You might also like
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- YOGA ManualDocument9 pagesYOGA Manual12mchc07No ratings yet
- Simulation of biodiesel production via transesterificationDocument9 pagesSimulation of biodiesel production via transesterificationTaslinNo ratings yet
- Boyang Wang, Shufen Li, Songjiang Tian, Rihua Feng, Yonglu MengDocument6 pagesBoyang Wang, Shufen Li, Songjiang Tian, Rihua Feng, Yonglu MengHuệ KimNo ratings yet
- AD Patil Sir SynopsisDocument13 pagesAD Patil Sir SynopsissumitNo ratings yet
- Biodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorDocument5 pagesBiodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorBenignoNo ratings yet
- Batistella2002 Article MolecularDistillationProcessFo PDFDocument11 pagesBatistella2002 Article MolecularDistillationProcessFo PDFSrđan TufegdžićNo ratings yet
- Accepted Manuscript: Chemical Engineering JournalDocument43 pagesAccepted Manuscript: Chemical Engineering JournalRyan Eka JuniawanNo ratings yet
- Biodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesDocument5 pagesBiodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesMáximo Décimo MeridioNo ratings yet
- DeC-6 2007Document10 pagesDeC-6 2007Kun ConNo ratings yet
- Transesterification of Heated Rapeseed Oil For Extending Diesel FuelDocument6 pagesTransesterification of Heated Rapeseed Oil For Extending Diesel FuelAna Priscila GutiérrezNo ratings yet
- Preparation of Biodiesel From Soybean Oil Using Supercritical Methanol and CO2 As Co-SolventDocument4 pagesPreparation of Biodiesel From Soybean Oil Using Supercritical Methanol and CO2 As Co-SolventEmanuele TortoriciNo ratings yet
- ContinuousDocument6 pagesContinuousNatalia Moreno MorenoNo ratings yet
- Transesterification of Neat and Used Frying Oil: Optimization For Biodiesel ProductionDocument8 pagesTransesterification of Neat and Used Frying Oil: Optimization For Biodiesel ProductionCristiNo ratings yet
- Reactor Design For Methanol SynthesisDocument12 pagesReactor Design For Methanol SynthesisYashaswini Nagaraj100% (1)
- The Influence of Methanol Concentration To Biodiesel Yield and QualityDocument5 pagesThe Influence of Methanol Concentration To Biodiesel Yield and QualityOniNo ratings yet
- Investigation of Biodiesel Production From Canola Oil Using Mg-Al Hydrotalcite CatalystsDocument6 pagesInvestigation of Biodiesel Production From Canola Oil Using Mg-Al Hydrotalcite CatalystsApril TanjayNo ratings yet
- Continuous Biodiesel Production via Transesterification of Vegetable Oils in Supercritical MethanolDocument6 pagesContinuous Biodiesel Production via Transesterification of Vegetable Oils in Supercritical MethanolPedro Gerardo Trejo FloresNo ratings yet
- Heats of Combustion of Biofuels Obtained by Pyrolysis and by Transesterification and of Biofuel/diesel BlendsDocument4 pagesHeats of Combustion of Biofuels Obtained by Pyrolysis and by Transesterification and of Biofuel/diesel Blendsscorpion2001glaNo ratings yet
- Bio DieselDocument10 pagesBio DieselystdfmNo ratings yet
- Esterification and Transesterification Assisted by Microwaves of Crude Palm Oil. Homogeneous CatalysisDocument6 pagesEsterification and Transesterification Assisted by Microwaves of Crude Palm Oil. Homogeneous CatalysisMáximo Décimo MeridioNo ratings yet
- Biodiseal Cooked OilDocument4 pagesBiodiseal Cooked OildineshlathiaNo ratings yet
- 2010 Energy Paper XYZDocument7 pages2010 Energy Paper XYZAgung Dedy Pramana PutraNo ratings yet
- BiodieselDocument25 pagesBiodieselmano19me019No ratings yet
- Acid-Catalyzed Transesterification Reaction of Beef Tallow For Biodiesel Production by Factor VariationDocument4 pagesAcid-Catalyzed Transesterification Reaction of Beef Tallow For Biodiesel Production by Factor VariationAJER JOURNALNo ratings yet
- 6.6.2 Poly (Ethylene Tere Phthalate)Document13 pages6.6.2 Poly (Ethylene Tere Phthalate)Taufik Abdillah NatsirNo ratings yet
- Imp 2Document8 pagesImp 2Shivam PandyaNo ratings yet
- Production Methyl Laurate From Virgin CoconutDocument5 pagesProduction Methyl Laurate From Virgin CoconutNestor Armando Marin SolanoNo ratings yet
- Renewable Energy: Pedro J. García-Moreno, Mohriam Khanum, Antonio Guadix, Emilia M. GuadixDocument7 pagesRenewable Energy: Pedro J. García-Moreno, Mohriam Khanum, Antonio Guadix, Emilia M. GuadixIka SulistyaningtiyasNo ratings yet
- 1 s2.0 S0016236117305884 MainDocument10 pages1 s2.0 S0016236117305884 MainMuhammad KafillahNo ratings yet
- Simulating Methanol Recovery in Biodiesel ProductionDocument6 pagesSimulating Methanol Recovery in Biodiesel ProductionSteven Putra HalimNo ratings yet
- Biodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Document5 pagesBiodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Haris Nu'man AuliaNo ratings yet
