You might also like
- Inputs and Outputs List Page:1/4: Example-5: ConveyorDocument4 pagesInputs and Outputs List Page:1/4: Example-5: ConveyorjupudiguptaNo ratings yet
- Inputs and Outputs List Page:1/4: EXAMPLE-3: Bottle FillingDocument7 pagesInputs and Outputs List Page:1/4: EXAMPLE-3: Bottle FillingjupudiguptaNo ratings yet
- Inputs and Outputs List Page:1/21: Example-9: Sequential Control of Induction MotorsDocument7 pagesInputs and Outputs List Page:1/21: Example-9: Sequential Control of Induction MotorsjupudiguptaNo ratings yet
- Toggle logic inputs and outputsDocument6 pagesToggle logic inputs and outputsjupudiguptaNo ratings yet
- Tank filling control with feedbackDocument4 pagesTank filling control with feedbackjupudiguptaNo ratings yet
- 液压及电器设备Document84 pages液压及电器设备jackNo ratings yet
- ARMA SOAP 20W-TH1098Document51 pagesARMA SOAP 20W-TH1098Mahmoud EsmailNo ratings yet
- Group 11 Eppr ValveDocument3 pagesGroup 11 Eppr ValveDado OgameNo ratings yet
- Activity 1 - Identifying Inputs and Outputs of Automation SystemDocument1 pageActivity 1 - Identifying Inputs and Outputs of Automation Systemsofi sofiyuddonNo ratings yet
- Dyn ModelingDocument10 pagesDyn ModelingSagar KumarNo ratings yet
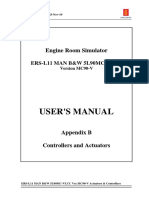
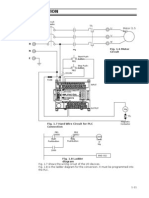
- MC90 Appendix B Actuators and ControllersDocument10 pagesMC90 Appendix B Actuators and ControllersMobin GhariNo ratings yet
- Position Control System: Transducer Amplifier Motor & Gearing Output Shaft Error + InputDocument6 pagesPosition Control System: Transducer Amplifier Motor & Gearing Output Shaft Error + InputZeeshan WaqasNo ratings yet
- Fcom - Vol - 1 A330 Ge KLMDocument1,128 pagesFcom - Vol - 1 A330 Ge KLManarko arsipelNo ratings yet
- Emergency trip system overviewDocument22 pagesEmergency trip system overviewBui Vanluong100% (1)
- RENCANA ANGARAN BIAYA PLTS HYBRID 3-12 kWhDocument33 pagesRENCANA ANGARAN BIAYA PLTS HYBRID 3-12 kWhilhamNo ratings yet
- Cmos Inverter CharacteristicsDocument5 pagesCmos Inverter CharacteristicsRichu Jose CyriacNo ratings yet
- Instruction Manual RKPDocument8 pagesInstruction Manual RKPpmd100% (1)
- Pc3 Control Valve CharacteristicDocument8 pagesPc3 Control Valve CharacteristicNoor FadzleenaNo ratings yet
- Load List - OCDR - IntakeDocument1 pageLoad List - OCDR - IntakePUSHPENDRA SINGHNo ratings yet
- Ujt Relaxation OscillatorsDocument47 pagesUjt Relaxation OscillatorsGeorge CamachoNo ratings yet
- Q) A Single-Phase Two-Winding Transformer Is Rated 20 kVA, 480/120 Volts, 60 HZDocument8 pagesQ) A Single-Phase Two-Winding Transformer Is Rated 20 kVA, 480/120 Volts, 60 HZMarwan MohamedNo ratings yet
- 810m PLC ProblemDocument71 pages810m PLC ProblemPatryk MarczewskiNo ratings yet
- Levels ControlDocument13 pagesLevels Controlm usersNo ratings yet
- Control Cable TCP01 FOR CONTINUITYDocument23 pagesControl Cable TCP01 FOR CONTINUITYFendi ahmadNo ratings yet
- CLD 20202 Exp 1-Control ValveDocument15 pagesCLD 20202 Exp 1-Control ValveAbu RectifyNo ratings yet
- Group 11 EPPR Valve Controls Excavator Engine SpeedDocument3 pagesGroup 11 EPPR Valve Controls Excavator Engine Speedarfa ujiantoNo ratings yet
