You might also like
- 4 Types of Heat Exchanger Failures ArticleDocument6 pages4 Types of Heat Exchanger Failures ArticleAamir KhanNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Shell and Tube Corrosion and Failure DescriptionDocument6 pagesShell and Tube Corrosion and Failure DescriptionRiccardo AgnorelliNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Boiler Tubes Overheating Failures and Actions To Control ThemDocument2 pagesBoiler Tubes Overheating Failures and Actions To Control ThemThanhluan NguyenNo ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Heat Exchanger Tube FailureDocument8 pagesHeat Exchanger Tube FailureRahul ChandrawarNo ratings yet
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- Factors Responsible For Destruction of Boilers: A Guide For PreventionDocument26 pagesFactors Responsible For Destruction of Boilers: A Guide For Preventionkcp1986No ratings yet
- Chapter 14 Boiler System Failures: Deaerator CrackingDocument22 pagesChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranNo ratings yet
- MaintenanceDocument2 pagesMaintenanceṂṏḣḁṃṁḝḋ Ṃḝtwḁlly ṎṂḁrNo ratings yet
- Maglasang Report On Research Paper Review #03Document13 pagesMaglasang Report On Research Paper Review #03Jude Philip MaglasangNo ratings yet
- Tube LeakageDocument38 pagesTube LeakageSantanu DuttaNo ratings yet
- 16 Svoboda Stator Winding Water ChemistryDocument11 pages16 Svoboda Stator Winding Water ChemistryBac Duy NguyenNo ratings yet
- 1 - Boiler Tube FailuresDocument55 pages1 - Boiler Tube FailuresLakshminarayan100% (1)
- API 571 Reference CardDocument7 pagesAPI 571 Reference CardKriz Earnest100% (3)
- Cyclic Operation CompileDocument11 pagesCyclic Operation CompileprabodhvkNo ratings yet
- Boiler System Failures - GE Water PDFDocument7 pagesBoiler System Failures - GE Water PDFUsMan ZaFarNo ratings yet
- Shell and Tube Heat ExchangersDocument16 pagesShell and Tube Heat Exchangersmohamad ltefNo ratings yet
- Corrosion FatigueDocument0 pagesCorrosion FatigueBangkit Rachmat HilcaNo ratings yet
- 2001 01 Practical Guide - Avoiding Boiler Problems - ReevesDocument7 pages2001 01 Practical Guide - Avoiding Boiler Problems - ReevesmeomeportabNo ratings yet
- Aalborg Solutions: Cracks in Boiler PlantsDocument2 pagesAalborg Solutions: Cracks in Boiler Plantspetermorgan74931No ratings yet
- Guidelines For Proper Coreless Furnace Maintenance.Document7 pagesGuidelines For Proper Coreless Furnace Maintenance.iowafurnace83100% (2)
- Effects of Load CyclingDocument7 pagesEffects of Load CyclingArighi Denny SaputraNo ratings yet
- ME413 (Water Loop) (301017)Document28 pagesME413 (Water Loop) (301017)md mahdiNo ratings yet
- Failure Analysis of Tube and Shell Heat ExchangerDocument5 pagesFailure Analysis of Tube and Shell Heat ExchangerIJRASETPublicationsNo ratings yet
- Condensate Induced Water HammeringDocument26 pagesCondensate Induced Water Hammeringparag14No ratings yet
- Water Hammer: The Number One Problem in A Steam SystemDocument4 pagesWater Hammer: The Number One Problem in A Steam Systemarodriguez2757No ratings yet
- IMPORTANT Boiler Repairs Problems Marine Education MarineexamDocument8 pagesIMPORTANT Boiler Repairs Problems Marine Education MarineexamEge CNo ratings yet
- Report On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power StationsDocument10 pagesReport On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power Stationshari gopala charyNo ratings yet
- Novel Polymer Technology For Boiler Deposit Control: Water Technologies & SolutionsDocument8 pagesNovel Polymer Technology For Boiler Deposit Control: Water Technologies & SolutionsDilipNo ratings yet
