You might also like
- Chapter 3 - Pneumatic ActuatorsDocument10 pagesChapter 3 - Pneumatic ActuatorserickaNo ratings yet
- Dynamics of Machinery Exam Questions on Vibration, Torque, and MechanismsDocument3 pagesDynamics of Machinery Exam Questions on Vibration, Torque, and MechanismsAlok DineshNo ratings yet
- Mechanics of Machines Exam Questions and SolutionsDocument32 pagesMechanics of Machines Exam Questions and SolutionsSanjay CNo ratings yet
- Assignment 3 PDFDocument5 pagesAssignment 3 PDFJamil ChaabanNo ratings yet
- Effect of SizingDocument6 pagesEffect of Sizingbavin rajNo ratings yet
- Torque SensorDocument6 pagesTorque SensorBayu Ari MurtiNo ratings yet
- Apr May 2019Document6 pagesApr May 2019VenkadeshNo ratings yet
- Expt 7 Shock Absorber Test RigDocument5 pagesExpt 7 Shock Absorber Test RigRithwik pawarNo ratings yet
- D04FA48908744891B70ED91613E5E5ABDocument4 pagesD04FA48908744891B70ED91613E5E5AByashvantNo ratings yet
- Acoustic Signatures of Gear Defects Using Time-Frequency Analyses and A Test RigDocument22 pagesAcoustic Signatures of Gear Defects Using Time-Frequency Analyses and A Test RigKhalid F AbdulraheemNo ratings yet
- Modeling Vibration and Noise in A Gearbox: Created in COMSOL Multiphysics 5.6Document48 pagesModeling Vibration and Noise in A Gearbox: Created in COMSOL Multiphysics 5.6Soumya ChaphaleNo ratings yet
- Controller ExcitationDocument8 pagesController ExcitationSri SaiNo ratings yet
- Bechhoefer Cycloid Gearbox-PaperDocument12 pagesBechhoefer Cycloid Gearbox-PaperEric BechhoeferNo ratings yet
- Tom 7 JuneDocument3 pagesTom 7 JuneAnonymous mXicTi8hBNo ratings yet
- Measuring Geometrical Parameters of Involute Spur Gears To Sub-Pixel ResolutionDocument7 pagesMeasuring Geometrical Parameters of Involute Spur Gears To Sub-Pixel ResolutionzulfiqaradilNo ratings yet
- Measuring of Damper CharacteristicsDocument8 pagesMeasuring of Damper CharacteristicsjohnyboyNo ratings yet
- Noise and Vibration Analysis of Elevator Traction Machine: Ryo Kawasaki Yasuo HIRONAKA Masaharu NISHIMURADocument9 pagesNoise and Vibration Analysis of Elevator Traction Machine: Ryo Kawasaki Yasuo HIRONAKA Masaharu NISHIMURAyounesNo ratings yet
- Dynamic Analysis of Engine Valvetrain and Its Effects On CamshaftDocument5 pagesDynamic Analysis of Engine Valvetrain and Its Effects On CamshaftIjsrnet EditorialNo ratings yet
- Kinematics of Machinery (MEE - 205) RCSDocument2 pagesKinematics of Machinery (MEE - 205) RCSmanmonbhaNo ratings yet
- M13-PDF-Copy of B2 Basic Training Course - M13 - Aircraft Aerodinamics, Structures and SystemsDocument267 pagesM13-PDF-Copy of B2 Basic Training Course - M13 - Aircraft Aerodinamics, Structures and SystemsKivanc Neroglu100% (9)
- B3 Study of Shock AbsorbersDocument10 pagesB3 Study of Shock AbsorbersAkash BargeNo ratings yet
- iNaCoMM_2019_paper_82Document7 pagesiNaCoMM_2019_paper_82pavanmisra1No ratings yet
- Baseline Signal of Crack Shaft Propeller With Acoustic Emission TechniqueDocument7 pagesBaseline Signal of Crack Shaft Propeller With Acoustic Emission TechniqueAfiq IkhwanNo ratings yet
- Generator TheoryDocument4 pagesGenerator TheoryRachit KhannaNo ratings yet
- Is, S. Exam-Pa: HA", .201 FSI-P-MCHEDocument9 pagesIs, S. Exam-Pa: HA", .201 FSI-P-MCHESachin KumarNo ratings yet
- Mock 14513 1625259162064Document28 pagesMock 14513 1625259162064Jatin prasad TandanNo ratings yet
- Tut6 Ac MachinesDocument3 pagesTut6 Ac MachinesMohit KeshriNo ratings yet
- Impedance Measurement Techniques: Sine CorrelationDocument4 pagesImpedance Measurement Techniques: Sine CorrelationYuniaYayukNo ratings yet
