You might also like
- Meyer Coal 2014Document23 pagesMeyer Coal 2014Molote Erwin MalieheNo ratings yet
- Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialDocument24 pagesProblem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialaamliagarNo ratings yet
- Data Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Document15 pagesData Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Piyush Priyadarshi0% (1)
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsFrom EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsRating: 4 out of 5 stars4/5 (1)
- Heat Exchanger DesignDocument74 pagesHeat Exchanger DesignChisom ChubaNo ratings yet
- Chemical Reactor Analysis and Applications for the Practicing EngineerFrom EverandChemical Reactor Analysis and Applications for the Practicing EngineerNo ratings yet
- Research ProjectDocument30 pagesResearch ProjectYasser AshourNo ratings yet
- Saipem Stemicarbon TecDocument1 pageSaipem Stemicarbon TecMuhammad NaeemNo ratings yet
- 1 finalreportGALALshared PDFDocument231 pages1 finalreportGALALshared PDFTram LaiNo ratings yet
- PlantDocument8 pagesPlantpf06No ratings yet
- Reaction Kinetics-Reactor DesignDocument17 pagesReaction Kinetics-Reactor Designzorro21072107No ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- POWER Magazine - May 2023-1Document43 pagesPOWER Magazine - May 2023-1MarcialgonzalezpNo ratings yet
- Urea 3 Reactor Efficiency and Optimum ParametersDocument20 pagesUrea 3 Reactor Efficiency and Optimum ParametersWahajNo ratings yet
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDocument31 pagesRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseNo ratings yet
- Urea ProductionDocument2 pagesUrea Productiongaur1234No ratings yet
- HAZOP Studies On Distillation ColumnDocument3 pagesHAZOP Studies On Distillation ColumnHaneen HamamNo ratings yet
- UreaDocument11 pagesUreanitishNo ratings yet
- 3 - 003 High Pressure Stripper Replacement AFA 19Document9 pages3 - 003 High Pressure Stripper Replacement AFA 1919karim88No ratings yet
- Catalytic Hydrogenation of Organic Polymers by Mixed Transition Metal OxidesDocument8 pagesCatalytic Hydrogenation of Organic Polymers by Mixed Transition Metal OxidesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Hariom ReportDocument60 pagesHariom Reportहरिओम हरी100% (2)
- Mass Transfer Lecture Slides Diffusion Gases Convection Frame ReferenceDocument24 pagesMass Transfer Lecture Slides Diffusion Gases Convection Frame ReferenceaaaNo ratings yet
- T2091 100 PDFDocument10 pagesT2091 100 PDFRICKY ECHANONo ratings yet
- Contact Process: Manufacture of Sulphuric AcidDocument3 pagesContact Process: Manufacture of Sulphuric AcidfatahleeNo ratings yet
- New α-SABLIN Approach for Linear Alpha Olefins ProductionDocument3 pagesNew α-SABLIN Approach for Linear Alpha Olefins Productionsk281No ratings yet
- Steady State Modeling of Urea Synthesis LoopDocument137 pagesSteady State Modeling of Urea Synthesis LoopDaniel Márquez EspinozaNo ratings yet
- Carbon Dioxide Scrubber RPDocument5 pagesCarbon Dioxide Scrubber RPpassionNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Team Leader (Process and Functional Safety) : CO / May. 19Document6 pagesTeam Leader (Process and Functional Safety) : CO / May. 19sathish kumarNo ratings yet
- Tech Memo - y FactorDocument4 pagesTech Memo - y FactorsumitrochakrabortiNo ratings yet
- Predict Distillation Tray Efficiency: Reactions and SeparationsDocument7 pagesPredict Distillation Tray Efficiency: Reactions and SeparationsJohn AnthoniNo ratings yet
- Counter Rotating FanDocument10 pagesCounter Rotating Fanapoorvs75No ratings yet
- Nicholas Oligomerization PDFDocument16 pagesNicholas Oligomerization PDFTanase DianaNo ratings yet
- PlantWIde McAvoyDocument19 pagesPlantWIde McAvoydesigat4122No ratings yet
- PC 2 2008 MohaddecyDocument8 pagesPC 2 2008 MohaddecyAnonymous 1FaavtNo ratings yet