- A Shift-15.02.2024 ReportDocument1 pageA Shift-15.02.2024 ReportShiavm PatelNo ratings yet
- TSTPP Turbine Protection InterlockDocument7 pagesTSTPP Turbine Protection InterlockDenkaNo ratings yet
- 001 - Index Drawing - Mechanical ElectricalDocument2 pages001 - Index Drawing - Mechanical Electricalana astutiNo ratings yet
- PSE Shift Handover Logbook SummaryDocument1 pagePSE Shift Handover Logbook SummaryLove Buddha's WordsNo ratings yet
- GROUP 11 EPPR VALVE (Up To #0284)Document4 pagesGROUP 11 EPPR VALVE (Up To #0284)levinton jose tobias genesNo ratings yet
- Exp 9 Boost ConverterDocument8 pagesExp 9 Boost ConverterusmpowerlabNo ratings yet
- Cable Schedule SampleDocument9 pagesCable Schedule SampleAmin Hasan AminNo ratings yet
- Group Assignment: InstructionsDocument3 pagesGroup Assignment: InstructionsObusitseNo ratings yet
- UCT EEE 3057S Group AssignmentDocument3 pagesUCT EEE 3057S Group AssignmentObusitseNo ratings yet
- New England Reduced Model (39 Bus System) EMTP RV Study ReportDocument31 pagesNew England Reduced Model (39 Bus System) EMTP RV Study ReportMd. Arifur KabirNo ratings yet
- Synchro Kalibakal Bay Bumiayu 2Document1 pageSynchro Kalibakal Bay Bumiayu 2MuhammadHeruSetiawanNo ratings yet
- STUDY AN AMPLITUDE MODULATORDocument7 pagesSTUDY AN AMPLITUDE MODULATORGurwinder SinghNo ratings yet
- Ta8435h HQ TosDocument27 pagesTa8435h HQ Tostuandaubac15012262No ratings yet
- Boost-Buck SEPIC Converter DerivationDocument1 pageBoost-Buck SEPIC Converter DerivationCharkNo ratings yet
- Feedbacks in Hydraulic Servo Systems RydbergDocument21 pagesFeedbacks in Hydraulic Servo Systems Rydbergc1ronNo ratings yet
- Abb Utilities GMBH: OperationDocument4 pagesAbb Utilities GMBH: OperationAlikNo ratings yet
- Chap 1.2Document11 pagesChap 1.2DjokataNo ratings yet
- Synchronous Inverse SEPIC Topology Provides High Efficiency For Noninverting Buck/Boost Voltage ConvertersDocument5 pagesSynchronous Inverse SEPIC Topology Provides High Efficiency For Noninverting Buck/Boost Voltage ConvertersLeonardo OrtizNo ratings yet
- Monostable: Schematic of A 555 in Monostable Mode. Example Values R 220K, C 100nF For Debouncing A PushbuttonDocument2 pagesMonostable: Schematic of A 555 in Monostable Mode. Example Values R 220K, C 100nF For Debouncing A Pushbuttonbhanuka2009No ratings yet
- Gov Simulator 23.12.06Document46 pagesGov Simulator 23.12.06Sam100% (2)
- 8 TC UPS+Battery 1Document2 pages8 TC UPS+Battery 1sonu007adakNo ratings yet
- Visit Electronics Club for 555 Timer GuideDocument13 pagesVisit Electronics Club for 555 Timer GuideMehar GuptaNo ratings yet
- 9 TC UPS+Battery 2Document2 pages9 TC UPS+Battery 2sonu007adakNo ratings yet
- @A318/A319/A320/A321: Chapter 35 - OxygenDocument50 pages@A318/A319/A320/A321: Chapter 35 - OxygenhengwahchungNo ratings yet
- Cetp VisDocument4 pagesCetp VisregregewgewgNo ratings yet
- Cocon QTZ GB 580684193526e8fa1d3c5aDocument4 pagesCocon QTZ GB 580684193526e8fa1d3c5aAnonymous 6hptH95No ratings yet
- Mc1455u - DatasheetDocument10 pagesMc1455u - Datasheetmark777markNo ratings yet