- Articulo BiodieselDocument6 pagesArticulo BiodieselVivi AbelloNo ratings yet
- Eng-Investigation On Biofuel Production Using Two-Ayoola AyodejiDocument6 pagesEng-Investigation On Biofuel Production Using Two-Ayoola AyodejiImpact JournalsNo ratings yet
- Biodiesel optimization using RSMDocument9 pagesBiodiesel optimization using RSMKatherine Insuasty MartinezNo ratings yet
- Performance of Bubble Column ReactorDocument6 pagesPerformance of Bubble Column ReactorArtha WijayaNo ratings yet
- The Potential of Microwaves in The Manufacture of Biodesel by Using Cpo (Crude Palm Oil)Document9 pagesThe Potential of Microwaves in The Manufacture of Biodesel by Using Cpo (Crude Palm Oil)Sandhy YunsariNo ratings yet
- Bioresource Technology: Karel Komers, František Skopal, Alexander C EganDocument4 pagesBioresource Technology: Karel Komers, František Skopal, Alexander C EganLeandroNo ratings yet
- Reactive Extraction of Jatropha Curcas L. Seed For Production of Biodiesel Process Optimization StudyDocument7 pagesReactive Extraction of Jatropha Curcas L. Seed For Production of Biodiesel Process Optimization Studydstar13No ratings yet
- Process Optimization of Crude Palm Oil Biodiesel Production by Response Surface MethodologyDocument8 pagesProcess Optimization of Crude Palm Oil Biodiesel Production by Response Surface MethodologyRuzi Falahi KautsarNo ratings yet
- Optimisation of Integrated Biodiesel ProDocument8 pagesOptimisation of Integrated Biodiesel Prokishorekumar.vNo ratings yet
- Synthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDocument18 pagesSynthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDevesh Pratap ChandNo ratings yet
- Process DescriptionDocument4 pagesProcess DescriptionKen VenzonNo ratings yet
- Transesterification of Mafura Oil To Biodiesel Using 10ni 10W/Al-MCM-41 Bimetallic Catalyst and Analysis of Engine Characteristics On VCR EngineDocument8 pagesTransesterification of Mafura Oil To Biodiesel Using 10ni 10W/Al-MCM-41 Bimetallic Catalyst and Analysis of Engine Characteristics On VCR EngineSekarNo ratings yet
- Biodiesel Production by A Continuous Process Using Hetergenous CatalystDocument3 pagesBiodiesel Production by A Continuous Process Using Hetergenous Catalystdstar13No ratings yet
- Accepted ManuscriptDocument39 pagesAccepted ManuscriptLeonardo Almeida de CamposNo ratings yet
- BIODIESEL SYNTHESIS Lab ReportDocument9 pagesBIODIESEL SYNTHESIS Lab Reportdrami9450% (4)
- Method of Biofuel ProductionDocument6 pagesMethod of Biofuel ProductionJuan ParisNo ratings yet
- Hydroprocessed Rapeseed Oil FuelsDocument5 pagesHydroprocessed Rapeseed Oil Fuelsscorpion2001glaNo ratings yet
- Biodiesel Production by Using Heterogeneous Catalysts: Rubi Romero, Sandra Luz Martínez and Reyna NatividadDocument19 pagesBiodiesel Production by Using Heterogeneous Catalysts: Rubi Romero, Sandra Luz Martínez and Reyna NatividadDiLa CuteNo ratings yet
- Simulation of Methanol Production From Synthesis Gas PDFDocument5 pagesSimulation of Methanol Production From Synthesis Gas PDFFaris HamidiNo ratings yet
- (167 174) V8N8CTDocument8 pages(167 174) V8N8CTAndri TogapNo ratings yet
- Biodiesel 3Document6 pagesBiodiesel 3Katerine CarvalhoNo ratings yet
- Application of The Factorial Design of Experiments and ResponseDocument7 pagesApplication of The Factorial Design of Experiments and ResponseDaniela ChalarcaNo ratings yet
- Methanol Production Process ReviewDocument6 pagesMethanol Production Process ReviewPhilani MkhonzaNo ratings yet
- Chapter 3: Hydrolysis of Vegetable Oils and Animal FatDocument27 pagesChapter 3: Hydrolysis of Vegetable Oils and Animal FatSamiNo ratings yet
- Liquid Liquid Equilibria in Biodiesel ProductionDocument8 pagesLiquid Liquid Equilibria in Biodiesel ProductionMebarka TimNo ratings yet
- Fuel Processing Technology: Giovanilton F. Silva, Fernando L. Camargo, Andrea L.O. FerreiraDocument7 pagesFuel Processing Technology: Giovanilton F. Silva, Fernando L. Camargo, Andrea L.O. FerreiraJohn Conrad RamirezNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- ST 11 PDFDocument8 pagesST 11 PDFAdriana StNo ratings yet
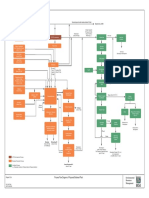
- GTW and waste treatment process at biodiesel plantDocument1 pageGTW and waste treatment process at biodiesel plantAdriana StNo ratings yet
- Reactor Calculation Using Simulation Software PDFDocument16 pagesReactor Calculation Using Simulation Software PDFchem_taNo ratings yet
- Ethyl Acetate Synthesis by Coupling of Fixed-Bed Reactor and Reactive Distillation PDFDocument5 pagesEthyl Acetate Synthesis by Coupling of Fixed-Bed Reactor and Reactive Distillation PDFAdriana StNo ratings yet
- CV PDFDocument1 pageCV PDFAdriana StNo ratings yet