You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Impact of Flexible Working Conditions On Employee Job SatisfactionDocument84 pagesImpact of Flexible Working Conditions On Employee Job SatisfactionDimpu Sarath Kumar100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 11 G.R. No. L-41955 December 29, 1977Document3 pages11 G.R. No. L-41955 December 29, 1977shienna baccay0% (1)
- Measure Assignment WilliamsDocument5 pagesMeasure Assignment Williamsapi-256935407No ratings yet
- GM Strategic PlanDocument85 pagesGM Strategic PlanFaizan Nasir100% (1)
- Soil PenetrometerDocument4 pagesSoil PenetrometerPeter Jean-jacquesNo ratings yet
- Keyboard ShortcutsDocument2 pagesKeyboard ShortcutsUmt KcNo ratings yet
- Sports Field DrainageDocument3 pagesSports Field DrainagePeter Jean-jacquesNo ratings yet
- Design of Custom ElementsDocument5 pagesDesign of Custom ElementsPeter Jean-jacquesNo ratings yet
- Argos Usa - Cements For MasonryDocument39 pagesArgos Usa - Cements For MasonryPeter Jean-jacques0% (1)
- RICS Standard Form For Consultants AppointmentDocument39 pagesRICS Standard Form For Consultants AppointmentPeter Jean-jacquesNo ratings yet
- Equipment: Method of Assessment:: Block Extraction and ExaminationDocument2 pagesEquipment: Method of Assessment:: Block Extraction and ExaminationPeter Jean-jacquesNo ratings yet
- Steel Sheet Piling SpecificationDocument5 pagesSteel Sheet Piling SpecificationPeter Jean-jacquesNo ratings yet
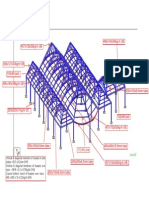
- Cathedral Roof Truss StructureDocument1 pageCathedral Roof Truss StructurePeter Jean-jacquesNo ratings yet
- Approach Slab DetailsDocument2 pagesApproach Slab DetailsPeter Jean-jacquesNo ratings yet
- Metal Spiral Stairs Install ManualDocument36 pagesMetal Spiral Stairs Install ManualPeter Jean-jacquesNo ratings yet
- f' f φ = 29° γ = 120 pcf: AssumptionsDocument3 pagesf' f φ = 29° γ = 120 pcf: AssumptionsPeter Jean-jacquesNo ratings yet
- Weep Hole Part Elevation Section: Drawn: Checked: Approved: Date: CAW 5/9/2011Document1 pageWeep Hole Part Elevation Section: Drawn: Checked: Approved: Date: CAW 5/9/2011Peter Jean-jacquesNo ratings yet
- BSc19 SL - MGT of Org - Brona RussellDocument36 pagesBSc19 SL - MGT of Org - Brona RussellAnonymous d2ZSDENo ratings yet
- Project Report On Employee RetentionDocument57 pagesProject Report On Employee RetentionNisha Ram0% (1)
- Anand Bihari Vs State of Rajasthan-3Document4 pagesAnand Bihari Vs State of Rajasthan-3Devashish Singh GarbyalNo ratings yet
- PMS Survey ReportDocument34 pagesPMS Survey Reportsantosh_bs2001No ratings yet
- 1 Plan Training SessionsDocument279 pages1 Plan Training Sessionsapi-196541959No ratings yet
- Project Support Job DescriptionDocument7 pagesProject Support Job DescriptionProjectmanagement101100% (1)
- Final-Module 3Document81 pagesFinal-Module 3Siju V SomanNo ratings yet
- Raymond Reynolds v. Dept Army, 3rd Cir. (2011)Document8 pagesRaymond Reynolds v. Dept Army, 3rd Cir. (2011)Scribd Government DocsNo ratings yet
- Supervision Assigment 1Document18 pagesSupervision Assigment 1Wendimu Nigusie100% (3)
- The Selection InterviewDocument58 pagesThe Selection InterviewTiviz RoobanNo ratings yet
- Security of Tenure To The Employee. E.g., If The Employee Work For That Company For About 10yrs Don'tDocument8 pagesSecurity of Tenure To The Employee. E.g., If The Employee Work For That Company For About 10yrs Don'tYsabel JaoNo ratings yet
- Lob Module 3 AttitudeDocument55 pagesLob Module 3 AttitudenafesinghNo ratings yet
- Employee Motivation and Retention Strategies at Microsoft CorporationDocument10 pagesEmployee Motivation and Retention Strategies at Microsoft CorporationAbhishek JainNo ratings yet
- Project Report On Child Labour in India 2Document44 pagesProject Report On Child Labour in India 2Manza DeshmukhNo ratings yet
- Nagaraju Kopperlla OFFER LETTERDocument2 pagesNagaraju Kopperlla OFFER LETTERPradip KumarNo ratings yet
- Economic IndicatorsDocument2 pagesEconomic IndicatorsShamsiyyaUNo ratings yet
- Definition of TermsDocument5 pagesDefinition of TermsBryan Steve PasquinNo ratings yet
- Understanding Employee Engagement Initiatives in BFSI Sector in Areas of Pune & MumbaiDocument14 pagesUnderstanding Employee Engagement Initiatives in BFSI Sector in Areas of Pune & MumbaiSneha BagchiNo ratings yet
- Vicarious LiabilityDocument29 pagesVicarious LiabilityIman JazminaNo ratings yet
- 4th SessionDocument4 pages4th SessionTorrance tradeNo ratings yet
- 360 Degree AppresialDocument4 pages360 Degree AppresialDYNASTY GoldNo ratings yet
- State of The City - Beverly Hills Weekly, Issue #675Document3 pagesState of The City - Beverly Hills Weekly, Issue #675BeverlyHillsWeeklyNo ratings yet
- Budget in HousekeepingDocument15 pagesBudget in Housekeepingtanmay jain100% (1)
- Recruitment and Selection GRP 4Document30 pagesRecruitment and Selection GRP 4Joyce CabralNo ratings yet
- Performance ManagementDocument16 pagesPerformance ManagementSubham KumarNo ratings yet
- Writing Task !Document61 pagesWriting Task !Maldox12No ratings yet