- Development of An Epicyclic GearDocument4 pagesDevelopment of An Epicyclic GearNur EfendiNo ratings yet
- DtsDocument1 pageDtsKarthikArjunNo ratings yet
- SpreadsheetDocument9 pagesSpreadsheethenrengNo ratings yet
- Induction Motor (3 Phase)Document18 pagesInduction Motor (3 Phase)NAVNEET GUPTANo ratings yet
- DOM Question BankDocument4 pagesDOM Question BankAMIT SOLANKINo ratings yet
- Finite element study of different cantilever intrusion springsDocument63 pagesFinite element study of different cantilever intrusion springsDrGurinder KanwarNo ratings yet
- Theory of Machines-I: Inst Ruct Ions T O Cand Idat EsDocument3 pagesTheory of Machines-I: Inst Ruct Ions T O Cand Idat EsGourav BaliNo ratings yet
- DOM Model PaperDocument2 pagesDOM Model PaperRambabuDaraNo ratings yet
- Dynamics of Machinery Question PapersDocument22 pagesDynamics of Machinery Question PapersMohan Babu S0% (1)
- AC MotorDocument18 pagesAC MotorNAVNEET GUPTANo ratings yet
- RR-101105 April May 2003Document12 pagesRR-101105 April May 2003badboy_rockssNo ratings yet
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument5 pagesIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- BARC Recruitment Exam: Previous Year PaperDocument11 pagesBARC Recruitment Exam: Previous Year PaperRajat RajNo ratings yet
- Epicyclic Gear Train ApparatusDocument8 pagesEpicyclic Gear Train ApparatusGurmeet Mehma83% (6)
- Dynamics of Machinery Exam: Torque and Force AnalysisDocument8 pagesDynamics of Machinery Exam: Torque and Force AnalysisAkhil C KNo ratings yet
- Rotating Magnetic Field Induces Current in RotorDocument114 pagesRotating Magnetic Field Induces Current in RotorNesarkiran BagadeNo ratings yet
- P 2 DDocument2 pagesP 2 Dnayyer.sayedshadabNo ratings yet
- Is, S. Exam-Pa H A", .201 Fsi-P-Mche: Question Paper Specific InstructionsDocument8 pagesIs, S. Exam-Pa H A", .201 Fsi-P-Mche: Question Paper Specific Instructionsanon_375250591No ratings yet
- Review On Design of AgitatorDocument4 pagesReview On Design of AgitatorAnonymous YWS7ndsiNo ratings yet
- Reporte Bomba Vertical VibracionDocument32 pagesReporte Bomba Vertical VibracionJhonny Alvarez100% (1)
- Optimizando Alcon Infiniti PDFDocument12 pagesOptimizando Alcon Infiniti PDFMarcos Fernando Piñas Canchanya100% (1)
- VIBRATION MONITORING: MEASURE AMPLITUDE, FREQUENCY & PHASEDocument28 pagesVIBRATION MONITORING: MEASURE AMPLITUDE, FREQUENCY & PHASEAmit Kumar100% (1)
- Morphing BlDE FinalDocument21 pagesMorphing BlDE FinalSoumian NarayananNo ratings yet
- Screen Amplite Testing-MetsoDocument3 pagesScreen Amplite Testing-MetsoPRASHANTH100% (1)
- BARC Exam: Mechanical Engineering Paper IDocument10 pagesBARC Exam: Mechanical Engineering Paper IDurga PrasadNo ratings yet
- Synchro Transmitter and Receiver 14pDocument14 pagesSynchro Transmitter and Receiver 14prixa11663No ratings yet
- Rr320304 Dynamics of MachinesDocument8 pagesRr320304 Dynamics of MachinesSrinivasa Rao GNo ratings yet
- MG University B.Tech S7 Previous Year QPDocument16 pagesMG University B.Tech S7 Previous Year QPJithin K100% (2)
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlFrom EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlRating: 5 out of 5 stars5/5 (1)
- A Novel Delay-Independent Robust Adaptive Controller Design For Uncertain Nonlinear Systems With Time-Varying State DelayDocument11 pagesA Novel Delay-Independent Robust Adaptive Controller Design For Uncertain Nonlinear Systems With Time-Varying State DelayKarad KaradiasNo ratings yet
- Flight Test of Active Gear-Mesh Noise Control On The S-76 AircraftDocument9 pagesFlight Test of Active Gear-Mesh Noise Control On The S-76 AircraftKarad KaradiasNo ratings yet
