You might also like
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Integrated Spider Separator for Vacuum CleanerDocument10 pagesIntegrated Spider Separator for Vacuum CleanerVipul VaibhavNo ratings yet
- Process for Making a Wall with a Porous Element for Turbine Component CoolingDocument10 pagesProcess for Making a Wall with a Porous Element for Turbine Component CoolingZeeshan HaiderNo ratings yet
- Magnetic Rotating Motor Generator PatentDocument24 pagesMagnetic Rotating Motor Generator Patentmitza22No ratings yet
- United States Patent: Ker Et Al. (45) Date of Patent: Jul. 4, 2006Document28 pagesUnited States Patent: Ker Et Al. (45) Date of Patent: Jul. 4, 2006aminiel kivuyoNo ratings yet
- Stable Iron Oxide Anodes for Aluminum ProductionDocument8 pagesStable Iron Oxide Anodes for Aluminum ProductionturnipNo ratings yet
- Us 7665468Document13 pagesUs 7665468moustafahamod9No ratings yet
- United States Patent (10) Patent No.: US 7,774,911 B2: Sun Et Al. (45) Date of Patent: Aug. 17, 2010Document13 pagesUnited States Patent (10) Patent No.: US 7,774,911 B2: Sun Et Al. (45) Date of Patent: Aug. 17, 2010Keval KamaniNo ratings yet
- Gas Turbine Combustor Airflow StructureDocument22 pagesGas Turbine Combustor Airflow StructureRohitNo ratings yet
- N, N 3 Gé28 G 3 Z2%at: (12) United States Patent (10) Patent No.: US 6,877,682 B2Document14 pagesN, N 3 Gé28 G 3 Z2%at: (12) United States Patent (10) Patent No.: US 6,877,682 B2tmNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument21 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentRicardo Jimenez SNo ratings yet
- Electrical Device Enclosure Position SensorDocument15 pagesElectrical Device Enclosure Position SensorVansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,702,561 B2Document11 pagesUnited States Patent (10) Patent No.: US 6,702,561 B2Vansala GanesanNo ratings yet
- SKX (E.g. As: (12) United States Patent (10) Patent No.: US 6,626,712 B1Document9 pagesSKX (E.g. As: (12) United States Patent (10) Patent No.: US 6,626,712 B1shruti kapseNo ratings yet
- US007080504B2 - Laser Augmented Turbojet Propulsion SystemDocument7 pagesUS007080504B2 - Laser Augmented Turbojet Propulsion Systempaperoni iNo ratings yet
- US6351692Document12 pagesUS6351692Aram MorenoNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument25 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentpmurphNo ratings yet
- US8299606Document10 pagesUS8299606Pardeep SharmaNo ratings yet
- US8922159Document20 pagesUS8922159mike garvinNo ratings yet
- US9302538Document36 pagesUS9302538keyupequauce-2083No ratings yet
- United States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Document19 pagesUnited States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Shahzada IrshadNo ratings yet
- U.S. Pat. 8,946,529, Top Mounted Tremolo, To Floyd Rose, 2015.Document34 pagesU.S. Pat. 8,946,529, Top Mounted Tremolo, To Floyd Rose, 2015.Duane BlakeNo ratings yet
- United States Patent (10) Patent No.: US 8,356,778 B2Document23 pagesUnited States Patent (10) Patent No.: US 8,356,778 B2Erin GokNo ratings yet
- United States Patent: (12) (10) Patent No.: US 6,980,855 B2Document19 pagesUnited States Patent: (12) (10) Patent No.: US 6,980,855 B2pankaj shivhareNo ratings yet
- Wear TestDocument8 pagesWear TestHussain AgaNo ratings yet
- Us 9050873Document24 pagesUs 9050873Julius RojoNo ratings yet
- United States Patent: Cartier Et AlDocument17 pagesUnited States Patent: Cartier Et AlChoo Wei shengNo ratings yet
