISO 12151-2 - SWEDocument1 page1CF43 Female Metric L - Swivel 90° Elbow (24° Cone With O-Ring) ISO 12151-2 - SWEEr.Amritpal SinghNo ratings yet
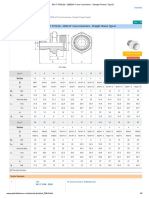
- GB - T 3733 (B) - 200824° Cone Connectors - Straight Thread, Type BDocument3 pagesGB - T 3733 (B) - 200824° Cone Connectors - Straight Thread, Type BEr.Amritpal SinghNo ratings yet
- GB - T 3746 - 200824° Cone Connectors - Union CrossDocument3 pagesGB - T 3746 - 200824° Cone Connectors - Union CrossEr.Amritpal SinghNo ratings yet
- Technical Handbook Parker PDFDocument64 pagesTechnical Handbook Parker PDFNemoz Zr100% (1)
- Jic Hydraulic Fittings Size ChartDocument5 pagesJic Hydraulic Fittings Size ChartEr.Amritpal SinghNo ratings yet
- DIN 2353 - 2013non-Soldering Compression Fittings With Cylindrical Screw-In Pins Form A or B According To DIN 3852-1, DIN 3852-2Document3 pagesDIN 2353 - 2013non-Soldering Compression Fittings With Cylindrical Screw-In Pins Form A or B According To DIN 3852-1, DIN 3852-2Er.Amritpal SinghNo ratings yet
- Four Easy Steps To Identify Hydraulic Threads - Parker HannifinDocument6 pagesFour Easy Steps To Identify Hydraulic Threads - Parker HannifinEr.Amritpal SinghNo ratings yet
- DIN 2353 - 2013non-Soldering Compression Fittings With Cutting Ring For Screwed Connections With Tapered Screw-In Spigot Form C According To DIN 3852-1 and DIN 3852-2Document3 pagesDIN 2353 - 2013non-Soldering Compression Fittings With Cutting Ring For Screwed Connections With Tapered Screw-In Spigot Form C According To DIN 3852-1 and DIN 3852-2Er.Amritpal SinghNo ratings yet
- HYDAC Accessories Product CatalogueDocument402 pagesHYDAC Accessories Product CatalogueEr.Amritpal SinghNo ratings yet
- Assembly Instructions - Tube CouplingsDocument1 pageAssembly Instructions - Tube CouplingsEr.Amritpal SinghNo ratings yet
- Self-3D design checklistDocument1 pageSelf-3D design checklistEr.Amritpal SinghNo ratings yet
- Self-3D design checklistDocument1 pageSelf-3D design checklistEr.Amritpal SinghNo ratings yet
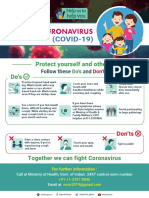
- Poster Corona Ad Eng PDFDocument1 pagePoster Corona Ad Eng PDFSubhasis SarkarNo ratings yet
- Mask EngDocument1 pageMask EngDheeraj GoyalNo ratings yet
- 2d Checklist PDFDocument1 page2d Checklist PDFEr.Amritpal SinghNo ratings yet
- 2d Checklist PDFDocument1 page2d Checklist PDFEr.Amritpal SinghNo ratings yet
- Service Manual Repair Parts: Size 03 To 20 Posidyne Clutch/Brake DrivesDocument45 pagesService Manual Repair Parts: Size 03 To 20 Posidyne Clutch/Brake DrivesAnibal RodriguezNo ratings yet
- Vertically Suspended, Can Pump Sulzer PDFDocument221 pagesVertically Suspended, Can Pump Sulzer PDFAntonio Rivera100% (1)
- SS A Service ManualDocument65 pagesSS A Service ManualJuanPabloGonzalezFiblasNo ratings yet
- Flender Couplings: ARPEX Plate Packs With Conical BoltingDocument16 pagesFlender Couplings: ARPEX Plate Packs With Conical BoltingFilipe Simoes OliveiraNo ratings yet
- WC7132Document95 pagesWC7132Андрей КотеневNo ratings yet
- Alignment Coupling Operation Manual Tyre-FlexDocument37 pagesAlignment Coupling Operation Manual Tyre-Flexer_sanjaypatelNo ratings yet
- Hutton TLP Mooring SystemDocument12 pagesHutton TLP Mooring SystemYOGESH CHAUHANNo ratings yet
- Parts List Operating and Service Manual: Blowers/Vacuum PumpsDocument55 pagesParts List Operating and Service Manual: Blowers/Vacuum PumpsEdinsonUribeTorresNo ratings yet
- Operating Manual: For Electric Motor / Gear MotorDocument46 pagesOperating Manual: For Electric Motor / Gear MotorPablo Hidalgo Valenzuela100% (1)
- NTN-SNR - General List - Technical Characteristics EsDocument17 pagesNTN-SNR - General List - Technical Characteristics EsDaniel EspitiaNo ratings yet
- Ship Power PlantDocument141 pagesShip Power Plantnguyentrunghieu51dltt100% (2)
- ROBA-DS General Catalogue 05 PDFDocument68 pagesROBA-DS General Catalogue 05 PDFDoan Thanh PhongNo ratings yet
- Verti-G and CVG Quick Reference Guide - Rev ADocument40 pagesVerti-G and CVG Quick Reference Guide - Rev ARicardo Villar100% (2)
- CouplingDocument112 pagesCouplingDGWNo ratings yet
- Bibby Transmissions Gear Couplings RangeDocument1 pageBibby Transmissions Gear Couplings RangeIqbal HosenNo ratings yet
- Datasheet ATM60-A1A12X12 1030005 enDocument7 pagesDatasheet ATM60-A1A12X12 1030005 enNimesh SilvaNo ratings yet
- Vacuum Pump Series of 040c-100cDocument20 pagesVacuum Pump Series of 040c-100cMauricioNo ratings yet
- JT Series Miter Gearbox: Jacton Electromechanical Co.,LtdDocument32 pagesJT Series Miter Gearbox: Jacton Electromechanical Co.,LtdWarren LeeNo ratings yet
- The DIY Smart Saw - Desktop Version - PlansDocument39 pagesThe DIY Smart Saw - Desktop Version - PlansEduardo Hassin RodriguesNo ratings yet
- API 613 gear unit standard overview presentationDocument8 pagesAPI 613 gear unit standard overview presentationSabbehe RehmanNo ratings yet
- MD Reading 3 4Document96 pagesMD Reading 3 4asapamoreNo ratings yet
- 9479 Inst ManualDocument8 pages9479 Inst ManualfdkaNo ratings yet
- Escogear CouplingsDocument31 pagesEscogear CouplingsMohamed ElfeilNo ratings yet
- SyncroFlo Pump Brochure 9 2017Document8 pagesSyncroFlo Pump Brochure 9 2017SyncroFlo IndonesiaNo ratings yet
- MD Question Bank PDFDocument45 pagesMD Question Bank PDFJeevaNo ratings yet
- Soft Foot - What It Is and How To Minimize ItDocument6 pagesSoft Foot - What It Is and How To Minimize ItilyasNo ratings yet
- Machine Design Final ReportDocument23 pagesMachine Design Final ReportAvk Sanjeevan100% (2)
- Disc CouplingDocument6 pagesDisc CouplingPrestoneKNo ratings yet
- Hansen p4 Install v1Document72 pagesHansen p4 Install v1Aldo AlvarezNo ratings yet