You might also like
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Bhopal Disaster-Case StudyDocument19 pagesBhopal Disaster-Case StudyRaja RamNo ratings yet
- The Bhopal gas Tragedy: A safety case studyDocument21 pagesThe Bhopal gas Tragedy: A safety case studyUpdesh GangwarNo ratings yet
- Bhopal IncidentDocument22 pagesBhopal IncidentAnonymous MwhZ2eVnB100% (1)
- Bhopal Case Study TragedyDocument17 pagesBhopal Case Study Tragedyfettane100% (1)
- Chapter - 10 (T2 Laboratories)Document27 pagesChapter - 10 (T2 Laboratories)BigbearBigbearNo ratings yet
- Tmi NotesDocument2 pagesTmi Notesgeorge aarthiNo ratings yet
- Osha Individual ReportDocument9 pagesOsha Individual ReportpuraniNo ratings yet
- Case Study For Bhopal Gas Tragedy-1Document13 pagesCase Study For Bhopal Gas Tragedy-1Hamza GulzarNo ratings yet
- An Engineer's Guide To Management of Change - CEP - Mar 2012Document5 pagesAn Engineer's Guide To Management of Change - CEP - Mar 2012onizuka-t2263No ratings yet
- G.chem Bhopal Gas TragedyDocument16 pagesG.chem Bhopal Gas Tragedymrmy88tm46No ratings yet
- CaseDocument13 pagesCaseHamza GulzarNo ratings yet
- Phillips Disaster 1989Document24 pagesPhillips Disaster 1989Xtylish Rajpoot50% (2)
- Detection of Silicone Oil Leakages in Freeze Dryers: 65 PDA J Pharm Sci and TechDocument7 pagesDetection of Silicone Oil Leakages in Freeze Dryers: 65 PDA J Pharm Sci and Techvijay narayanNo ratings yet
- SEPT 2022 - CLD 20002 - Chap 1 - Industrial SafetyDocument104 pagesSEPT 2022 - CLD 20002 - Chap 1 - Industrial SafetyAirish AirishNo ratings yet
- The Bhopal Gas Tragedy: A Case Study on the World's Worst Industrial DisasterDocument41 pagesThe Bhopal Gas Tragedy: A Case Study on the World's Worst Industrial DisasterVivek GurjarNo ratings yet
- Bhopal Gas Tragedy Root CausesDocument15 pagesBhopal Gas Tragedy Root CausesDanny JaliusNo ratings yet
- Bhopal Accident in 1984Document2 pagesBhopal Accident in 1984DilharaNo ratings yet
- Runaway ReactionsDocument5 pagesRunaway ReactionsDaniel SantosNo ratings yet
- The Bhopal DisasterDocument9 pagesThe Bhopal Disaster123kunaveNo ratings yet
- Williams GeismarDocument5 pagesWilliams GeismarGuru PrasadNo ratings yet
- Bhopal, India Disaster: AureteDocument6 pagesBhopal, India Disaster: AureteMc Jason LaureteNo ratings yet
- Safety Culture Lessons from Major AccidentsDocument8 pagesSafety Culture Lessons from Major AccidentsHesham HamyNo ratings yet
- How Cost-Cutting Led to Bhopal DisasterDocument4 pagesHow Cost-Cutting Led to Bhopal DisasterAyush SharmaNo ratings yet
- AECH 4112 Process Safety Design: Assigned Case StudyDocument13 pagesAECH 4112 Process Safety Design: Assigned Case StudyHelena AdamNo ratings yet
- Hazards in Processing Light HydrocarbonsDocument4 pagesHazards in Processing Light HydrocarbonsNestramiNo ratings yet
- Process Safety BeaconDocument1 pageProcess Safety BeaconRaul tejadaNo ratings yet
- Bhopal Gas TragedyDocument14 pagesBhopal Gas TragedyVasantha Velleyen100% (1)
- Case Study For Bhopal Gas TragedyDocument13 pagesCase Study For Bhopal Gas TragedyHamza GulzarNo ratings yet
- Bhopal Gas Tragedy Case StudyDocument12 pagesBhopal Gas Tragedy Case StudyMary Grace D. AlmiranezNo ratings yet
- Three Mile Island (Ethical Engineering Study)Document23 pagesThree Mile Island (Ethical Engineering Study)Badrulshahputra Basha89% (9)
- CH3044 Plant Safety and Loss PreventionDocument4 pagesCH3044 Plant Safety and Loss PreventionAchini NawarathnaNo ratings yet
- Lessons Learned From Recent Process Safety IncidentsDocument7 pagesLessons Learned From Recent Process Safety IncidentsMohamed AhmedNo ratings yet
- Hse Assignment 3 (Complete)Document23 pagesHse Assignment 3 (Complete)Chun SiangNo ratings yet
- Multi-Unit Shutdown Due To Boiler Feedwater Chemical ExcursionDocument22 pagesMulti-Unit Shutdown Due To Boiler Feedwater Chemical ExcursionPatrick ramotlopiNo ratings yet