- Gt2005 68137 Gas Path Analysis Study ForDocument9 pagesGt2005 68137 Gas Path Analysis Study ForKarad KaradiasNo ratings yet
- Combining Classification Techniques WithDocument7 pagesCombining Classification Techniques WithKarad KaradiasNo ratings yet
- Global Positional System: Muhammad Syuhaimi Bin Anas 51218114210 Muhammad Akmal Alif Bin MD Ali 51218114255Document18 pagesGlobal Positional System: Muhammad Syuhaimi Bin Anas 51218114210 Muhammad Akmal Alif Bin MD Ali 51218114255Mohamed SaadNo ratings yet
- AL4 dp0 CatalogDocument4 pagesAL4 dp0 CatalogKarad KaradiasNo ratings yet
- 2005AHSForumPaper CBMExamples PDFDocument12 pages2005AHSForumPaper CBMExamples PDFKarad KaradiasNo ratings yet
- FBW AfcsDocument16 pagesFBW AfcsKarad KaradiasNo ratings yet
- Simulation Interface ToolkitDocument37 pagesSimulation Interface ToolkitAnish BennyNo ratings yet
- Mercedez Caja Automatic Parts+722.0,+722.1,+722.2,+722.3,+722.4,+722.5 PDFDocument10 pagesMercedez Caja Automatic Parts+722.0,+722.1,+722.2,+722.3,+722.4,+722.5 PDFDelcas Monte100% (1)
- Tabriz Magnetic TachoDocument1 pageTabriz Magnetic TachoKarad KaradiasNo ratings yet
- Simulation of Helicopter Rotor-System Structural Damage, Blade Mistracking, Friction, and FreeplayDocument7 pagesSimulation of Helicopter Rotor-System Structural Damage, Blade Mistracking, Friction, and FreeplayKarad KaradiasNo ratings yet
- MS24350JDocument7 pagesMS24350JKarad KaradiasNo ratings yet
- 2005AHSForumPaper CBMExamples PDFDocument12 pages2005AHSForumPaper CBMExamples PDFKarad KaradiasNo ratings yet
- Ultrasonic Examination of Wrought Products: Standard Practice ForDocument24 pagesUltrasonic Examination of Wrought Products: Standard Practice ForKarad KaradiasNo ratings yet
- MS3391Document1 pageMS3391Karad KaradiasNo ratings yet
- Sensor and Actuator Fault Detection in Small Autonomous HelicoptersDocument10 pagesSensor and Actuator Fault Detection in Small Autonomous HelicoptersKarad KaradiasNo ratings yet
- Aerospace Material Specification Ams 2759 PDFDocument11 pagesAerospace Material Specification Ams 2759 PDFKarad KaradiasNo ratings yet
- Conception of service offers from strategy to technologyDocument16 pagesConception of service offers from strategy to technologyKarad KaradiasNo ratings yet
- 24 Hour Hovering Machine Conceptual DesignDocument15 pages24 Hour Hovering Machine Conceptual DesignKarad KaradiasNo ratings yet
- A A 50559Document7 pagesA A 50559Karad KaradiasNo ratings yet
- Control Design For A Helicopter Lab Process: ... of Technology 00 LundDocument6 pagesControl Design For A Helicopter Lab Process: ... of Technology 00 LundKarad KaradiasNo ratings yet
- A Frame Design of Helicopter Health Monitoring and Diagnosis System Based On TestabilityDocument6 pagesA Frame Design of Helicopter Health Monitoring and Diagnosis System Based On TestabilityKarad KaradiasNo ratings yet
- On Solving Periodic Riccati Equations: A. VargaDocument27 pagesOn Solving Periodic Riccati Equations: A. VargaKarad KaradiasNo ratings yet
- Paper 57-A Comparison of Predictive Parameter EstimationDocument6 pagesPaper 57-A Comparison of Predictive Parameter EstimationKarad KaradiasNo ratings yet
- Yang 2012Document6 pagesYang 2012Karad KaradiasNo ratings yet
- Helicopter Flight Safety Enhancement: A Eurocopter Continuing ActionDocument9 pagesHelicopter Flight Safety Enhancement: A Eurocopter Continuing ActionKarad KaradiasNo ratings yet
- FAA HUMS Research ProgramDocument21 pagesFAA HUMS Research ProgramKarad KaradiasNo ratings yet
- Probabilistic Control of Nonlinear Uncertain SystemsDocument36 pagesProbabilistic Control of Nonlinear Uncertain SystemsKarad KaradiasNo ratings yet
