You might also like
- Circuito Electronico de ControlDocument3 pagesCircuito Electronico de ControlemernelsonmanNo ratings yet
- EP0616965B1Document10 pagesEP0616965B1Shankar PediredlaNo ratings yet
- US2823701Document3 pagesUS2823701Ator VastatinNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Method For Drilling Cooling HolesDocument7 pagesMethod For Drilling Cooling HolesAbdulaziz AlrawiNo ratings yet
- Engineering Vol 72 1901-09-06Document43 pagesEngineering Vol 72 1901-09-06ian_newNo ratings yet
- Repair Shallow Casing Leaks Oil WellsDocument7 pagesRepair Shallow Casing Leaks Oil WellsrabeemhNo ratings yet
- US3420058Document5 pagesUS3420058moonstarNo ratings yet
- Engineering Vol 72 1901-07-12Document35 pagesEngineering Vol 72 1901-07-12ian_newNo ratings yet
- Fabrication of Steel PipeworkDocument10 pagesFabrication of Steel PipeworkjoseritoNo ratings yet
- 'I Ini: March 28, l1961 .1. E. Dalgleish 2,976,679Document5 pages'I Ini: March 28, l1961 .1. E. Dalgleish 2,976,679ShameekaNo ratings yet
- Us2996100 PDFDocument8 pagesUs2996100 PDFerzrzretgertfertgeNo ratings yet
- Forging Metals: Shaping by Compressive ForcesDocument21 pagesForging Metals: Shaping by Compressive ForcesNur RokhimNo ratings yet
- Unlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973Document4 pagesUnlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973fgrt45No ratings yet
- Original: FiledDocument4 pagesOriginal: FiledwcaskeyNo ratings yet
- US Pat. 3881777Document6 pagesUS Pat. 3881777GaleriaTechniki.PLNo ratings yet
- Superalloys_2005_57_67Document11 pagesSuperalloys_2005_57_67htdk312No ratings yet
- Chapter 14 Forging of MetalsDocument49 pagesChapter 14 Forging of MetalsVaisakh PsNo ratings yet
- Bag cutting mechanism for adjustable bag lengthDocument3 pagesBag cutting mechanism for adjustable bag lengthJhonnatan E Avendaño Florez100% (1)
- Us3432107 PDFDocument3 pagesUs3432107 PDFasssssNo ratings yet
- 23Document37 pages23supriyo1970No ratings yet
- A Project of Volunteers in Asia: Yuekjf?CDocument16 pagesA Project of Volunteers in Asia: Yuekjf?CmeineanmeldungenNo ratings yet
- United States Patent (191: Yamamoto Et Al. (45) Date of Patent: Dec. 4, 1984Document11 pagesUnited States Patent (191: Yamamoto Et Al. (45) Date of Patent: Dec. 4, 1984Anonymous 6HADGUEXDNo ratings yet
- Cementing Patent 2Document3 pagesCementing Patent 2Lara CitlalliNo ratings yet
- SLURRY FLOW IN MILLS: GRATE DISCHARGE MECHANISMDocument24 pagesSLURRY FLOW IN MILLS: GRATE DISCHARGE MECHANISMJavier OyarceNo ratings yet
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 pagesBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadNo ratings yet
- 3481 Quorn 02Document4 pages3481 Quorn 02Andy LNo ratings yet
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Beyond Design at Newmont Boddington GoldDocument10 pagesBeyond Design at Newmont Boddington Goldseansara1No ratings yet
- Thread whirling method patent document summaryDocument6 pagesThread whirling method patent document summaryIrina BesliuNo ratings yet
- Gatori ZingDocument9 pagesGatori ZingKnos PeNo ratings yet
- US2182002Document5 pagesUS2182002Jhonnatan E Avendaño FlorezNo ratings yet
- United States Patent (19) : B JornstadDocument4 pagesUnited States Patent (19) : B JornstadlfilippiniNo ratings yet
- United States PatentDocument5 pagesUnited States PatentAyu NurizzaNo ratings yet
- Method and Machine for Manufacturing Paperboard Tubes by Helical WindingDocument8 pagesMethod and Machine for Manufacturing Paperboard Tubes by Helical WindingUvxtalNo ratings yet
- US4483464Document6 pagesUS4483464Joao LemesNo ratings yet
- A Simulation Model For An Air-Swept Ball Mill Grinding Coal PDFDocument12 pagesA Simulation Model For An Air-Swept Ball Mill Grinding Coal PDFAnonymous knICaxNo ratings yet
- Vibration-Free Rod-Baffle Design of TubeDocument5 pagesVibration-Free Rod-Baffle Design of Tubehwang2No ratings yet
- Rotary dryer for aggregate with staggered lifting flights and cross bracesDocument5 pagesRotary dryer for aggregate with staggered lifting flights and cross bracesAhmadmartakNo ratings yet
- STUF 1001 Saurer John CupoletteDocument17 pagesSTUF 1001 Saurer John CupoletteSurendra SenanayakeNo ratings yet
- United States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Document6 pagesUnited States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Ankita PadhiNo ratings yet