- CSB Investigations of Incidents During Startups and ShutdownsDocument4 pagesCSB Investigations of Incidents During Startups and ShutdownsSebastian iacopiNo ratings yet
- Task 8Document3 pagesTask 8YNo ratings yet
- Bhopal PDFDocument2 pagesBhopal PDFRatna Paramitha SariNo ratings yet
- Biomaterials (Reza) 1Document6 pagesBiomaterials (Reza) 1123davidfranceNo ratings yet
- Causes of Runaway Reactions in Chemical AccidentsDocument7 pagesCauses of Runaway Reactions in Chemical AccidentsKamel IbrahimNo ratings yet
- Assignment 3 Title Bhopal Disaster PRESEDocument32 pagesAssignment 3 Title Bhopal Disaster PRESEMedysia Novittaqa SuryaNo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- WP 08 PDFDocument16 pagesWP 08 PDFProingmeca CANo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- White Paper The Victaulic Vortex™ Fire Suppression SystemDocument16 pagesWhite Paper The Victaulic Vortex™ Fire Suppression SystemProingmeca CANo ratings yet
- A Safety-Alert-Maintenance 1-IADC PDFDocument2 pagesA Safety-Alert-Maintenance 1-IADC PDFVeeramuthu SundararajuNo ratings yet
- A Safety Alert Maintenance 1 IADCDocument2 pagesA Safety Alert Maintenance 1 IADCvsrslmNo ratings yet
- Safety Report BhopalDocument13 pagesSafety Report BhopalAmeer HamzaNo ratings yet
- Bhopal LOPADocument3 pagesBhopal LOPAFakhrul RaziNo ratings yet
- Case StudyDocument12 pagesCase StudyvsrslmNo ratings yet
- Issue On Accidents Involving HYDROGENDocument4 pagesIssue On Accidents Involving HYDROGENKarunakar MoolyaNo ratings yet
- Cyclone Blockage ClearingDocument19 pagesCyclone Blockage ClearingAnGahBasHa50% (2)
- Bhopal Gas Tragedy: Which Took The Lives of 20,000 PeopleDocument15 pagesBhopal Gas Tragedy: Which Took The Lives of 20,000 PeopleStani Jude JohnNo ratings yet
- Report On Bhipal Gas DisasterDocument20 pagesReport On Bhipal Gas DisasterdrsantosguptaNo ratings yet
- Chapter 2 Maintenance Procedure - PlanningDocument69 pagesChapter 2 Maintenance Procedure - PlanningHafizuddin PjoeNo ratings yet
- Case Study 4: Buncefield Oil Storage Depot, December 2005Document3 pagesCase Study 4: Buncefield Oil Storage Depot, December 2005Gustavo AgudeloNo ratings yet
- Columna de DestilacionDocument1 pageColumna de Destilacionjdur jhdoisj curjfNo ratings yet
- Examen Catálisis 11-12Document1 pageExamen Catálisis 11-12jdur jhdoisj curjfNo ratings yet
- Examen Catálisis 11-12Document1 pageExamen Catálisis 11-12jdur jhdoisj curjfNo ratings yet
- Links VideosDocument1 pageLinks Videosjdur jhdoisj curjfNo ratings yet
- NJKNKJNMDocument7 pagesNJKNKJNMjdur jhdoisj curjfNo ratings yet
- HoiDocument2 pagesHoijdur jhdoisj curjfNo ratings yet
- InkmDocument1 pageInkmjdur jhdoisj curjfNo ratings yet
- IojihnDocument6 pagesIojihnjdur jhdoisj curjfNo ratings yet
- 8 4Document5 pages8 4jdur jhdoisj curjfNo ratings yet
- IojihnDocument6 pagesIojihnjdur jhdoisj curjfNo ratings yet
- IojihnDocument6 pagesIojihnjdur jhdoisj curjfNo ratings yet
- CHEMCAD Flowsheet AnalysisDocument6 pagesCHEMCAD Flowsheet Analysisjdur jhdoisj curjfNo ratings yet
- HKJNDocument9 pagesHKJNjdur jhdoisj curjfNo ratings yet
- UhiuhjiDocument7 pagesUhiuhjijdur jhdoisj curjfNo ratings yet
- UhiuhjiDocument7 pagesUhiuhjijdur jhdoisj curjfNo ratings yet
- Program Evaluation and Review Technique (PERT) : 1. Identify The Specific Activities and MilestonesDocument3 pagesProgram Evaluation and Review Technique (PERT) : 1. Identify The Specific Activities and MilestonesAbuzar AliNo ratings yet
- MS For Surface Rock Bolts and Dowels (Rev-2)Document23 pagesMS For Surface Rock Bolts and Dowels (Rev-2)shahzadNo ratings yet
- IT2840D 3640D Copier Operation ManualDocument516 pagesIT2840D 3640D Copier Operation ManualChristopher CollinsNo ratings yet
- Maluno Integrated School: Action Plan On Wins ProgramDocument1 pageMaluno Integrated School: Action Plan On Wins ProgramSherlymae Alejandro Avelino100% (2)
