You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Mapúa University: Shop Practice No. 4 KnurlingDocument8 pagesMapúa University: Shop Practice No. 4 KnurlingmarisonNo ratings yet
- Experiment No. 6: To Perform Knurling Operation On LatheDocument4 pagesExperiment No. 6: To Perform Knurling Operation On LatheHasnain Ashraf100% (1)
- How To Sand Your Own Timber Floor: The Ultimate DIY Guide With PicturesFrom EverandHow To Sand Your Own Timber Floor: The Ultimate DIY Guide With PicturesNo ratings yet
- Shop Practice Number 4Document9 pagesShop Practice Number 4JantzenCaliwliwNo ratings yet
- The Essential Handsaw Book: Projects & Techniques for Mastering a Timeless Hand ToolFrom EverandThe Essential Handsaw Book: Projects & Techniques for Mastering a Timeless Hand ToolNo ratings yet
- Facing Operations LatheDocument7 pagesFacing Operations LatheJennifer Nicky ShakerNo ratings yet
- Facing Operations: Using A 4-Jaw ChuckDocument8 pagesFacing Operations: Using A 4-Jaw ChuckMajida AdilNo ratings yet
- Chapter 3 Lathe MachineDocument25 pagesChapter 3 Lathe MachineQaQa AhmadNo ratings yet
- Activity Worksheet For ME 211 Workshop Theory & Practice 1 Semester, 2019-2020Document6 pagesActivity Worksheet For ME 211 Workshop Theory & Practice 1 Semester, 2019-2020brodyNo ratings yet
- of Production On LatheDocument13 pagesof Production On LathePREM KUMAR BUGATANo ratings yet
- Threading Operations of Lathe SystemDocument37 pagesThreading Operations of Lathe SystemResshille Ann T. SalleyNo ratings yet
- MSTP Reviewer MidtermsDocument9 pagesMSTP Reviewer MidtermsCarl Jay R. IntacNo ratings yet
- Grinding ReportDocument5 pagesGrinding ReportSteady Bunny100% (2)
- Facing OperationsDocument8 pagesFacing OperationsRaihan KabirNo ratings yet
- Quad Processing MachineDocument6 pagesQuad Processing MachineSulfikkar100% (1)
- LATHEDocument9 pagesLATHEArun PrasadNo ratings yet
- Milling: SAFETY NOTE! Never Attempt To Operate A Milling Machine While Your Senses Are Impaired by Medication or OtherDocument9 pagesMilling: SAFETY NOTE! Never Attempt To Operate A Milling Machine While Your Senses Are Impaired by Medication or Otherrc94No ratings yet
- Rap Drill and LatheDocument14 pagesRap Drill and LatheJoyce Saddhu MeettooNo ratings yet
- Design For MachiningDocument33 pagesDesign For MachiningAnkit chauhanNo ratings yet
- Haide EeeeeeDocument32 pagesHaide Eeeeeeusmaniqbal15No ratings yet
- Lathe ReportDocument11 pagesLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- Grinding Lathe ToolsDocument18 pagesGrinding Lathe ToolsAntónio FrançaNo ratings yet
- Grinding MachineDocument34 pagesGrinding MachineThakur ShakilNo ratings yet
- Introduction to-WPS Office Machine ToolDocument3 pagesIntroduction to-WPS Office Machine ToolOmari AdamNo ratings yet
- Power Point PersentationDocument16 pagesPower Point PersentationMD AFSHANNo ratings yet
- Manufacturing Processes Lab I: Running A Lathe MachineDocument35 pagesManufacturing Processes Lab I: Running A Lathe MachineSrinivas SrinivasgNo ratings yet
- Grinding MachineDocument22 pagesGrinding MachineImGlobalCitizenNo ratings yet
- Workholding Methods: Held in A Chuck. Held Between Centers. Held in A ColletDocument4 pagesWorkholding Methods: Held in A Chuck. Held Between Centers. Held in A ColletmichalNo ratings yet
- Mesin Report SEM 2Document17 pagesMesin Report SEM 2Fiqri Ash RuleNo ratings yet
- A Milling MachineDocument8 pagesA Milling MachinepedjaNo ratings yet
- Project Assigmnet 1Document7 pagesProject Assigmnet 1Jaja MangzNo ratings yet
- For More Presentation Go To: Metal Cutting LatheDocument74 pagesFor More Presentation Go To: Metal Cutting Lathebabu319No ratings yet
- Machine ShopDocument5 pagesMachine Shopkainat latifNo ratings yet
- Machine Shop: C C C C C C C CDocument23 pagesMachine Shop: C C C C C C C CLakhvir SinghNo ratings yet