- Bubble Column ReactorDocument21 pagesBubble Column ReactorMuhammad Hamzah SyahrirNo ratings yet
- Aspen Plus Simulation of Polyethylene GasificationDocument17 pagesAspen Plus Simulation of Polyethylene Gasificationkishna009No ratings yet
- Ammonia & Urea Plant Energy Consumption Calculation: January 2015Document5 pagesAmmonia & Urea Plant Energy Consumption Calculation: January 2015IRON MANNo ratings yet
- UcucucDocument97 pagesUcucucJV Custodio100% (2)
- Vertical KO Drum Sizing (Ver 1.0.0) : 1.0 DescriptionDocument21 pagesVertical KO Drum Sizing (Ver 1.0.0) : 1.0 Descriptionrameshkarthik810No ratings yet
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- Engenharia Ambiental SM SampleDocument10 pagesEngenharia Ambiental SM SampleJocirlei Felicio0% (1)
- 1995 FS CycloneDocument8 pages1995 FS CycloneCharitha CherryNo ratings yet
- Thermochemical Process Heat Exchange Calculations in Prilling TowersDocument6 pagesThermochemical Process Heat Exchange Calculations in Prilling TowersSean KimNo ratings yet
- Selection of Reboilers For DistillationDocument25 pagesSelection of Reboilers For DistillationYris RosarioNo ratings yet
- En Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessDocument8 pagesEn Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessAgam HanasichulaNo ratings yet
- Acid Gas Sweetening Simulation SetupDocument16 pagesAcid Gas Sweetening Simulation Setupome solNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- Absorption Chemical ReactionDocument5 pagesAbsorption Chemical ReactionSundar SkNo ratings yet
- 1A - Safe Operation in Chemical Plants With Stop Work AuthorityDocument12 pages1A - Safe Operation in Chemical Plants With Stop Work AuthorityFaizan AhmedNo ratings yet
- Design Project On Nitric Acid ProductionDocument152 pagesDesign Project On Nitric Acid Productionحاتم غيدان خلفNo ratings yet
- Reverse Osmosis ModelingDocument14 pagesReverse Osmosis ModelingLina ArevaloNo ratings yet
- EtanolDocument57 pagesEtanolexe241293No ratings yet
- 2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsDocument4 pages2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsjunaidNo ratings yet
- BSC Project ArchiveDocument113 pagesBSC Project ArchiveAkeem Dwayne Ralph NoelNo ratings yet
- (Polish Journal of Chemical Technology) Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor Phase DehydrationDocument6 pages(Polish Journal of Chemical Technology) Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor Phase DehydrationKaramYassNo ratings yet
- 6 PDFDocument20 pages6 PDFMuhammadNo ratings yet
- Design and Components of Industrial Fired FurnacesDocument25 pagesDesign and Components of Industrial Fired FurnacesMuhammadNo ratings yet
- Official IELTS Practice Materials 1 PDFDocument36 pagesOfficial IELTS Practice Materials 1 PDFMuhammadNo ratings yet
- Uuuu PDFDocument15 pagesUuuu PDFMuhammadNo ratings yet
- Instrumentation and Control: 10.1 ObjectivesDocument8 pagesInstrumentation and Control: 10.1 ObjectivesMuhammadNo ratings yet
- 11 PDFDocument14 pages11 PDFMuhammadNo ratings yet
- Amine Gas TreatingDocument3 pagesAmine Gas TreatingMuhammadNo ratings yet
- GOM 13 Special Procedures-RegenDocument64 pagesGOM 13 Special Procedures-RegenMuhammadNo ratings yet
- Hydrodesulfurization of Diesel: CHAPTER 1 IntroductionDocument6 pagesHydrodesulfurization of Diesel: CHAPTER 1 IntroductionMuhammadNo ratings yet
- R 56Document6 pagesR 56MuhammadNo ratings yet
- 102 & 103 Hydrotreater ReportDocument31 pages102 & 103 Hydrotreater ReportMuhammadNo ratings yet
- 13 KEROSENE MEROX PROCEDURE LatestDocument7 pages13 KEROSENE MEROX PROCEDURE LatestMuhammadNo ratings yet
- R56 - MSDSDocument9 pagesR56 - MSDSMuhammad100% (1)
- 14 H.N+L.N MEROX PROCEDURE LatestDocument8 pages14 H.N+L.N MEROX PROCEDURE LatestMuhammadNo ratings yet