- Marine Auxiliary Machinery-11-15Document5 pagesMarine Auxiliary Machinery-11-15Cip GrecuNo ratings yet
- Analysing FCC Hot SpotsDocument7 pagesAnalysing FCC Hot SpotsimtinanNo ratings yet
- Condenser Tube LifeDocument12 pagesCondenser Tube LifeAlvinmorNo ratings yet
- Cracks in Boiler PlantsDocument2 pagesCracks in Boiler Plantshpss77No ratings yet
- Electric Storage CalorifiersDocument4 pagesElectric Storage CalorifiersarifzakirNo ratings yet
- 6035 L2u206 PPT Outcome3 Part 2Document29 pages6035 L2u206 PPT Outcome3 Part 2Adrian JugariuNo ratings yet
- How To Destroy A Boiler - Part 3Document3 pagesHow To Destroy A Boiler - Part 3Thiago CosenzaNo ratings yet
- Plate & Frame / Shell & Tube Heat Exchangers Fact ManualDocument24 pagesPlate & Frame / Shell & Tube Heat Exchangers Fact ManualHolayilNo ratings yet
- Shell and Tube Heat ExchangerDocument54 pagesShell and Tube Heat ExchangerQOBITNo ratings yet
- Heat Exchanger MaintenanceDocument7 pagesHeat Exchanger MaintenanceBill ChambersNo ratings yet
- Techint Trainee Manual Heat TracingDocument7 pagesTechint Trainee Manual Heat TracingYogesh MittalNo ratings yet
- 571 SummaryDocument3 pages571 SummarySimbu Arasan100% (1)
- Waterhammer PDFDocument4 pagesWaterhammer PDFsbalu12674No ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
- Understanding The Hazard: Boiler-Tube ErosionDocument4 pagesUnderstanding The Hazard: Boiler-Tube ErosionIan B. YtomNo ratings yet
- REEDS - BOILERS - PAGES 01 To 40Document40 pagesREEDS - BOILERS - PAGES 01 To 40Narendra niranjan MathiyarasuNo ratings yet
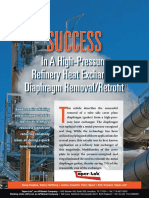
- Diaphragm AFGlobal High-PressureDocument8 pagesDiaphragm AFGlobal High-PressureAnonymous nw5AXJqjdNo ratings yet
- Boiler Tube FailuresDocument42 pagesBoiler Tube Failuresmridul100% (5)
- Boiler Tube FailureDocument4 pagesBoiler Tube FailurenileshNo ratings yet
- Tundish Inclusion ArrestDocument71 pagesTundish Inclusion ArrestAmiy SrivastavaNo ratings yet
- Technical Bulletin - ECOSS - Myths Vs BenefitsDocument5 pagesTechnical Bulletin - ECOSS - Myths Vs BenefitsINPNo ratings yet
- Physics Letters A: Steve Q. CaiDocument5 pagesPhysics Letters A: Steve Q. Cait8e7w2koNo ratings yet
- CondenserDocument33 pagesCondenserSatyam KumarNo ratings yet
- Troubleshoot in Heat Exchangers HP 1996Document5 pagesTroubleshoot in Heat Exchangers HP 1996piolinwalls100% (1)
- BR 170 1Document7 pagesBR 170 1Himanshu ChaturvediNo ratings yet
- Engineering Letter: IndustrialsteamheatingsystemsDocument8 pagesEngineering Letter: Industrialsteamheatingsystemsmontie3No ratings yet
- Casting1 PDFDocument76 pagesCasting1 PDFahmedNo ratings yet
- Feed Water Pipe FailureDocument9 pagesFeed Water Pipe Failuredafteri11No ratings yet
- Graphite Heat Exchangers-Handle Corrosive ApplicationsDocument4 pagesGraphite Heat Exchangers-Handle Corrosive ApplicationsPankaj SinglaNo ratings yet
- PE Feestruct PDFDocument1 pagePE Feestruct PDFPankaj SinglaNo ratings yet
- Optimization and Standardization of Flanged and Flued Expansion Joint DesignDocument32 pagesOptimization and Standardization of Flanged and Flued Expansion Joint DesignPankaj SinglaNo ratings yet
- Job Description - Pressure Vessel Design EngineerDocument3 pagesJob Description - Pressure Vessel Design EngineerPankaj SinglaNo ratings yet
- Job Description - Heat Exchanger Design EngineerDocument3 pagesJob Description - Heat Exchanger Design EngineerPankaj SinglaNo ratings yet
- Sawa Like Plus Cards EngDocument1 pageSawa Like Plus Cards EngPankaj SinglaNo ratings yet
- Display PDF PDFDocument1 pageDisplay PDF PDFPankaj SinglaNo ratings yet