- US3841371-metal InsertDocument5 pagesUS3841371-metal InsertgauravNo ratings yet
- Centrifugal molding of concrete poles and pipesDocument4 pagesCentrifugal molding of concrete poles and pipesAdeel FaisalNo ratings yet
- Heat Exchange Core Patent DetailsDocument7 pagesHeat Exchange Core Patent DetailsRadnumNo ratings yet
- US898276Document5 pagesUS898276Jacob LukaNo ratings yet
- Patent details electrochemical drilling process that stops at predetermined current levelDocument5 pagesPatent details electrochemical drilling process that stops at predetermined current levelKundanNo ratings yet
- Gundrilling HandbookDocument49 pagesGundrilling HandbookBooks for the lot100% (1)
- ESG Service Information: GeneralDocument4 pagesESG Service Information: GeneralHectorFalconLlenderrozosNo ratings yet
- Tube Saport PDFDocument4 pagesTube Saport PDFjr110livecomNo ratings yet
- Modern Blanking and Piercing DiesDocument58 pagesModern Blanking and Piercing DiesMustafa Sert100% (4)
- Unique Online Leak Repair TechniquesDocument8 pagesUnique Online Leak Repair TechniquesMario Alfredo MunafóNo ratings yet
- Us4540334 PDFDocument9 pagesUs4540334 PDFJigar SutharNo ratings yet
- United States Patent (19) : (54) Coating Device For Coating OfaDocument10 pagesUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraNo ratings yet
- Hydrofoil - US5297938Document8 pagesHydrofoil - US5297938rwtoorresdNo ratings yet
- Ball MillDocument14 pagesBall MillISLAM I. Fekry95% (20)
- Rotary Aggregate Dryer with Staggered Cup Flights and Cross BracesDocument5 pagesRotary Aggregate Dryer with Staggered Cup Flights and Cross BracesFreddy OrtegaNo ratings yet
- United States Patent (10) Patent No.: US 8,985,313 B2Document16 pagesUnited States Patent (10) Patent No.: US 8,985,313 B2Erin GokNo ratings yet
- CN202988148UDocument7 pagesCN202988148UErin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Document22 pagesUnited States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Erin GokNo ratings yet
- United States Patent (19) : 11 Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: (45) Date of PatentErin GokNo ratings yet
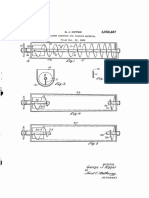
- J. A. Dupps: Screw ConveyorDocument3 pagesJ. A. Dupps: Screw ConveyorErin GokNo ratings yet
- United States Patent (19) : 57) To A Lime Kiln And, Respectively, of Cement To A CementDocument4 pagesUnited States Patent (19) : 57) To A Lime Kiln And, Respectively, of Cement To A CementErin GokNo ratings yet
- Rine 2.: - 4 Lab, KazDocument4 pagesRine 2.: - 4 Lab, KazErin GokNo ratings yet
- Via VA: 2ea?o. 2"e22%Document3 pagesVia VA: 2ea?o. 2"e22%Erin GokNo ratings yet
- Marine riser system flange coupling riser sectionsDocument12 pagesMarine riser system flange coupling riser sectionsErin GokNo ratings yet
- CN2752368YDocument68 pagesCN2752368YErin GokNo ratings yet
- Cleaner: (12) (19) Standard Patent Australian Patent OfficeDocument34 pagesCleaner: (12) (19) Standard Patent Australian Patent OfficeErin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2017/0003072 A1Document29 pagesPatent Application Publication (10) Pub. No.: US 2017/0003072 A1Erin GokNo ratings yet
- Multi-function exercise apparatus with resistance mechanismDocument31 pagesMulti-function exercise apparatus with resistance mechanismErin GokNo ratings yet
- CA2433438CDocument111 pagesCA2433438CErin GokNo ratings yet
- US2209100Document11 pagesUS2209100Erin GokNo ratings yet
- Impact Excavation SystemDocument26 pagesImpact Excavation SystemErin GokNo ratings yet
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aODocument3 pagesDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokNo ratings yet
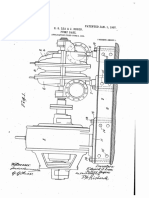
- Zzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Document5 pagesZzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Erin GokNo ratings yet
- Zzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Document5 pagesZzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Erin GokNo ratings yet
- Filed July La, l965: Shell-Less Cast-In - Place Concrete PileDocument6 pagesFiled July La, l965: Shell-Less Cast-In - Place Concrete PileErin GokNo ratings yet
- Combined steam and gas turbine engine with magnetic transmissionDocument29 pagesCombined steam and gas turbine engine with magnetic transmissionErin GokNo ratings yet
