You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Cone Penetration Testing: Methods and InterpretationFrom EverandCone Penetration Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (3)
- D 6464 - 99 Rdy0njqtotkDocument6 pagesD 6464 - 99 Rdy0njqtotkMarceloNo ratings yet
- Fosroc Conbextra HF TDSDocument4 pagesFosroc Conbextra HF TDSRicky JayaNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- D 3234 - 88 R99 - Rdmymzq - PDFDocument3 pagesD 3234 - 88 R99 - Rdmymzq - PDFPaulo SantosNo ratings yet
- Datasheet File Conbextra - HFDocument4 pagesDatasheet File Conbextra - HFandikaNo ratings yet
- Astm D4317 98Document3 pagesAstm D4317 98Abril CampuzanoNo ratings yet
- D4317 4434Document6 pagesD4317 4434JEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- C 509 - 94 R99 - Qzuwos1sruqDocument6 pagesC 509 - 94 R99 - Qzuwos1sruqGustavo Adolfo Vargas MorantesNo ratings yet
- Description Features and CharacteristicsDocument2 pagesDescription Features and CharacteristicsPranpath NarupantawartNo ratings yet
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 pagesTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNo ratings yet
- SikaAnchorFix3001 PdsDocument4 pagesSikaAnchorFix3001 PdssaulolmNo ratings yet
- Globalene ST031: Technical Data Sheet / 技術資料表Document1 pageGlobalene ST031: Technical Data Sheet / 技術資料表Ale AriasNo ratings yet
- Print Resistance of Architectural Paints: Standard Test Method ForDocument2 pagesPrint Resistance of Architectural Paints: Standard Test Method ForShaker QaidiNo ratings yet
- Product 06931 HOMO PT331MDocument1 pageProduct 06931 HOMO PT331MKan Sang MokNo ratings yet
- Conbextra EP120 TDS PDFDocument3 pagesConbextra EP120 TDS PDFzulfikarNo ratings yet
- Pds CPD Sikadur55SLV UsDocument2 pagesPds CPD Sikadur55SLV UsMikeNo ratings yet
- 226NDocument2 pages226NUmaibalanNo ratings yet
- T02 NsaDocument2 pagesT02 NsaSanjay C BhattNo ratings yet
- D224 PDFDocument3 pagesD224 PDFtenNo ratings yet
- Adhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method ForDocument4 pagesAdhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method Forמשה אביסדריסNo ratings yet
- Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceDocument3 pagesFiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceKevin Josue100% (1)
- Acoustic Teardrop Seal - TRD 1944Document3 pagesAcoustic Teardrop Seal - TRD 1944billionthfakeloginNo ratings yet
- Fosroc Conbextra GP TDSDocument4 pagesFosroc Conbextra GP TDSmukesh baghelNo ratings yet
- Protective & Marine Coatings: Heavy Duty Block FillerDocument4 pagesProtective & Marine Coatings: Heavy Duty Block FillerAna CabreraNo ratings yet
- 17 ASTM D2628 Policloropreno Preformado Sellos de Juntas Elastoméricos para Pavimentos de Hormigón1Document3 pages17 ASTM D2628 Policloropreno Preformado Sellos de Juntas Elastoméricos para Pavimentos de Hormigón1Calidad Cauchos VikingoNo ratings yet
- Oil Migration or Plasticizer Bleed-Out of Preformed Tape SealantsDocument2 pagesOil Migration or Plasticizer Bleed-Out of Preformed Tape Sealantssebastian novoaNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Conbextra ATDocument4 pagesConbextra ATRyan Joseph QuebrarNo ratings yet
- R - ASTM-D6928-microdevalDocument6 pagesR - ASTM-D6928-microdevalTamanna KabirNo ratings yet