- US6804943Document6 pagesUS6804943Abdullah KhanNo ratings yet
- United States Patent (10) Patent No.: US 7489,225 B2: Dadafshar (45) Date of Patent: Feb. 10, 2009Document24 pagesUnited States Patent (10) Patent No.: US 7489,225 B2: Dadafshar (45) Date of Patent: Feb. 10, 2009Jie99No ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- Lighting Assembly LED ComponentsDocument19 pagesLighting Assembly LED ComponentspmurphNo ratings yet
- INDUCTION IRONING TITLEDocument20 pagesINDUCTION IRONING TITLERonan RojasNo ratings yet
- Current Sensor DesingDocument10 pagesCurrent Sensor DesingEmer nelsonNo ratings yet
- Forward Swept Winglet Aircraft PatentDocument19 pagesForward Swept Winglet Aircraft PatentDan Keith M. DuadNo ratings yet
- Geosciences Class NotesDocument16 pagesGeosciences Class NotesfvebbNo ratings yet
- US008771313B2 discloses self-retaining sutures with heat-contact mediated retainersDocument24 pagesUS008771313B2 discloses self-retaining sutures with heat-contact mediated retainershuyenthanh1807No ratings yet
- US7596959Document48 pagesUS7596959Yu An ShihNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7.464,653 B2Document20 pagesUnited States Patent: (12) (10) Patent No.: US 7.464,653 B2marcoNo ratings yet
- US8453962Document41 pagesUS8453962chandra sekharNo ratings yet
- US007791337B2 - Metal Detector with Vibration Canceling CircuitDocument7 pagesUS007791337B2 - Metal Detector with Vibration Canceling CircuitAndersonNo ratings yet
- United States Patent (10) Patent No.: US 7,707,797 B2Document11 pagesUnited States Patent (10) Patent No.: US 7,707,797 B2Erin GokNo ratings yet
- US7586071Document13 pagesUS7586071Darkos333No ratings yet
- US7963479Document10 pagesUS7963479雷黎明No ratings yet
- Us8850681 PDFDocument27 pagesUs8850681 PDFHugo Mauricio Echeverry HerreraNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument34 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentDaniela ScobarNo ratings yet
- Machining Method for Controllable Chip ShapesDocument12 pagesMachining Method for Controllable Chip ShapesSajad FilabiNo ratings yet
- United States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002Document8 pagesUnited States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002DaikinllcNo ratings yet
- United States Patent: Ledgerwood Et Al. Jun. 14, 2016Document16 pagesUnited States Patent: Ledgerwood Et Al. Jun. 14, 2016Vansala GanesanNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument10 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaNo ratings yet
- US9010371 - Anti Cavitation TrimDocument14 pagesUS9010371 - Anti Cavitation Trimshan07011984No ratings yet
- Us 7370885Document9 pagesUs 7370885Abrizal HaryadiNo ratings yet
- Resonant Diathermy Coil Coupling MethodDocument8 pagesResonant Diathermy Coil Coupling MethodstflockNo ratings yet
- US10228529具有芯、护套和位于护套内的聚合物护套访问功能的电缆Document15 pagesUS10228529具有芯、护套和位于护套内的聚合物护套访问功能的电缆李庆森No ratings yet
- Axial BlowerDocument10 pagesAxial Blowerbayu dewaNo ratings yet
- Treating Materials with Combined Energy SourcesDocument24 pagesTreating Materials with Combined Energy SourcesAndrea BertolinoNo ratings yet
- United States Patent (10) Patent No.: US 7,511,228 B2: Yaung Et Al. (45) Date of Patent: Mar. 31, 2009Document12 pagesUnited States Patent (10) Patent No.: US 7,511,228 B2: Yaung Et Al. (45) Date of Patent: Mar. 31, 2009Geetha ThiruvengadamNo ratings yet
- US6338367 Woven 3D Fabric Material PDFDocument16 pagesUS6338367 Woven 3D Fabric Material PDFParikshit PaulNo ratings yet