- POM AssignDocument12 pagesPOM AssignAmeer HamzaNo ratings yet
- Lathe OperationDocument13 pagesLathe OperationdevmarineacademyNo ratings yet
- Machining Operations: Word Meaning Context More InformationDocument4 pagesMachining Operations: Word Meaning Context More InformationabyzenNo ratings yet
- Honing 2Document11 pagesHoning 2shashanksirNo ratings yet
- Name of The Experiment: Cutting Tool Bit and Drill Bit Shapes and FormsDocument7 pagesName of The Experiment: Cutting Tool Bit and Drill Bit Shapes and FormsMD Mahmudul Hasan MasudNo ratings yet
- Fabrication Methods and ProcessesDocument27 pagesFabrication Methods and ProcessesSivaNo ratings yet
- Materi Presentasi ManufakturDocument4 pagesMateri Presentasi ManufakturAquila Fadhila ArifiantiNo ratings yet
- Lab 1Document8 pagesLab 1Khurram SattarNo ratings yet
- Surface GrinderDocument7 pagesSurface Grinderaryariqtariq704100% (1)
- Manalo-Workshop Activity 1Document1 pageManalo-Workshop Activity 1MANALO Nikka Jane D.No ratings yet
- Cylindrical GrinderDocument4 pagesCylindrical GrinderyudhishtherNo ratings yet
- Surface Grinding ReportDocument12 pagesSurface Grinding ReportyowiskieNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Experiment No 8: To Perform Boring Operation On Lathe: Theoretical BackgroundDocument3 pagesExperiment No 8: To Perform Boring Operation On Lathe: Theoretical BackgroundHasnain AshrafNo ratings yet
- Griding Types and Lapping, Honing SuperfinishingDocument135 pagesGriding Types and Lapping, Honing SuperfinishingIndra Pratap Singh100% (1)
- A LatheDocument7 pagesA LathePassmore DubeNo ratings yet
- Abstract3 PDFDocument1 pageAbstract3 PDFYOUNIS ALI RATHERNo ratings yet
- Module 2Document15 pagesModule 2mohammedgousmujahidNo ratings yet
- Bengkel ReportDocument5 pagesBengkel ReportPaih DtNo ratings yet
- Sharpening Drill BitsDocument12 pagesSharpening Drill Bitsaabb_1my3724100% (2)
- Experiment No. 9: To Perform Parting Operation On LatheDocument3 pagesExperiment No. 9: To Perform Parting Operation On LatheHasnain AshrafNo ratings yet
- Tool Rest SVD-110: Positioning of MachineDocument5 pagesTool Rest SVD-110: Positioning of MachineLalo LeloNo ratings yet
- Generation Motions of Machine Tools, Requirements of Machine Tools, Fundamental of Machine Tool DesignDocument50 pagesGeneration Motions of Machine Tools, Requirements of Machine Tools, Fundamental of Machine Tool DesignDeepan RajNo ratings yet
- Grinding PDFDocument1 pageGrinding PDFAfzaal FiazNo ratings yet
- Vijay ChandranDocument1 pageVijay ChandranSounak BanerjeeNo ratings yet
- Next Generation Heat Treating MethodologyDocument68 pagesNext Generation Heat Treating MethodologySounak BanerjeeNo ratings yet
- Godels Paradoxical Nature of TributariesDocument4 pagesGodels Paradoxical Nature of TributariesSounak BanerjeeNo ratings yet
- Passivation Criteria For NadCAPDocument49 pagesPassivation Criteria For NadCAPSounak BanerjeeNo ratings yet
- For ScribdDocument2 pagesFor ScribdSounak BanerjeeNo ratings yet
- For ScribdDocument2 pagesFor ScribdSounak BanerjeeNo ratings yet
- For ScribdDocument5 pagesFor ScribdSounak BanerjeeNo ratings yet
- Aptitude QUESTION PAPERSDocument16 pagesAptitude QUESTION PAPERSChandan M R GowdaNo ratings yet
- ME-Paper Code-A GATE 2011: Answer: - (B) ExplanationDocument22 pagesME-Paper Code-A GATE 2011: Answer: - (B) ExplanationIMLOGANNo ratings yet
- Nodia and Company: Gate Solved Paper Mechanical Engineering 2015-2Document12 pagesNodia and Company: Gate Solved Paper Mechanical Engineering 2015-2Sounak BanerjeeNo ratings yet
- Drone TechnologyDocument26 pagesDrone TechnologyAlexNo ratings yet
- Tom Upto Gate 2010 Ies2009Document298 pagesTom Upto Gate 2010 Ies2009dineshgarhwal157No ratings yet
- Design of Experiments PDFDocument76 pagesDesign of Experiments PDFAmlan DasNo ratings yet