- Resin Binder Enhanced Friction Surface Treatment, Item SPV.0180.XXDocument5 pagesResin Binder Enhanced Friction Surface Treatment, Item SPV.0180.XXMarco Dela CruzNo ratings yet
- Adhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method ForDocument4 pagesAdhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method Forquality staffordNo ratings yet
- Effects of Heat Aging On Weight Loss, Cracking, and Chalking of Elastomeric SealantsDocument3 pagesEffects of Heat Aging On Weight Loss, Cracking, and Chalking of Elastomeric SealantsKelly-Moore Việt NamNo ratings yet
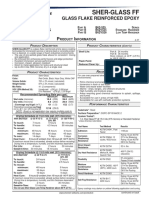
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Wet Adhesion of Latex Paints To A Gloss Alkyd Enamel SubstrateDocument4 pagesWet Adhesion of Latex Paints To A Gloss Alkyd Enamel Substrateasma hamzaNo ratings yet
- WWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinDocument2 pagesWWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinVinodKandukuriNo ratings yet
- C 581 - 00 - Qzu4ms1sruq - PDFDocument7 pagesC 581 - 00 - Qzu4ms1sruq - PDFAndre CasteloNo ratings yet
- Soft Natural Rubber Lining: Technical Data SheetDocument2 pagesSoft Natural Rubber Lining: Technical Data SheetArmanda SiryogiawanNo ratings yet
- Astm C 772-2003Document2 pagesAstm C 772-2003zeqs9No ratings yet
- Conbextra GP PremixDocument3 pagesConbextra GP Premixtabah sentosaNo ratings yet
- 4910 NastroDocument3 pages4910 NastrowillyNo ratings yet
- Pds CPD D30 SikaGrout 300 PT UsDocument2 pagesPds CPD D30 SikaGrout 300 PT UsJonathan FelixNo ratings yet
- DR.FIXIT FASTFLEX HIGH-QUALITY FLEXIBLE WATERPROOFINGDocument5 pagesDR.FIXIT FASTFLEX HIGH-QUALITY FLEXIBLE WATERPROOFINGSwapnil JadhavNo ratings yet
- Conbextra 621 precision groutDocument4 pagesConbextra 621 precision groutMichael MazoNo ratings yet
- K-Resin Styrene-Butadiene Copolymers (SBC) : Customer Benefits Typical ApplicationsDocument1 pageK-Resin Styrene-Butadiene Copolymers (SBC) : Customer Benefits Typical ApplicationssumherilNo ratings yet
- Comparison Bet Stds For Rubber TubesDocument2 pagesComparison Bet Stds For Rubber TubesRam SudheerNo ratings yet
- Five Star Rapid Epoxy GroutDocument2 pagesFive Star Rapid Epoxy GroutJohnprasannaNo ratings yet
- Adhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method ForDocument4 pagesAdhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method Forquality staffordNo ratings yet
- Qurain PP Raffia 3 Mfi Ht031Document1 pageQurain PP Raffia 3 Mfi Ht031Engr HasnainNo ratings yet
- Qurain Polypropylene Technical Data Sheet: Injection Molding Resins Film ResinsDocument1 pageQurain Polypropylene Technical Data Sheet: Injection Molding Resins Film ResinsTychNo ratings yet
- EC TDS High Density Polyurethane Foam BlockDocument2 pagesEC TDS High Density Polyurethane Foam BlockDiego OrtegaNo ratings yet
- Latex Sealants: Standard Specification ForDocument3 pagesLatex Sealants: Standard Specification ForKelly-Moore Việt NamNo ratings yet
- Self-Adhering Polymer Modified Bituminous Sheet Materials Used As Steep Roofing Underlayment For Ice Dam ProtectionDocument5 pagesSelf-Adhering Polymer Modified Bituminous Sheet Materials Used As Steep Roofing Underlayment For Ice Dam ProtectiondaovandongpktNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Cold-Applied Tape Coating - Rev 3-17Document19 pagesCold-Applied Tape Coating - Rev 3-17AhmedNo ratings yet
