You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Rupmag4: Pulse Generator For Magnetron SputteringDocument1 pageRupmag4: Pulse Generator For Magnetron SputteringAnonymous u5128WZ1KNo ratings yet
- Final PPT 5thapril Intelligent Vehicle Parking Management SystemDocument15 pagesFinal PPT 5thapril Intelligent Vehicle Parking Management SystemAnkur JaiswalNo ratings yet
- The Maximum Power Point Tracking Algorithm For Photovoltaic Power SystemDocument4 pagesThe Maximum Power Point Tracking Algorithm For Photovoltaic Power Systemkessir taouilNo ratings yet
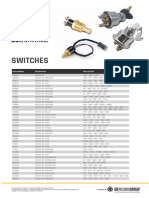
- SWITCHESDocument3 pagesSWITCHESsales2No ratings yet
- The Manhattan Project: Making The Atomic BombDocument76 pagesThe Manhattan Project: Making The Atomic Bombcristian camilo vargasNo ratings yet
- Breathing Air Delivery System: ©rawabi United Safety ServicesDocument14 pagesBreathing Air Delivery System: ©rawabi United Safety ServicesOsamaH.Al-SheikhNo ratings yet
- Honeywell 01061GBDocument25 pagesHoneywell 01061GBKyriakos MichalakiNo ratings yet
- Modern Physics Mcqs and Fill in The Blanks 2023Document8 pagesModern Physics Mcqs and Fill in The Blanks 2023LakshmiNo ratings yet
- Mobile Power Management Solution: Product DescriptionDocument6 pagesMobile Power Management Solution: Product DescriptionMarcelo Arcuri50% (2)
- Psoc Notes Vtu Unit 1Document17 pagesPsoc Notes Vtu Unit 1Rohit SarafNo ratings yet
- Nexans 500 KV CableDocument22 pagesNexans 500 KV CableFiras Atwan100% (1)
- Int Manual 960-0619EDocument92 pagesInt Manual 960-0619EMahesh Mirajkar100% (1)
- Lecture Planner - Physics - Laksha JEE 2025Document3 pagesLecture Planner - Physics - Laksha JEE 2025anish.chandrasekar.bloreNo ratings yet
- HydroStation Datasheet WebDocument2 pagesHydroStation Datasheet WebNiksa OrlicNo ratings yet
- Resin Transfer Molding Systems: Dispensing Equipment For RTM and Light RTM ApplicationsDocument4 pagesResin Transfer Molding Systems: Dispensing Equipment For RTM and Light RTM ApplicationsOliverNo ratings yet
- Using Magnesium Oxide Wallboard As An Alternative Building Façade CladdingDocument9 pagesUsing Magnesium Oxide Wallboard As An Alternative Building Façade Claddingrenjisrs100% (1)
- Eltek UpsDocument4 pagesEltek UpsBala SubramaniamNo ratings yet
- Complex Piping Design Guide: SolutionsDocument20 pagesComplex Piping Design Guide: SolutionsadrianioantomaNo ratings yet
- ATCO Equipotential BondingDocument29 pagesATCO Equipotential Bondingpablodiaz7No ratings yet
- Dyes For Inkjets 3171eDocument7 pagesDyes For Inkjets 3171einsankamilNo ratings yet
- MACPAN Pastry Solution OKDocument6 pagesMACPAN Pastry Solution OKzaharaequiposNo ratings yet
- Voltage StabilityDocument10 pagesVoltage StabilitydimasfupNo ratings yet
- Power System Analysis: Economic DispatchDocument39 pagesPower System Analysis: Economic DispatchMukesh SharmaNo ratings yet
- Asia Pacific Training Programs: 2011 Schedule For Kuala Lumpur, MalaysiaDocument2 pagesAsia Pacific Training Programs: 2011 Schedule For Kuala Lumpur, MalaysiaAnonymous 4eQB3WZNo ratings yet
- Energy Audit Questionnaire SampleDocument5 pagesEnergy Audit Questionnaire SampleJulius Ian JuradoNo ratings yet
- Chapter 5 - Section A - Mathcad Solutions: 5.2 Let The Symbols Q and Work Represent Rates in Kj/s. Then by Eq. (5.8)Document21 pagesChapter 5 - Section A - Mathcad Solutions: 5.2 Let The Symbols Q and Work Represent Rates in Kj/s. Then by Eq. (5.8)light2618No ratings yet
- Kobe Ind ManualDocument12 pagesKobe Ind ManualcrukiNo ratings yet
- 874 Series Fuse,: Axial Lead & Cartridge FusesDocument3 pages874 Series Fuse,: Axial Lead & Cartridge FusesDiego SchultzNo ratings yet
- Solis Certificate IEC61727 IEC62116 (100-125) K-EHV-5G 125K1-EHV-5G IND V01Document2 pagesSolis Certificate IEC61727 IEC62116 (100-125) K-EHV-5G 125K1-EHV-5G IND V01Alexander ZulqarnainNo ratings yet