You might also like
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- ASME Training PRESSURE VESSELSDocument45 pagesASME Training PRESSURE VESSELSMohamed Karim MohamedNo ratings yet
- Piping Design (Revised)Document22 pagesPiping Design (Revised)Yash PatelNo ratings yet
- Selection of Pipe SupportDocument77 pagesSelection of Pipe SupportRobert Nixon86% (7)
- Basis For Deciding Stress Critical LinesDocument3 pagesBasis For Deciding Stress Critical LinesRomner Cordova100% (1)
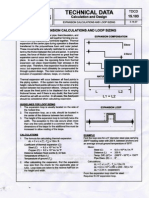
- Expansion Calculation and Loop Sizing001Document2 pagesExpansion Calculation and Loop Sizing001Joseph R. F. DavidNo ratings yet
- C-27 Piping Flexibility AnalysisDocument32 pagesC-27 Piping Flexibility AnalysisChuy Lee100% (1)
- PipingDocument4 pagesPipingzidaaanNo ratings yet
- Piping SpecDocument355 pagesPiping Speclcaron44100% (1)
- Piping Codes: ASME B16 Dimensional CodesDocument9 pagesPiping Codes: ASME B16 Dimensional CodesmaxalfreNo ratings yet
- Expansion & Piping FlexibilityDocument24 pagesExpansion & Piping FlexibilityChris De100% (1)
- Basic Piping Support Elements GuideDocument42 pagesBasic Piping Support Elements GuidePedro Luis Choque Mamani100% (3)
- Piping Info - Pipe Support Design GuidelinesDocument4 pagesPiping Info - Pipe Support Design GuidelinesSUSHANTBIJAMNo ratings yet
- Pipe Stress Amp SupportDocument24 pagesPipe Stress Amp SupportShilpa GanganNo ratings yet
- Pipe Expansion and Support - International Site For Spirax SarcoDocument8 pagesPipe Expansion and Support - International Site For Spirax SarcoVenkatesh NatlaNo ratings yet
- Pipe Routing InstructionsDocument37 pagesPipe Routing InstructionsDANLIN ENGINEERS100% (1)
- Question On Jacket PipingDocument2 pagesQuestion On Jacket PipingleimagnoudNo ratings yet
- Combined Pipe Support - 08 July 2017Document200 pagesCombined Pipe Support - 08 July 2017saurabh shuklaNo ratings yet
- U.S. Bellows Webinar on Expansion JointsDocument25 pagesU.S. Bellows Webinar on Expansion Jointsibson045001256No ratings yet
- An Introduction To Pipe Supports PDFDocument22 pagesAn Introduction To Pipe Supports PDFrajuksk_piping100% (1)
- Specification of GasketDocument5 pagesSpecification of GasketRamana NatesanNo ratings yet
- Ptfe Lined Pipe CatalogDocument24 pagesPtfe Lined Pipe CatalogchabibNo ratings yet
- eBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeDocument18 pageseBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeMoly69xNo ratings yet
- PipingDocument28 pagesPipingSalim ChohanNo ratings yet
- Pipe Supports Std.Document98 pagesPipe Supports Std.Victor Hugo Carrasco Fuentes100% (1)
- Astm C 534Document5 pagesAstm C 534Muhammad NaumanNo ratings yet
- ASME Training-FRP Piping Fabrication and Installation ProcessesDocument1 pageASME Training-FRP Piping Fabrication and Installation Processesninju1No ratings yet
- Pipe Support BasisDocument4 pagesPipe Support BasisBabyface888No ratings yet
- Definition and Details of Flanges - Types of FlangesDocument11 pagesDefinition and Details of Flanges - Types of FlangesSUKANTA DALAINo ratings yet
- 7 090 L03 00001 C 2, Piping Material Specification - 170531Document85 pages7 090 L03 00001 C 2, Piping Material Specification - 170531ddddNo ratings yet
- Uni-Seals Product Catalog: Category: GasketDocument18 pagesUni-Seals Product Catalog: Category: GasketdecacarlosNo ratings yet
- BS 3293Document8 pagesBS 3293Cesar Antonio Vera Mazzo0% (1)
- Pipeline Wall Thickness Calculation PresentationDocument31 pagesPipeline Wall Thickness Calculation PresentationGodwin0% (1)
- Pipe Support DetailsDocument8 pagesPipe Support DetailsGodwinNo ratings yet
- RPS Support CatalogueDocument49 pagesRPS Support Catalogueravivarmadatla2011No ratings yet
- Nozzle Load and PipingDocument5 pagesNozzle Load and PipingJose PradoNo ratings yet
- Jord Y-Type Strainer DatasheetDocument1 pageJord Y-Type Strainer DatasheetSpoonful BurnsideNo ratings yet
- Pipes Fittings Flanges DIN PDFDocument236 pagesPipes Fittings Flanges DIN PDFkevin15vhNo ratings yet