- Urethane Coating 165 PWDocument3 pagesUrethane Coating 165 PWANIBALLOPEZVEGANo ratings yet
- The Mechanical Behaviour of Engineering Materials: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandThe Mechanical Behaviour of Engineering Materials: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Concrete Materials: Properties, Specifications, and TestingFrom EverandConcrete Materials: Properties, Specifications, and TestingRating: 4.5 out of 5 stars4.5/5 (5)
- D 3878 - 04 - Rdm4nzgtukveDocument6 pagesD 3878 - 04 - Rdm4nzgtukveYGWHNo ratings yet
- Shock Sensitivity of Liquid Monopropellants by The Card-Gap TestDocument11 pagesShock Sensitivity of Liquid Monopropellants by The Card-Gap TestYGWHNo ratings yet
- Shock Sensitivity of Liquid Monopropellants by The Card-Gap TestDocument11 pagesShock Sensitivity of Liquid Monopropellants by The Card-Gap TestYGWHNo ratings yet
- D 3878 - 98 - Rdm4nzgtotgDocument4 pagesD 3878 - 98 - Rdm4nzgtotgYGWHNo ratings yet
- Drop-Weight Sensitivity of Liquid Monopropellants: Standard Test Method ForDocument7 pagesDrop-Weight Sensitivity of Liquid Monopropellants: Standard Test Method ForJuanNo ratings yet
- Solid Rocket Propellant Specific Impulse Measurements: Standard Test Method ForDocument6 pagesSolid Rocket Propellant Specific Impulse Measurements: Standard Test Method ForJuanNo ratings yet
- D 2541 - 93 - Rdi1ndetotmDocument9 pagesD 2541 - 93 - Rdi1ndetotmYGWHNo ratings yet
- Astm 3410D PDFDocument16 pagesAstm 3410D PDFGajaraj GajapathiNo ratings yet
- D 3410 - D 3410M - 95 Rdm0mtatotuDocument17 pagesD 3410 - D 3410M - 95 Rdm0mtatotuJuanNo ratings yet
- D 3039 - D 3039M - 00 RdmwmzktmdaDocument13 pagesD 3039 - D 3039M - 00 RdmwmzktmdaJuanNo ratings yet
- Astm 3410D PDFDocument16 pagesAstm 3410D PDFGajaraj GajapathiNo ratings yet
- Constituent Content of Composite Materials: Standard Test Methods ForDocument10 pagesConstituent Content of Composite Materials: Standard Test Methods ForYGWHNo ratings yet
- Drop-Weight Sensitivity of Liquid Monopropellants: Standard Test Method ForDocument7 pagesDrop-Weight Sensitivity of Liquid Monopropellants: Standard Test Method ForJuanNo ratings yet
- D 2507 - 93 - Rdi1mdctotmDocument2 pagesD 2507 - 93 - Rdi1mdctotmYGWHNo ratings yet
- F 484 - 02 - Rjq4naDocument3 pagesF 484 - 02 - Rjq4naYGWHNo ratings yet
- Constituent Content of Composite Materials: Standard Test Methods ForDocument11 pagesConstituent Content of Composite Materials: Standard Test Methods ForJuanNo ratings yet
- Constituent Content of Composite Materials: Standard Test Methods ForDocument11 pagesConstituent Content of Composite Materials: Standard Test Methods ForJuanNo ratings yet
- Astm D 896 - 04Document3 pagesAstm D 896 - 04redxusNo ratings yet
- Constituent Content of Composite Materials: Standard Test Methods ForDocument10 pagesConstituent Content of Composite Materials: Standard Test Methods ForYGWHNo ratings yet
- D 642 94Document3 pagesD 642 94ErikaNo ratings yet
- D 1002 - 99 - Rdewmditotk - PDFDocument5 pagesD 1002 - 99 - Rdewmditotk - PDFYGWHNo ratings yet
- D 1062 - 02 RdewnjiDocument4 pagesD 1062 - 02 RdewnjiMarceloNo ratings yet
- C 557 - 03 - Qzu1nw - PDFDocument9 pagesC 557 - 03 - Qzu1nw - PDFSamuelNo ratings yet
- Astm C 557 - 99 - QZU1NY05OQDocument5 pagesAstm C 557 - 99 - QZU1NY05OQSamuel EduardoNo ratings yet
- Astm D 896 - 04Document3 pagesAstm D 896 - 04redxusNo ratings yet
- Cleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForDocument4 pagesCleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForYGWHNo ratings yet
- Astm 131Document7 pagesAstm 131YGWHNo ratings yet
- Aci 350.3-06 PDFDocument67 pagesAci 350.3-06 PDFManuel Restrepo100% (1)
- 1 Evaluation of Peel BondDocument10 pages1 Evaluation of Peel Bondyok patchnakanNo ratings yet
- Tarkett Collection For Professionals 2013 2 PartDocument57 pagesTarkett Collection For Professionals 2013 2 PartDan George IIINo ratings yet
- Standard Product Proposal For High Rise Building 07-07-2017Document18 pagesStandard Product Proposal For High Rise Building 07-07-2017eufrosina hernandezNo ratings yet
- 01 Expanding Table Plans 1.05Document47 pages01 Expanding Table Plans 1.05Irvin Jovani Torres Magaña72% (18)
- Magazine - Australian Sugar CraftDocument32 pagesMagazine - Australian Sugar Craftauzzi100% (2)
- Myk LaticreteDocument75 pagesMyk LaticreteAnand AnandNo ratings yet
- Sika Swell - P ProfilesDocument5 pagesSika Swell - P Profilesmanuel agostinhoNo ratings yet
- Homey 577 TDSDocument3 pagesHomey 577 TDSKelly WuNo ratings yet
- 719 Magic Table PlansDocument4 pages719 Magic Table PlansdegrisyNo ratings yet
- OKI Digital Envelope Support Guide - 2.0Document29 pagesOKI Digital Envelope Support Guide - 2.0PartsidNo ratings yet
- MARINE BROCHURE Resoltech ResinasDocument15 pagesMARINE BROCHURE Resoltech ResinasterenoNo ratings yet
- ACI 503.1-503.4 (R2003) Four Epoxy StandardsDocument21 pagesACI 503.1-503.4 (R2003) Four Epoxy Standardsphilipyap100% (3)
- AdhesiveDocument24 pagesAdhesiveArpit Goel100% (1)
- Polymers PDFDocument147 pagesPolymers PDFAr Vaishnavi VennuNo ratings yet
- COLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENDocument4 pagesCOLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENMax SalogniNo ratings yet
- Methacrylate Structural Adhesives: Plexus MA422 Plexus MA832Document1 pageMethacrylate Structural Adhesives: Plexus MA422 Plexus MA832johnNo ratings yet
- General CatalogueDocument68 pagesGeneral CatalogueMohamed ShameerNo ratings yet
- 20L - Polmeric Seals - E1-20170512Document23 pages20L - Polmeric Seals - E1-20170512andrea assanelli100% (2)
- Henkel SelectionDocument18 pagesHenkel SelectionNatKThNo ratings yet
- THE SCIENCE OF SOLVENT WELDINGDocument22 pagesTHE SCIENCE OF SOLVENT WELDINGEman BakrNo ratings yet
- Chapter 1 Group 2 Stem 2Document9 pagesChapter 1 Group 2 Stem 2Eissa SamanoNo ratings yet
- Kalenborn CatalogueDocument8 pagesKalenborn CataloguekekaNo ratings yet
- ProjectDocument72 pagesProjectshane_vargheseNo ratings yet
- Acme Transfer Warehouse: Getting Started 1 Print Kit PagesDocument8 pagesAcme Transfer Warehouse: Getting Started 1 Print Kit PagesnormoNo ratings yet
- Activa 2112 Microbiocide NewDocument3 pagesActiva 2112 Microbiocide Newمحمد صبحيNo ratings yet
- SmartGrip-518 240718Document2 pagesSmartGrip-518 240718Chiang LoongNo ratings yet
- The Corian Book EngDocument43 pagesThe Corian Book EngLiana Perez de OliveiraNo ratings yet
- Fortune Links Product Information PDFDocument373 pagesFortune Links Product Information PDFAnonymous eOCJR77No ratings yet
- 3.5 Bitshield Rbe-5 - RevbDocument2 pages3.5 Bitshield Rbe-5 - RevbCristal Haze VictoriaNo ratings yet
- NPCS ListDocument2,034 pagesNPCS ListdevilgentleNo ratings yet