- Boron PDFDocument6 pagesBoron PDFSounak BanerjeeNo ratings yet
- Boron PDFDocument6 pagesBoron PDFSounak BanerjeeNo ratings yet
- Hiace Techstream 1st RunDocument3 pagesHiace Techstream 1st RunStephen MasemoNo ratings yet
- Rigid Electrical Steel ConduitDocument2 pagesRigid Electrical Steel ConduitBuckNo ratings yet
- VRV Condensing UnitDocument24 pagesVRV Condensing UnitLeo NgNo ratings yet
- 4.0 Crude Oil Export System Commissioning ProcedureDocument12 pages4.0 Crude Oil Export System Commissioning Procedurenaved ahmed100% (1)
- Solid Liquid Separation - Centrifugal FiltrationDocument12 pagesSolid Liquid Separation - Centrifugal FiltrationAminEsmaeiliNo ratings yet
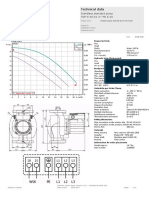
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Document1 pageBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNo ratings yet
- Exp 7Document27 pagesExp 7Faiz MsNo ratings yet
- Full Text 01Document92 pagesFull Text 01Gadgets InfoNo ratings yet
- Camion Articulado 730C2 Plano HYD 2016 SISDocument2 pagesCamion Articulado 730C2 Plano HYD 2016 SISFabrizio Jesus Morales SalirrosasNo ratings yet
- Nagi Pressure VesselDocument15 pagesNagi Pressure Vesselmohammed alaa eldinNo ratings yet
- Safety in Welding and CuttingDocument33 pagesSafety in Welding and CuttingBhavya ShuklaNo ratings yet
- Benelli Tre-K 1130 Motorcycle Owners ManualDocument104 pagesBenelli Tre-K 1130 Motorcycle Owners Manualtrevor540960% (5)
- Asb - 407 18 117Document15 pagesAsb - 407 18 117edsel jose diaz sarmientoNo ratings yet
- High Torque Drive Rod (SLHT) Rod Introduction-HUAMINGDocument18 pagesHigh Torque Drive Rod (SLHT) Rod Introduction-HUAMINGKevin XuNo ratings yet
- PIP PCCCV002-2018 Pressure Regulators Selection CriteriaDocument7 pagesPIP PCCCV002-2018 Pressure Regulators Selection Criteria刘旭No ratings yet
- 2.3.2 TensileTesting SIMDocument4 pages2.3.2 TensileTesting SIMRaymond NguyenNo ratings yet
- t6010 PDFDocument412 pagest6010 PDFPapy Plus100% (1)
- Economic Optimization of Pipe Diameter For Complete TurbulenceDocument4 pagesEconomic Optimization of Pipe Diameter For Complete Turbulenceazamshafiq100% (1)
- Process Flow SheetDocument22 pagesProcess Flow Sheetranger cleetusNo ratings yet
- Tsubaki Emerson Gearmotor HypoidDocument228 pagesTsubaki Emerson Gearmotor HypoidDillan Stwart Quintero ParraNo ratings yet
- IA Search EngineDocument47 pagesIA Search EngineSiswand BIn Mohd AliNo ratings yet
- Chemical Engineering and Physical and Chemical Principles QuestionsDocument84 pagesChemical Engineering and Physical and Chemical Principles QuestionsMark Vincent EspinosaNo ratings yet
- Numerical Modelling and Computation Methods of Concrete Face Rockfill DamDocument2 pagesNumerical Modelling and Computation Methods of Concrete Face Rockfill DamTony ChanNo ratings yet
- Industrial Report at Incepta Pharmaceuticals Ltd.Document36 pagesIndustrial Report at Incepta Pharmaceuticals Ltd.Naimul Hoque Shuvo100% (1)
- Backstops FailureDocument7 pagesBackstops FailureLLNo ratings yet
- DC-Powered Jumping Ring: Articles You May Be Interested inDocument6 pagesDC-Powered Jumping Ring: Articles You May Be Interested inTiberiuNo ratings yet
- Centroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersDocument5 pagesCentroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersNitik Kumar0% (1)
- Wika Diaphragm Seal, Flange Connection Model 990.27Document4 pagesWika Diaphragm Seal, Flange Connection Model 990.27Syed Imtiaz HussainNo ratings yet
- Exercise # 1.1Document1 pageExercise # 1.1iamniczdejzNo ratings yet
- QM ZG528-L6Document21 pagesQM ZG528-L6eklovyaNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Design Research Through Practice: From the Lab, Field, and ShowroomFrom EverandDesign Research Through Practice: From the Lab, Field, and ShowroomRating: 3 out of 5 stars3/5 (7)