- 7,8 NewDocument4 pages7,8 NewPrince TalwadiaNo ratings yet
- Ponchon Savarit PDFDocument71 pagesPonchon Savarit PDFAnonymous UFa1z9XUANo ratings yet
- Classification of SolidsDocument5 pagesClassification of SolidsJesse Jones SeraspeNo ratings yet
- MM4MMM Material Models and Modes of FailureDocument2 pagesMM4MMM Material Models and Modes of FailureSam Wilcock100% (1)
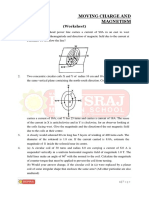
- Moving Charge & Magnetism-12Document8 pagesMoving Charge & Magnetism-12Mukul RaiNo ratings yet
- Denis Serre Systems of Conservation Laws 1 - Hyperbolicity, Entropies, Shock Waves 1999 PDFDocument286 pagesDenis Serre Systems of Conservation Laws 1 - Hyperbolicity, Entropies, Shock Waves 1999 PDFJorgeAguayoNo ratings yet
- EXPT 11 Intrinsic ViscosityDocument5 pagesEXPT 11 Intrinsic ViscosityBea A.100% (1)
- Coefficient of RestitutionDocument7 pagesCoefficient of RestitutionZyra KarrNo ratings yet
- X-ray absorption spectroscopy for material characterizationDocument32 pagesX-ray absorption spectroscopy for material characterizationIka PriyantiNo ratings yet
- Statement of Purpose For Biology Graduates.Document3 pagesStatement of Purpose For Biology Graduates.jacobNo ratings yet
- Changes of State and The Particle Model 1 QPDocument9 pagesChanges of State and The Particle Model 1 QPSamuraigistNo ratings yet
- Appendix C12 The Teas Graph 2014 Cleaning With SolventsDocument4 pagesAppendix C12 The Teas Graph 2014 Cleaning With SolventsMenee Love U TooNo ratings yet
- Uc3863 5v2aDocument45 pagesUc3863 5v2aleomar_bNo ratings yet
- Design of spiral casings and stay vanesDocument33 pagesDesign of spiral casings and stay vanesDaniel CoelhoNo ratings yet
- Chem 4.1 Worksheet-R-Atoms, Ions, Isotopes-AnsDocument2 pagesChem 4.1 Worksheet-R-Atoms, Ions, Isotopes-AnsAhmad Johns0% (1)
- Torsion Chapter 6Document43 pagesTorsion Chapter 6venkeeku100% (1)
- 2.5 Group II All ExamWizard Questions Mark SchemeDocument12 pages2.5 Group II All ExamWizard Questions Mark SchemeAmber MichaelsNo ratings yet
- Lecture On Plates and ShellsDocument11 pagesLecture On Plates and Shellskhers_zalNo ratings yet
- CH 6 Lightning Slides 042509Document24 pagesCH 6 Lightning Slides 042509shakti singhNo ratings yet
- Chapter 2 Problems UpdatedDocument4 pagesChapter 2 Problems UpdatedDrGopikrishna PasamNo ratings yet
- Physical Chemistry Quantum Chemistry and Molecular Interactions 1st Edition Andrew Cooksy Solutions ManualDocument26 pagesPhysical Chemistry Quantum Chemistry and Molecular Interactions 1st Edition Andrew Cooksy Solutions ManualRyanRoseJrbden100% (46)
- General Physics I Exam 1Document1 pageGeneral Physics I Exam 1Warren PagsuyuinNo ratings yet
- HT - Theory - CH - 5 - Heat Exchanger PDFDocument41 pagesHT - Theory - CH - 5 - Heat Exchanger PDFAkkiNo ratings yet
- Chapter 01Document28 pagesChapter 01Truc DinhNo ratings yet
- Punjab Police SI Intelligence Officer Model PapersDocument33 pagesPunjab Police SI Intelligence Officer Model Papershk3987gmailcomNo ratings yet
- Prod Main Section PSI Very Soft Clay DNV114Document20 pagesProd Main Section PSI Very Soft Clay DNV114David Peace AchebeNo ratings yet
- AQA Physics Unit 6 Waves Student Progress SheetDocument7 pagesAQA Physics Unit 6 Waves Student Progress SheetGabriel HoNo ratings yet
- 1 EXP Mechanical Vibration (Corrected)Document4 pages1 EXP Mechanical Vibration (Corrected)AbhiNo ratings yet
- MagnetismDocument42 pagesMagnetismNurul Afida TahirNo ratings yet
- Force in A Statically Determinate Cantilever TrussDocument12 pagesForce in A Statically Determinate Cantilever TrussIkhwan Z.86% (7)