- Nitttttttt-Iii: June 12, 1951Document3 pagesNitttttttt-Iii: June 12, 1951Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,707,797 B2Document11 pagesUnited States Patent (10) Patent No.: US 7,707,797 B2Erin GokNo ratings yet
- CN104174690ADocument4 pagesCN104174690AErin GokNo ratings yet
- CN100408905CDocument6 pagesCN100408905CErin GokNo ratings yet
- CN102428199ADocument11 pagesCN102428199AErin GokNo ratings yet
- Nitttttttt-Iii: June 12, 1951Document3 pagesNitttttttt-Iii: June 12, 1951Erin GokNo ratings yet
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aODocument3 pagesDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokNo ratings yet
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0193087 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2010/0193087 A1Erin GokNo ratings yet
- PaliLossy PDFDocument408 pagesPaliLossy PDFtemp100% (2)
- Kinsey Crimes and ConsequencesDocument370 pagesKinsey Crimes and ConsequencesMirela ZahNo ratings yet
- TQ International Course Guide - CompressedDocument40 pagesTQ International Course Guide - CompressedgermanNo ratings yet
- The Music of Baroque PeriodDocument20 pagesThe Music of Baroque PeriodkukuhpaigeNo ratings yet
- MSC Logic Self Study 2019 CompleteDocument88 pagesMSC Logic Self Study 2019 CompleteAlyssa RenataNo ratings yet
- Pendulum Dowsing ChartsDocument8 pagesPendulum Dowsing ChartsLyn62% (13)
- Action PlanDocument3 pagesAction PlanMaki BalisiNo ratings yet
- Describing LearnersDocument29 pagesDescribing LearnersSongül Kafa67% (3)
- Kami Export - Year 11 Spring Break RevisionDocument90 pagesKami Export - Year 11 Spring Break Revisionbkhmnrq4d6No ratings yet
- GaDocument101 pagesGaSugan GeeNo ratings yet
- 25 0 - Command RefDocument632 pages25 0 - Command RefVitaly KroivetsNo ratings yet
- Payment Instruction Form (Pif) : Davao CentralDocument1 pagePayment Instruction Form (Pif) : Davao Centralhue sageNo ratings yet
- Unimac Technical Specifications UY180 UY240 UY280Document2 pagesUnimac Technical Specifications UY180 UY240 UY280mairimsp2003No ratings yet
- Wound Healing PhasesDocument27 pagesWound Healing PhasesAnil BasnetNo ratings yet
- Aquatic Animal Protection Act 2017 1960Document8 pagesAquatic Animal Protection Act 2017 1960Subham DahalNo ratings yet
- Dokumen - Tips - Chapter 17 Job Order Costing Costing Chapter 17 Learning Objectives 1 DistinguishDocument25 pagesDokumen - Tips - Chapter 17 Job Order Costing Costing Chapter 17 Learning Objectives 1 DistinguishNouman SheikhNo ratings yet
- International SellingDocument28 pagesInternational SellingShoaib ImtiazNo ratings yet
- Crabtree-Industrial Circuit ProtectionDocument104 pagesCrabtree-Industrial Circuit ProtectionAbhyuday Ghosh0% (1)
- Humor, Humility and National Identity in Pride and PrejudiceDocument13 pagesHumor, Humility and National Identity in Pride and PrejudiceLuz SaavedraNo ratings yet
- Tall Buildings Case Studies of John Hancock Centre and Sears TowerDocument75 pagesTall Buildings Case Studies of John Hancock Centre and Sears TowerShanikAromgottilNo ratings yet
- Perceptions of ABM Students on Becoming Young EntrepreneursDocument8 pagesPerceptions of ABM Students on Becoming Young EntrepreneursHoward CullugNo ratings yet
- Well Construction Journal - May/June 2014Document28 pagesWell Construction Journal - May/June 2014Venture PublishingNo ratings yet
- Workshop 1Document2 pagesWorkshop 1Chathura PallawalaNo ratings yet
- L46 - Whitefield Lab Home Visit Sy No. 18/1B, K R Puram, Hobli, Sree Sai Harsha Tower, White FieldDocument4 pagesL46 - Whitefield Lab Home Visit Sy No. 18/1B, K R Puram, Hobli, Sree Sai Harsha Tower, White FieldSayantan BanerjeeNo ratings yet
- Fundamentals of Procure To PayDocument254 pagesFundamentals of Procure To Paysweetshene100% (3)
- "A Study On Inventory Management" Statement of ProblemDocument3 pages"A Study On Inventory Management" Statement of ProblemSandhiya GovindNo ratings yet
- Effect of Low Pressure Alkaline Delignification Process On TheDocument15 pagesEffect of Low Pressure Alkaline Delignification Process On Thenurshiyama89No ratings yet
- Automatic Railway Gate ControlDocument6 pagesAutomatic Railway Gate ControlRithesh VRNo ratings yet
- Inventory Costs and ControlDocument7 pagesInventory Costs and ControlEden Dela CruzNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsFrom EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsRating: 4 out of 5 stars4/5 (2)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)