- United States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Document9 pagesUnited States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Cesar VasquesNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- US Patent PackingDocument9 pagesUS Patent Packingeng ahmedNo ratings yet
- United States Patent (19) : 11 Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: (45) Date of PatentErin GokNo ratings yet
- Via VA: 2ea?o. 2"e22%Document3 pagesVia VA: 2ea?o. 2"e22%Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 8,985,313 B2Document16 pagesUnited States Patent (10) Patent No.: US 8,985,313 B2Erin GokNo ratings yet
- Rine 2.: - 4 Lab, KazDocument4 pagesRine 2.: - 4 Lab, KazErin GokNo ratings yet
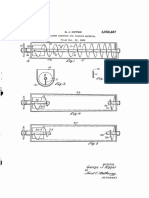
- J. A. Dupps: Screw ConveyorDocument3 pagesJ. A. Dupps: Screw ConveyorErin GokNo ratings yet
- CN202988148UDocument7 pagesCN202988148UErin GokNo ratings yet
- Cleaner: (12) (19) Standard Patent Australian Patent OfficeDocument34 pagesCleaner: (12) (19) Standard Patent Australian Patent OfficeErin GokNo ratings yet
- Multi-function exercise apparatus with resistance mechanismDocument31 pagesMulti-function exercise apparatus with resistance mechanismErin GokNo ratings yet
- United States Patent (19) : 57) To A Lime Kiln And, Respectively, of Cement To A CementDocument4 pagesUnited States Patent (19) : 57) To A Lime Kiln And, Respectively, of Cement To A CementErin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Document22 pagesUnited States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Erin GokNo ratings yet
- CN2752368YDocument68 pagesCN2752368YErin GokNo ratings yet
- Marine riser system flange coupling riser sectionsDocument12 pagesMarine riser system flange coupling riser sectionsErin GokNo ratings yet
- Combined steam and gas turbine engine with magnetic transmissionDocument29 pagesCombined steam and gas turbine engine with magnetic transmissionErin GokNo ratings yet
- CA2433438CDocument111 pagesCA2433438CErin GokNo ratings yet
- US2209100Document11 pagesUS2209100Erin GokNo ratings yet
- Filed July La, l965: Shell-Less Cast-In - Place Concrete PileDocument6 pagesFiled July La, l965: Shell-Less Cast-In - Place Concrete PileErin GokNo ratings yet
- Nitttttttt-Iii: June 12, 1951Document3 pagesNitttttttt-Iii: June 12, 1951Erin GokNo ratings yet
- Impact Excavation SystemDocument26 pagesImpact Excavation SystemErin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,707,797 B2Document11 pagesUnited States Patent (10) Patent No.: US 7,707,797 B2Erin GokNo ratings yet
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aODocument3 pagesDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2017/0003072 A1Document29 pagesPatent Application Publication (10) Pub. No.: US 2017/0003072 A1Erin GokNo ratings yet
- CN104174690ADocument4 pagesCN104174690AErin GokNo ratings yet
- Zzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Document5 pagesZzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Erin GokNo ratings yet
- Zzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Document5 pagesZzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Erin GokNo ratings yet
- CN100408905CDocument6 pagesCN100408905CErin GokNo ratings yet
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aODocument3 pagesDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokNo ratings yet
- Nitttttttt-Iii: June 12, 1951Document3 pagesNitttttttt-Iii: June 12, 1951Erin GokNo ratings yet