- Chapter 9 Series Compensation StudyDocument12 pagesChapter 9 Series Compensation StudyVigneshwaran KandaswamyNo ratings yet
- 200Khz, 1.5A PWM Buck DC/DC Converter: General DescriptionDocument10 pages200Khz, 1.5A PWM Buck DC/DC Converter: General DescriptionagusnellNo ratings yet
- Switch Mode Power Supply (SMPS) Topologies (Part II)Document108 pagesSwitch Mode Power Supply (SMPS) Topologies (Part II)Willie WalkerNo ratings yet
- Chapter 8 - Cmos ComparatorsDocument39 pagesChapter 8 - Cmos Comparatorsfabio-delima8012100% (1)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- PLC & Scada InterfaceDocument2 pagesPLC & Scada InterfacejupudiguptaNo ratings yet
- Example: Punching Machine Page:1/4Document5 pagesExample: Punching Machine Page:1/4jupudiguptaNo ratings yet
- Scada DocDocument6 pagesScada DocjupudiguptaNo ratings yet
- Example: Punching Machine Page:1/4Document5 pagesExample: Punching Machine Page:1/4jupudiguptaNo ratings yet
- Teradata Developer Besant Technologies Course Content PDFDocument3 pagesTeradata Developer Besant Technologies Course Content PDFjupudiguptaNo ratings yet
- Teradata Installation: Installation Steps For WindowsDocument4 pagesTeradata Installation: Installation Steps For WindowsjupudiguptaNo ratings yet
- PlantsDocument1 pagePlantsjupudiguptaNo ratings yet
- Home - HCI TrainingDocument13 pagesHome - HCI TrainingjupudiguptaNo ratings yet
- PLC & Scada InterfaceDocument2 pagesPLC & Scada InterfacejupudiguptaNo ratings yet
- Welcome To All Participants: Plastics MachineryDocument78 pagesWelcome To All Participants: Plastics MachineryjupudiguptaNo ratings yet
- Narendra - SR SAP XI - PI EDI CONSULTANTDocument5 pagesNarendra - SR SAP XI - PI EDI CONSULTANTjupudiguptaNo ratings yet
- SAP Cloud Platform Integration Training ContentDocument4 pagesSAP Cloud Platform Integration Training Contentjupudigupta67% (3)
- EST Lesson PlanDocument2 pagesEST Lesson PlanjupudiguptaNo ratings yet
- Communication ParadigmDocument18 pagesCommunication ParadigmjupudiguptaNo ratings yet
- Data Concentrator Unit (DCU) : Visiontek-88GrDocument4 pagesData Concentrator Unit (DCU) : Visiontek-88GrjupudiguptaNo ratings yet
- Teradata Installation: Installation Steps For WindowsDocument4 pagesTeradata Installation: Installation Steps For WindowsjupudiguptaNo ratings yet
- Ximail30 XSDDocument2 pagesXimail30 XSDjupudiguptaNo ratings yet
- QuestionsDocument5 pagesQuestionsjupudiguptaNo ratings yet
- Overview of SAP CPI - HandsoutDocument2 pagesOverview of SAP CPI - HandsoutjupudiguptaNo ratings yet
- Smart by Gep Sap AdapterDocument6 pagesSmart by Gep Sap AdapterjupudiguptaNo ratings yet
- What Is A Data Warehouse?Document7 pagesWhat Is A Data Warehouse?jupudiguptaNo ratings yet
- What Is A Data Warehouse?Document7 pagesWhat Is A Data Warehouse?jupudiguptaNo ratings yet
- QuestionsDocument5 pagesQuestionsjupudiguptaNo ratings yet
- Activation ErrorDocument1 pageActivation ErrorjupudiguptaNo ratings yet
- 1 2020 ROW CatalogDocument214 pages1 2020 ROW CatalogBryan BaringNo ratings yet
- Manual de Servicio - Magicolor1680-1690MF Delcop 3009Document380 pagesManual de Servicio - Magicolor1680-1690MF Delcop 3009oneil moleroNo ratings yet