- High-Rise Fan - Coil - EngineerDocument15 pagesHigh-Rise Fan - Coil - EngineerMIN GUINo ratings yet
- Expansion Joint GuideDocument43 pagesExpansion Joint Guidevermaakash22100% (1)
- Anchor Support - Thermal ExpansionDocument99 pagesAnchor Support - Thermal ExpansionKCFUNG100% (1)
- STEAM-PIPES AND FITTINGS REGULATIONSDocument7 pagesSTEAM-PIPES AND FITTINGS REGULATIONSRajivharolikar100% (2)
- Piping SystemsDocument30 pagesPiping SystemsSulabhNo ratings yet
- GRP Pipes Technical DossierDocument23 pagesGRP Pipes Technical DossierSuhail PashaNo ratings yet
- Thermal BowingDocument22 pagesThermal BowingPedro Dominguez DominguezNo ratings yet
- Data Sheet 18 - Fig Y2500 (SC) y Type StrainerDocument1 pageData Sheet 18 - Fig Y2500 (SC) y Type StrainerSteve NewmanNo ratings yet
- Easyflex Flexible Hose DatasheetDocument2 pagesEasyflex Flexible Hose DatasheetzassssNo ratings yet
- Jacketed PipingDocument4 pagesJacketed Pipingข้าวเม่า ทอดNo ratings yet
- GRP - GRE - GRV Pipes and FittingDocument6 pagesGRP - GRE - GRV Pipes and FittingrajaNo ratings yet
- Pipe Support Systems (2 PDH) Course No. M-2018Document17 pagesPipe Support Systems (2 PDH) Course No. M-2018arsssyNo ratings yet
- System design: Calculating pipe expansion and contractionDocument3 pagesSystem design: Calculating pipe expansion and contractionreach_arindomNo ratings yet
- (PSE) - PSA TrainingDocument67 pages(PSE) - PSA TrainingDenstar Ricardo SilalahiNo ratings yet
- Pig ValvesDocument3 pagesPig ValvesteacgNo ratings yet
- Supporting of Piping SystemsDocument3 pagesSupporting of Piping Systemsaap150% (2)
- PT Caltex Hot Insulation SpecificationDocument12 pagesPT Caltex Hot Insulation SpecificationlombangrurusNo ratings yet
- Fiberstrong Installation Guide For Underground Pipe SystemDocument48 pagesFiberstrong Installation Guide For Underground Pipe System721917114 47No ratings yet
- Fiberstrong: Installation Guide For Above Ground Pipe SystemsDocument45 pagesFiberstrong: Installation Guide For Above Ground Pipe SystemsJose Leo MissionNo ratings yet
- FRC SuperTite+Technical+Manual+webDocument28 pagesFRC SuperTite+Technical+Manual+weber_surajrpNo ratings yet
- MFMA 2004 GuidelinesDocument13 pagesMFMA 2004 GuidelinesabuyeheaNo ratings yet
- Materials System SpecificationDocument7 pagesMaterials System SpecificationGovind JhaNo ratings yet
- Senior Flexonics Expansion JointsDocument93 pagesSenior Flexonics Expansion JointssunethbabuNo ratings yet
- What's New in CAESAR II: Piping and Equipment CodesDocument4 pagesWhat's New in CAESAR II: Piping and Equipment CodesYogesh PangareNo ratings yet
- Stainless Steel Pipe: ASME B36.19M-2004Document14 pagesStainless Steel Pipe: ASME B36.19M-2004shakeelahmadjsr100% (1)
- C 2 UGDocument1,293 pagesC 2 UGCarlos PerezNo ratings yet
- Calculation Cover SheetDocument8 pagesCalculation Cover SheetYogesh PangareNo ratings yet
- 45143Document16 pages45143Anonymous UcIPjRDWRNo ratings yet
- Consltant DetailsDocument26 pagesConsltant DetailsvijaykumarzNo ratings yet
- Vodafone AICD3534201435 PDFDocument1 pageVodafone AICD3534201435 PDFbharatNo ratings yet
- Dynamic Analysis of Slug by Advance Input MethodDocument53 pagesDynamic Analysis of Slug by Advance Input MethodYogesh PangareNo ratings yet
- Bill No-1 & 2 PDFDocument1 pageBill No-1 & 2 PDFYogesh PangareNo ratings yet
- Bank Statement Sept 2017Document2 pagesBank Statement Sept 2017Yogesh PangareNo ratings yet
- IB-WRX150NM User GuideDocument101 pagesIB-WRX150NM User GuideYogesh PangareNo ratings yet
- Adhate - PDF 1Document3 pagesAdhate - PDF 1Yogesh PangareNo ratings yet
- TVDocument1 pageTVYogesh PangareNo ratings yet
- Bill No-1 & 2Document11 pagesBill No-1 & 2Yogesh PangareNo ratings yet
- Clienttotalholdingyogesh Vijay Pangare (A72439)Document1 pageClienttotalholdingyogesh Vijay Pangare (A72439)Yogesh PangareNo ratings yet
- Bill No-1 & 2Document1 pageBill No-1 & 2Yogesh PangareNo ratings yet
- RetailServiceCharges Adv EnglishDocument4 pagesRetailServiceCharges Adv EnglishYogesh PangareNo ratings yet
