You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Krebs (Citric Acid) Cycle Steps by Steps Explanation - Online Microbiology NotesDocument6 pagesKrebs (Citric Acid) Cycle Steps by Steps Explanation - Online Microbiology Notesfanea_viorel100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Experiment 1: CarbohydratesDocument6 pagesExperiment 1: CarbohydratesEM Alberts100% (2)
- Pharmsem PPT With Answers Pharmacognosy 2Document344 pagesPharmsem PPT With Answers Pharmacognosy 2MERVI CHRAINBERLY ZOLETANo ratings yet
- BS EN 1302 - 1999 Chemicals Used For Treatment of Water Intended For Human Consumption. Aluminium-Based Coagulants. Analytical Methods.Document46 pagesBS EN 1302 - 1999 Chemicals Used For Treatment of Water Intended For Human Consumption. Aluminium-Based Coagulants. Analytical Methods.Денис100% (1)
- Tds Tss in WaterDocument48 pagesTds Tss in Water2K19/CE/137 VISHAL JEPHNo ratings yet
- Cationic Pigment DispersionsDocument9 pagesCationic Pigment DispersionsgehlotvishalNo ratings yet
- Cleapps Recipe BookDocument128 pagesCleapps Recipe BookBenjamín Marc Ridgway de SassouNo ratings yet
- Q3 G11 Physical Science Module 7Document19 pagesQ3 G11 Physical Science Module 7Lebz RicaramNo ratings yet
- Drilling Fluid AdditivesDocument13 pagesDrilling Fluid AdditivesManharsinh Dodiya100% (1)
- 2018 - High Energy Advanced Thermal Storage (HEATS)Document33 pages2018 - High Energy Advanced Thermal Storage (HEATS)SoodooNavindraNo ratings yet
- 2005-Solubility of Adipic Acid in Organic Solvents and WaterDocument5 pages2005-Solubility of Adipic Acid in Organic Solvents and WaterSoodooNavindraNo ratings yet
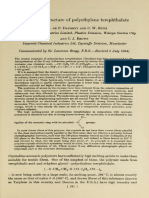
- 1954 - The Crystal Structure of Polyethylene TerephthalateDocument12 pages1954 - The Crystal Structure of Polyethylene TerephthalateSoodooNavindraNo ratings yet
- 2018-Prediction of The Properties of Eutectic Fatty Acid Phase Change MaterialsDocument7 pages2018-Prediction of The Properties of Eutectic Fatty Acid Phase Change MaterialsSoodooNavindraNo ratings yet
- 1939-The N-Fatty Acids and Certain of Their DerivativesDocument28 pages1939-The N-Fatty Acids and Certain of Their DerivativesSoodooNavindraNo ratings yet
- 2004-Thermal Energy Recovery of Air ConditioningDocument16 pages2004-Thermal Energy Recovery of Air ConditioningSoodooNavindraNo ratings yet
- Dainel Pronk - Next Green Wave Research Report - Cannibis StocksDocument21 pagesDainel Pronk - Next Green Wave Research Report - Cannibis StocksSoodooNavindraNo ratings yet
- 2015 - SYNTHESIS AND LUBRICITY PROPERTIES ANALYSIS OF BRANCHED Dicarboxylate Esters Based Lubriants PDFDocument12 pages2015 - SYNTHESIS AND LUBRICITY PROPERTIES ANALYSIS OF BRANCHED Dicarboxylate Esters Based Lubriants PDFSoodooNavindraNo ratings yet
- Lab 1 - Distillation of Wine - Marking SchemeDocument1 pageLab 1 - Distillation of Wine - Marking SchemeSoodooNavindraNo ratings yet
- 1 GOLD Earnings Report 2020-Q2Document130 pages1 GOLD Earnings Report 2020-Q2SoodooNavindraNo ratings yet
- 2006 - Isolation and Melting Properties of Branched-Chain Esters From Lanolin PDFDocument6 pages2006 - Isolation and Melting Properties of Branched-Chain Esters From Lanolin PDFSoodooNavindraNo ratings yet
- 2015 - NOVEL ALIPHATIC LIPID-BASED DIESTERS FOR USE in Lubricant Formulation - Structure Property Investigations PDFDocument283 pages2015 - NOVEL ALIPHATIC LIPID-BASED DIESTERS FOR USE in Lubricant Formulation - Structure Property Investigations PDFSoodooNavindraNo ratings yet
- 2006 - Plant Oil Based Lubricants and Hydraulic Fluids (Schneider) PDFDocument12 pages2006 - Plant Oil Based Lubricants and Hydraulic Fluids (Schneider) PDFSoodooNavindraNo ratings yet
- 1949 - Rate of Nucleation of Condense Systems (Fischer Turnbull)Document4 pages1949 - Rate of Nucleation of Condense Systems (Fischer Turnbull)SoodooNavindraNo ratings yet
- 2003 - Synthesis and Physical Properties of Estolide-Based Functional Fluids PDFDocument14 pages2003 - Synthesis and Physical Properties of Estolide-Based Functional Fluids PDFSoodooNavindraNo ratings yet