- Amine Gas TreatingDocument3 pagesAmine Gas TreatingMuhammadNo ratings yet
- Korf ManualDocument95 pagesKorf Manuallhphong021191No ratings yet
- MSA Booklet - March 2018Document50 pagesMSA Booklet - March 2018Agnel StanleyNo ratings yet
- PassivationDocument1 pagePassivationMuhammadNo ratings yet
- Hysys2016 PDFDocument251 pagesHysys2016 PDFThongNguyenNo ratings yet
- Hydrant ReportDocument12 pagesHydrant ReportMuhammadNo ratings yet
- SW-F2.1 500 Service ManualDocument15 pagesSW-F2.1 500 Service ManualEzequiel CopettiNo ratings yet
- Final Drawing & Manual of Air DryerDocument16 pagesFinal Drawing & Manual of Air Dryerjin shodanNo ratings yet
- General Physics ExercisesDocument49 pagesGeneral Physics ExercisesaloNo ratings yet
- Asymptotic Method of Krylov-Bogoliubov-Mitropolskii For Fifth Order More Critically Damped SystemsDocument40 pagesAsymptotic Method of Krylov-Bogoliubov-Mitropolskii For Fifth Order More Critically Damped SystemsPavel SayekatNo ratings yet
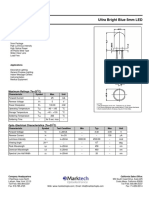
- Ultra Bright Blue 5mm LED: FeaturesDocument2 pagesUltra Bright Blue 5mm LED: FeaturesJhon LaricoNo ratings yet
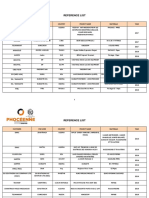
- 13-Ref List Phoceenne Rev.1 (2010-2017)Document25 pages13-Ref List Phoceenne Rev.1 (2010-2017)Jawad BasraNo ratings yet
- Sunstrip Manual PDFDocument17 pagesSunstrip Manual PDFBen ArcherNo ratings yet
- I150 Peristaltic Pump Operating ManualDocument20 pagesI150 Peristaltic Pump Operating ManualPunit PurshotamNo ratings yet
- Microsoft Word - E003 Main QuizDocument6 pagesMicrosoft Word - E003 Main QuizwarrenronaldNo ratings yet
- Yanmar MOTOR L48N-DDocument15 pagesYanmar MOTOR L48N-DAndre FilipeNo ratings yet
- Increasing The Price of Petrol The Best WayDocument3 pagesIncreasing The Price of Petrol The Best Way樊吉No ratings yet
- 1TGC902030B0201 MNS System GuideDocument34 pages1TGC902030B0201 MNS System GuideSubhroSenNo ratings yet
- NKTCables Presentation OPGW&PPC&Accessories LectureDocument28 pagesNKTCables Presentation OPGW&PPC&Accessories LectureGabriel IrimiaNo ratings yet
- Elementary Science Grade 5 Lesson Plan PDFDocument348 pagesElementary Science Grade 5 Lesson Plan PDFAruba Ashhar100% (2)
- DocumentDocument6 pagesDocumentManish KumarNo ratings yet
- Heat Loss From Electrical and Control 1Document10 pagesHeat Loss From Electrical and Control 1robsom gonçalvesNo ratings yet
- PN IsoDocument5 pagesPN IsoBhoite ShrikantNo ratings yet
- Research Paper A Novel Method For Near State Pulse Width Modulation (NSPWM) Based Chopper DrivesDocument4 pagesResearch Paper A Novel Method For Near State Pulse Width Modulation (NSPWM) Based Chopper Drivesdivyamanikandan007No ratings yet
- NCERT Physics Class 6-10 CompilationDocument119 pagesNCERT Physics Class 6-10 Compilationvishal tiwari100% (1)
- Bronzeystrainer - Kvs 200 TDocument1 pageBronzeystrainer - Kvs 200 TTiến Lý NhậtNo ratings yet
- Pompa Submersibila Lorentz Ps200 HRCDocument4 pagesPompa Submersibila Lorentz Ps200 HRCginghinacNo ratings yet
- Turcite Sheet TrueslideDocument5 pagesTurcite Sheet TrueslideHaitham MohammadNo ratings yet
- Pure Substance Model and Two-Phase Flow Basics: - Fall 2010 Problem Set 6Document3 pagesPure Substance Model and Two-Phase Flow Basics: - Fall 2010 Problem Set 6pstgouveiaNo ratings yet
- Lecture3 EC2B1 MollDocument57 pagesLecture3 EC2B1 MolllframosunahNo ratings yet
- Problem Set 3Document2 pagesProblem Set 3Dniel Suarez RNo ratings yet
- CISP Harar M & E Framework For RRLH Through IFSA Fedis & GGDocument79 pagesCISP Harar M & E Framework For RRLH Through IFSA Fedis & GGaberra100% (1)
- BOilerDocument5 pagesBOilerHimanshu SharmaNo ratings yet
- Port Statistics 2015 PDFDocument13 pagesPort Statistics 2015 PDFWellington GonçalvesNo ratings yet
- Rigid Body Dynamics Type 2 PART 2 of 3 ENGDocument21 pagesRigid Body Dynamics Type 2 PART 2 of 3 ENGRavi YadavNo ratings yet