- Module 1 Ethernet and VLAN: Lab 1-1 Ethernet Interface and Link Configuration Learning ObjectivesDocument15 pagesModule 1 Ethernet and VLAN: Lab 1-1 Ethernet Interface and Link Configuration Learning ObjectivesChaima BelhediNo ratings yet
- Short Dipole Lecture: Radiation Patterns and CalculationsDocument4 pagesShort Dipole Lecture: Radiation Patterns and CalculationsAbdullah AloglaNo ratings yet
- PAL-AT Operating ManualDocument60 pagesPAL-AT Operating ManualArmağan DemirelNo ratings yet
- Melissas ResumeDocument2 pagesMelissas Resumeapi-329595263No ratings yet
- Computer Systems Servicing NC II CGDocument238 pagesComputer Systems Servicing NC II CGRickyJeciel100% (2)
- Tutorial EllothDocument15 pagesTutorial EllothLepota SvetaNo ratings yet
- Manipulative and Interactive Media GuideDocument25 pagesManipulative and Interactive Media Guidetyron plandesNo ratings yet
- Growth of Luxury Market & Products in IndiaDocument60 pagesGrowth of Luxury Market & Products in IndiaMohammed Yunus100% (2)
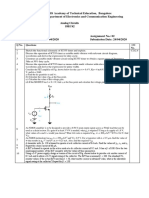
- JSS Academy of Technical Education, Bangalore Department of Electronics and Communication Engineering Analog Circuits AssignmentDocument2 pagesJSS Academy of Technical Education, Bangalore Department of Electronics and Communication Engineering Analog Circuits AssignmentSamarth SamaNo ratings yet
- Vashi Creek Water Quality NaviMumbaiDocument27 pagesVashi Creek Water Quality NaviMumbairanucNo ratings yet
- LIST OF FOREIGN-FRIENDLY MEDICAL INSTITUTIONSDocument24 pagesLIST OF FOREIGN-FRIENDLY MEDICAL INSTITUTIONSleithNo ratings yet
- METHODS OF PULSE MILLING - WET, DRY, HOME AND COMMERCIALDocument7 pagesMETHODS OF PULSE MILLING - WET, DRY, HOME AND COMMERCIALsuresh100% (1)
- Assessment E - Contract - LaundryDocument5 pagesAssessment E - Contract - LaundrySiddhartha BhusalNo ratings yet
- SafeShop Business Plan PDFDocument16 pagesSafeShop Business Plan PDFkalchati yaminiNo ratings yet
- Seven sources of innovative opportunity & purposeful innovationDocument6 pagesSeven sources of innovative opportunity & purposeful innovationKeith Tanaka MagakaNo ratings yet
- Define technical settings for data replication systemsDocument2 pagesDefine technical settings for data replication systemsGK SKNo ratings yet
- Impact of Child Labour On School Attendance and Academic Performance of Pupils in Public Primary Schools in Niger StateDocument90 pagesImpact of Child Labour On School Attendance and Academic Performance of Pupils in Public Primary Schools in Niger StateJaikes100% (3)
- Multiple Linear Regression: Diagnostics: Statistics 203: Introduction To Regression and Analysis of VarianceDocument16 pagesMultiple Linear Regression: Diagnostics: Statistics 203: Introduction To Regression and Analysis of VariancecesardakoNo ratings yet
- VDO Gauge - VL Hourmeter 12 - 24Document2 pagesVDO Gauge - VL Hourmeter 12 - 24HanNo ratings yet
- Medical Tourism A Look at How Medical Outsourcing Can Reshape Health Care - 2014Document18 pagesMedical Tourism A Look at How Medical Outsourcing Can Reshape Health Care - 2014avijitcu2007No ratings yet
- Mega Trends Driving Transformation in the Indian Education SectorDocument62 pagesMega Trends Driving Transformation in the Indian Education SectorSakshi SodhiNo ratings yet
- Bc-6800plus Series Auto Hematology Analyzer Operator's ManualDocument322 pagesBc-6800plus Series Auto Hematology Analyzer Operator's ManualHenock MelesseNo ratings yet
- A Brief On "The Purvanchal Expressway"Document4 pagesA Brief On "The Purvanchal Expressway"Ajay SinghNo ratings yet
- ACI-20 S2 Indonesia - en PDFDocument3 pagesACI-20 S2 Indonesia - en PDFOktaNo ratings yet
- 3HAC9821-1 Rev01Document8 pages3HAC9821-1 Rev01TensaigaNo ratings yet
- T3 Rapid Quantitative Test COA - F2311630AADDocument1 pageT3 Rapid Quantitative Test COA - F2311630AADg64bt8rqdwNo ratings yet
- Barangay San Pascual - Judicial Affidavit of PB Armando DeteraDocument9 pagesBarangay San Pascual - Judicial Affidavit of PB Armando DeteraRosemarie JanoNo ratings yet