- 1999 - Oleochemical Esters - Environmentally Compatible Raw Materials For Oils and Lubricants From Renewable Resources PDFDocument7 pages1999 - Oleochemical Esters - Environmentally Compatible Raw Materials For Oils and Lubricants From Renewable Resources PDFSoodooNavindraNo ratings yet
- 1999 - Predicting The Viscosity of Biodiesel Fuels From Their Fatty Acid Ester Composition PDFDocument8 pages1999 - Predicting The Viscosity of Biodiesel Fuels From Their Fatty Acid Ester Composition PDFSoodooNavindraNo ratings yet
- Sprott Money Ltd. DAF and Referral DisclosureDocument4 pagesSprott Money Ltd. DAF and Referral DisclosureSoodooNavindraNo ratings yet
- NagamootooDocument2 pagesNagamootooSoodooNavindraNo ratings yet
- Navindra Soodoo (Nsoodoo@trentu - Ca)Document2 pagesNavindra Soodoo (Nsoodoo@trentu - Ca)SoodooNavindraNo ratings yet
- Navindra Soodoo Profile Trent Student Financial Assistance FundDocument1 pageNavindra Soodoo Profile Trent Student Financial Assistance FundSoodooNavindraNo ratings yet
- Chemistry Question Paper (DPS)Document3 pagesChemistry Question Paper (DPS)KAVERI JAINNo ratings yet
- Chapter 7Document5 pagesChapter 7Choco LocoNo ratings yet
- Seraphine Build - LoLalytics Seraphine Support Build, Runes & Counters GuideDocument1 pageSeraphine Build - LoLalytics Seraphine Support Build, Runes & Counters Guideherlon2003No ratings yet
- Corrosion Inhibitors in The Oil and Gas Industry - 2020 - Saji - Antiscalants and Their Compatibility With CorrosionDocument23 pagesCorrosion Inhibitors in The Oil and Gas Industry - 2020 - Saji - Antiscalants and Their Compatibility With CorrosionNantawat KaekratokeNo ratings yet
- Chapter2 AlkanesDocument52 pagesChapter2 AlkanesArniezaNo ratings yet
- Delayed-Action AcceleratorDocument3 pagesDelayed-Action AcceleratorMOHD FIRDAUSNo ratings yet
- O Level Chemistry Teaching Note: Acids, Bases and Salts Lesson Two Chemistry DepartmentDocument13 pagesO Level Chemistry Teaching Note: Acids, Bases and Salts Lesson Two Chemistry DepartmentEli JnrNo ratings yet
- 4628HDocument154 pages4628HBrahim BaluchNo ratings yet
- Ion Exchange Regeneration MethodsDocument10 pagesIon Exchange Regeneration MethodscrespoNo ratings yet
- Assignment 2 (25 Marks) : HO CL O O OH O Compound Z Acid Chloride PDocument2 pagesAssignment 2 (25 Marks) : HO CL O O OH O Compound Z Acid Chloride PAisyah Mohd NoorNo ratings yet
- Drug Design: Functional Groups / Pharmacological ActivityDocument24 pagesDrug Design: Functional Groups / Pharmacological ActivityIoana Mirela VasincuNo ratings yet
- PAT B. Inggris Kelas 5Document115 pagesPAT B. Inggris Kelas 5aiunNo ratings yet
- Preconcentration and Pressure Oxidation of Porgera Refractory Gold OreDocument8 pagesPreconcentration and Pressure Oxidation of Porgera Refractory Gold OreLevent ErgunNo ratings yet
- RPT Kimia T5 2020Document3 pagesRPT Kimia T5 2020Zulkifli Bin Pari100% (2)
- Philippines Generic Name Brand Name: Activity 1 September 4, 2019 Capil, John Miguel G. Pharmd1ADocument12 pagesPhilippines Generic Name Brand Name: Activity 1 September 4, 2019 Capil, John Miguel G. Pharmd1AIvan Rivera HensonNo ratings yet
- Decomposition of Urea NitrateDocument21 pagesDecomposition of Urea NitrateHector QuezadaNo ratings yet
- Soap From NutmegDocument6 pagesSoap From NutmegShannen O'BrienNo ratings yet
- Stanislav V. Vassilev, David Baxter, Lars K. Andersen, Christina G. VassilevaDocument37 pagesStanislav V. Vassilev, David Baxter, Lars K. Andersen, Christina G. VassilevaJose Reyes AlarconNo ratings yet
- The Group 1 Elements: The Alkali Metals: "Read in The Name Your God Who Created " Chemistry of ElementsDocument44 pagesThe Group 1 Elements: The Alkali Metals: "Read in The Name Your God Who Created " Chemistry of ElementsFajar Sa'bandiNo ratings yet
- Experiment 20 Reduction of Vanillin HANDOUTDocument9 pagesExperiment 20 Reduction of Vanillin HANDOUTTok WanNo ratings yet
- Specific Gravity and Weight of MaterialDocument11 pagesSpecific Gravity and Weight of MaterialPeejay OllabracNo ratings yet