- Sinvert Datas PV Field GroundingDocument8 pagesSinvert Datas PV Field Groundinghimadri.banerji60No ratings yet
- Table Saw Safety FinalDocument24 pagesTable Saw Safety Finalvolatileyasser100% (1)
- Data Sheet 3VA1225-5EF32-0AA0: ModelDocument7 pagesData Sheet 3VA1225-5EF32-0AA0: ModelJENNYNo ratings yet
- Motoman gp50 PDFDocument109 pagesMotoman gp50 PDFCésar AtachauNo ratings yet
- 414 Manual BOMBADocument114 pages414 Manual BOMBAYonatanNo ratings yet
- Torques PDFDocument2 pagesTorques PDFarmin_fernandez75% (4)
- ABB Change Over Switches PDFDocument104 pagesABB Change Over Switches PDFmohammad hazbehzadNo ratings yet
- Afc SVD VS15Document6 pagesAfc SVD VS15AbhiNo ratings yet
- LTZ Catalogo Ga041 0601gbDocument24 pagesLTZ Catalogo Ga041 0601gbRo BaNo ratings yet
- STC Oil Control Valve (Mechanical) - 1Document2 pagesSTC Oil Control Valve (Mechanical) - 1Parveen KashyapNo ratings yet
- Hougen CatalogDocument40 pagesHougen CatalogchivetoNo ratings yet
- 41-42-P2R-ULSZ.S4011 - Audible-Signal Appliances - UL Product Iq PDFDocument3 pages41-42-P2R-ULSZ.S4011 - Audible-Signal Appliances - UL Product Iq PDFMARIA ALEJANDRA PANZANo ratings yet
- Manual Call Point S-A4061Document1 pageManual Call Point S-A4061Ashiq SalmanNo ratings yet
- PC-SCU Operation Manual: 1. InstallDocument5 pagesPC-SCU Operation Manual: 1. InstallSt GabiNo ratings yet
- 300 Watt Xenon Power Supplies: CEP301 SeriesDocument3 pages300 Watt Xenon Power Supplies: CEP301 SeriesDavidCoriaNo ratings yet
- Raychem Screened Elbow/Straight Separable Connectors Rses/RsssDocument2 pagesRaychem Screened Elbow/Straight Separable Connectors Rses/RsssGiovany Vargas QuirozNo ratings yet
- First Quarter Exam Chs - 7: Gigmoto District Sicmil Integrated School Gigmoto, CatanduanesDocument2 pagesFirst Quarter Exam Chs - 7: Gigmoto District Sicmil Integrated School Gigmoto, CatanduanesApril TatadNo ratings yet
- PS250 Service Manual Concise GuideDocument11 pagesPS250 Service Manual Concise GuideLOURDES CARDONANo ratings yet
- Io-Iso: Addressable Input/ Output ModuleDocument1 pageIo-Iso: Addressable Input/ Output ModuleCretu Stefan-DanielNo ratings yet
- Essential Theatre Shop Tools and Their UsesDocument29 pagesEssential Theatre Shop Tools and Their UsesLoredana IvanovNo ratings yet
- Arc-Proof Air-Insulated Switchgear For Primary Distribution 12kV Up To 1250A, 25kaDocument2 pagesArc-Proof Air-Insulated Switchgear For Primary Distribution 12kV Up To 1250A, 25kagiriNo ratings yet
- Tanzania PVC Pipe ManufacturerDocument2 pagesTanzania PVC Pipe ManufacturerElisha WankogereNo ratings yet
- Safety Relay 440R-N23126Document2 pagesSafety Relay 440R-N23126Sergio HernandezNo ratings yet
- SM6 Interlocks Guide for Switchgear Characteristics and Functional UnitsDocument3 pagesSM6 Interlocks Guide for Switchgear Characteristics and Functional UnitsAhmedNo ratings yet
- SmartPhone Flush Panel MountDocument2 pagesSmartPhone Flush Panel MountWilliam BltNo ratings yet
- Copeland AE1287 Demand CoolingDocument12 pagesCopeland AE1287 Demand CoolinggigiNo ratings yet
- Gas ValveDocument9 pagesGas ValveJJNo ratings yet