- CN102428199ADocument11 pagesCN102428199AErin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0193087 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2010/0193087 A1Erin GokNo ratings yet
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokNo ratings yet
- GSTAT - Vacancy Circular MembersDocument13 pagesGSTAT - Vacancy Circular Membersksvv prasadNo ratings yet
- ALL AND THE: OctrfeDocument4 pagesALL AND THE: OctrfeDilg ConcepcionNo ratings yet
- Technological Institute of The Philippines: 938 Aurora Boulevard, Cubao, Quezon CityDocument10 pagesTechnological Institute of The Philippines: 938 Aurora Boulevard, Cubao, Quezon CityJheo TorresNo ratings yet
- The Unionist September 2012Document8 pagesThe Unionist September 2012novvotikNo ratings yet
- Chapter 7Document11 pagesChapter 7Minh TúNo ratings yet
- The Crescent Standard Investment Bank LimitedDocument3 pagesThe Crescent Standard Investment Bank LimitedhammasNo ratings yet
- Dispute Resolution, Grievance Management, Employee EmpowermentDocument73 pagesDispute Resolution, Grievance Management, Employee EmpowermentHuleshwar Kumar SinghNo ratings yet
- Faculty of Hospitality and Tourism ManagementDocument2 pagesFaculty of Hospitality and Tourism Managementizumi tandukarNo ratings yet
- Class Assignment BALLB 8th SemDocument11 pagesClass Assignment BALLB 8th SemAaryan M GuptaNo ratings yet
- Pakistan Donor ProfileDocument47 pagesPakistan Donor ProfileAtif Ahmad KhanNo ratings yet
- The Fetid Revel v2Document6 pagesThe Fetid Revel v2Alexandre CrowNo ratings yet
- Deed of Donation: Legal Form No. 14Document3 pagesDeed of Donation: Legal Form No. 14Laurie Carr LandichoNo ratings yet
- 2020notice GCQ-CRMD PDFDocument4 pages2020notice GCQ-CRMD PDFAika Reodica AntiojoNo ratings yet
- Account Statement From 1 Nov 2020 To 31 Mar 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument3 pagesAccount Statement From 1 Nov 2020 To 31 Mar 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceMukesh SharmaNo ratings yet
- Ramon Hache ELEC ComplaintDocument9 pagesRamon Hache ELEC ComplaintAshley Balcerzak0% (1)
- External Audit ThesisDocument8 pagesExternal Audit ThesisLisa Riley100% (2)
- StanfordDocument4 pagesStanfordSai CharanNo ratings yet
- Ato Part 147 DcamDocument14 pagesAto Part 147 DcamAhmad AimanNo ratings yet
- LandmarksDocument5 pagesLandmarksJudy Ann Jude AdornaNo ratings yet
- Summary of The Competition Commission of India Order No. 022023 Dt. 190723Document2 pagesSummary of The Competition Commission of India Order No. 022023 Dt. 190723Siddheesh YadavNo ratings yet
- Diocese of Bacolod v. COMELEC, G.R. No. 205728, January 21, 2015Document34 pagesDiocese of Bacolod v. COMELEC, G.R. No. 205728, January 21, 2015Alan Vincent FontanosaNo ratings yet
- DTRDocument2 pagesDTRjoellynNo ratings yet
- EthicsDocument4 pagesEthicsMubeen AzamNo ratings yet
- BGB Unit 40 & 50Document7 pagesBGB Unit 40 & 50Julia LonerNo ratings yet
- Duties of A Lawyer Lecture Notes 3 PDFDocument12 pagesDuties of A Lawyer Lecture Notes 3 PDFSaidatulnajwaNo ratings yet
- Wilmington Trust Filing Retry 3-25-21Document25 pagesWilmington Trust Filing Retry 3-25-21Delaware Public MediaNo ratings yet
- EMTLDocument2 pagesEMTLNagaraju0% (1)
- United States v. Markeith Hart, 4th Cir. (2015)Document4 pagesUnited States v. Markeith Hart, 4th Cir. (2015)Scribd Government DocsNo ratings yet
- F7 Sir Zubair NotesDocument119 pagesF7 Sir Zubair NotesAli OpNo ratings yet
- Lecture Notes in Evidence-BarDocument33 pagesLecture Notes in Evidence-BarSherily CuaNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)