- RetailServiceCharges Adv EnglishDocument4 pagesRetailServiceCharges Adv EnglishYogesh PangareNo ratings yet
- RetailServiceCharges Adv EnglishDocument2 pagesRetailServiceCharges Adv EnglishYogesh PangareNo ratings yet
- Sika & Tricosal WaterstopsDocument52 pagesSika & Tricosal WaterstopsJoNo ratings yet
- Company Brochure: "Premium and Quick Solutions"Document32 pagesCompany Brochure: "Premium and Quick Solutions"Mouhamed AdelNo ratings yet
- ead-120109-00-0107-NOSING JOINTS - ETAG 032-4 - UnlockedDocument80 pagesead-120109-00-0107-NOSING JOINTS - ETAG 032-4 - UnlockedMarko ZgbNo ratings yet
- PT - KRI Design and Engineering Standard (POSCO) PDFDocument427 pagesPT - KRI Design and Engineering Standard (POSCO) PDFLaode Faisal RahmanNo ratings yet
- AquaLINE Waterproof Expansion Joint Data SheetDocument2 pagesAquaLINE Waterproof Expansion Joint Data SheetSky MoonNo ratings yet
- 2.1 Sentinel Expansion Joints BrochureDocument8 pages2.1 Sentinel Expansion Joints BrochuremahmoudbadwyNo ratings yet
- Awwa C221Document26 pagesAwwa C221Moito Carvalho100% (2)
- Fosroc Colpor 200: Constructive SolutionsDocument4 pagesFosroc Colpor 200: Constructive Solutionsarwin dela cruzNo ratings yet
- Polyboard: Bitumen Impregnated Compressible Fibre Filler BoardDocument2 pagesPolyboard: Bitumen Impregnated Compressible Fibre Filler Boardmpandy1984No ratings yet
- Aci 504 R 90 Sealing Joints Concrete StructuresDocument44 pagesAci 504 R 90 Sealing Joints Concrete StructuresphilipyapNo ratings yet
- Astral Wire Guard PipesDocument12 pagesAstral Wire Guard PipesJoanna BaileyNo ratings yet
- Lect. No. 9 Rigid Pavement DesignDocument27 pagesLect. No. 9 Rigid Pavement Designkamran KhanNo ratings yet
- Construction and Types of PavementsDocument65 pagesConstruction and Types of PavementsRaj BakhtaniNo ratings yet
- Superstructure For Wheel-Rail-Traffic: Interaction Between Rail and BridgeDocument20 pagesSuperstructure For Wheel-Rail-Traffic: Interaction Between Rail and BridgeMadhurimaMitraNo ratings yet
- Astm D 545 2005 Standard Test - CompressDocument4 pagesAstm D 545 2005 Standard Test - CompressAhmad KhreisatNo ratings yet
- Refractory Installation Method StatementDocument22 pagesRefractory Installation Method StatementSaragadam Dilsri100% (4)
- Brochure - Flex TendDocument8 pagesBrochure - Flex TendWong WaisNo ratings yet
- Bridge Articulation and Bearing SpecificationDocument17 pagesBridge Articulation and Bearing Specificationfarhaad shaikNo ratings yet
- Abstract of Cost of Bridge (Khunti-Dakbangle-Maranghada-Hitutola-Taimara Road) MDR-31Document6 pagesAbstract of Cost of Bridge (Khunti-Dakbangle-Maranghada-Hitutola-Taimara Road) MDR-31rahul sumanNo ratings yet
- Pipe Thermal ExpansionDocument6 pagesPipe Thermal ExpansionyemoxyNo ratings yet
- BOA Group Axial Expansion JointsDocument24 pagesBOA Group Axial Expansion JointsA_ValsamisNo ratings yet
- Katalog Djuro Djakovic KompenzatoriDocument73 pagesKatalog Djuro Djakovic KompenzatoriJustin ReyesNo ratings yet
- 100.6 - BD5293 Parapets PDFDocument45 pages100.6 - BD5293 Parapets PDFjageshwariNo ratings yet
- Tinau Bridge MaintenanceDocument14 pagesTinau Bridge MaintenancesurendramaharjanNo ratings yet
- Rules of ThumbDocument10 pagesRules of ThumbYazuraPoyoNo ratings yet
- Expansion Joints - Small Movements: Granor WIZFLEX Series "WZ"Document4 pagesExpansion Joints - Small Movements: Granor WIZFLEX Series "WZ"Eric VillenasNo ratings yet
- Asphaltic Plug Joint - Bridge Repair ManualDocument4 pagesAsphaltic Plug Joint - Bridge Repair ManualJohn Rheynor MayoNo ratings yet
- Strong Gas Cooler - Metallic Expansion Bellow - Data Sheet - Rev 00Document2 pagesStrong Gas Cooler - Metallic Expansion Bellow - Data Sheet - Rev 00Anonymous Ywevve5HNo ratings yet
- Specs - Expansion JointDocument3 pagesSpecs - Expansion JointAbriel RiveraNo ratings yet
- Datasheet MWA & MFA Series - 1160200769 - InterflexDocument2 pagesDatasheet MWA & MFA Series - 1160200769 - InterflexTalha KhanNo ratings yet