- Display PDF PDFDocument1 pageDisplay PDF PDFPankaj SinglaNo ratings yet
- Blank Line: Premium ReceiptDocument1 pageBlank Line: Premium ReceiptPankaj SinglaNo ratings yet
- Display PDF PDFDocument1 pageDisplay PDF PDFPankaj SinglaNo ratings yet
- DMM KWI: TICKET - ConfirmedDocument2 pagesDMM KWI: TICKET - ConfirmedPankaj SinglaNo ratings yet
- NN7115451101114 E-Ticket PDFDocument3 pagesNN7115451101114 E-Ticket PDFPankaj Singla0% (1)
- Display PDF PDFDocument1 pageDisplay PDF PDFPankaj SinglaNo ratings yet
- Acko Mobile Screen InsuranceDocument3 pagesAcko Mobile Screen InsurancePankaj SinglaNo ratings yet
- Newsletter FlaretotDocument3 pagesNewsletter FlaretotPankaj SinglaNo ratings yet
- Affidavit For AssociationDocument26 pagesAffidavit For AssociationPankaj SinglaNo ratings yet
- CV - Pankaj K SinglaDocument6 pagesCV - Pankaj K SinglaPankaj SinglaNo ratings yet
- Sample Candidate Writing Scripts and Examiner Comments: Lexical ResourceDocument7 pagesSample Candidate Writing Scripts and Examiner Comments: Lexical ResourcePankaj SinglaNo ratings yet
- 5.the Gamma Function (Factorial Function) : 5.1 Definition, Simple PropertiesDocument16 pages5.the Gamma Function (Factorial Function) : 5.1 Definition, Simple PropertiesOliver58No ratings yet
- AutocollimatorsDocument14 pagesAutocollimatorsMuddaser Nawaz100% (2)
- Data Management TURBANDocument39 pagesData Management TURBANArwie H. FernandoNo ratings yet
- DSP Flash Programming TutorialDocument3 pagesDSP Flash Programming TutorialSeth HarrisNo ratings yet
- Analog TV StandardsDocument5 pagesAnalog TV StandardsJayson AlvaNo ratings yet
- Steel DictionaryDocument23 pagesSteel Dictionaryshahzad afzal100% (1)
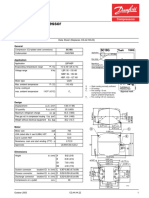
- SC18G R134a 115V 60Hz 10-03 Cg44h422Document2 pagesSC18G R134a 115V 60Hz 10-03 Cg44h422Jesus Maria Medina SanchezNo ratings yet
- Ehv 2015 PDFDocument4 pagesEhv 2015 PDFOsama AwwadNo ratings yet
- Dka GuidelineDocument16 pagesDka GuidelineGhada HusseinNo ratings yet
- Geometry Class 6 Final ExamDocument4 pagesGeometry Class 6 Final ExamTanzimNo ratings yet
- LogDocument86 pagesLogabiriibrahimabduljelimNo ratings yet
- Piano 2 Octave Scales/ArpeggiosDocument9 pagesPiano 2 Octave Scales/Arpeggiostyler_dennis_20100% (4)
- BusStat W02 Hypothesis TestDocument18 pagesBusStat W02 Hypothesis TestStevie SeanNo ratings yet
- A Jacobi Collocation Method For Solving Nonlinear Burgers-Type EquationsDocument13 pagesA Jacobi Collocation Method For Solving Nonlinear Burgers-Type EquationsEduardo SandovalNo ratings yet
- LSM6DS3HTR Sensor LightsaberDocument108 pagesLSM6DS3HTR Sensor Lightsabersebastiao regos freitasNo ratings yet
- Nagios Enable NRPEDocument2 pagesNagios Enable NRPEMartin RuswandaNo ratings yet
- Kony For SAP Tech Library 24.03Document2,352 pagesKony For SAP Tech Library 24.03suryananda sapbasis3No ratings yet
- Est09 10 PS and IndusDocument23 pagesEst09 10 PS and IndusTrina Ritchell AquinoNo ratings yet
- Modelling and Analysis of Lattice Towers For Wind TurbinesDocument6 pagesModelling and Analysis of Lattice Towers For Wind TurbineserjuniorsanjipNo ratings yet
- Chapter 3Document63 pagesChapter 3Hafzal GaniNo ratings yet
- LM338K Regulador de VoltageDocument12 pagesLM338K Regulador de Voltagealexjcc10No ratings yet
- Guideline For Ambient Air Pollution PDFDocument83 pagesGuideline For Ambient Air Pollution PDFtsrinivasan5083No ratings yet
- Proximate Analysis of CoalDocument2 pagesProximate Analysis of CoalManna PintoNo ratings yet
- ARTS Lesson GuideDocument3 pagesARTS Lesson GuideWanettNicoNo ratings yet
- Unit TestDocument28 pagesUnit TestyogashankarNo ratings yet
- MPLS ConceptsDocument30 pagesMPLS Conceptssyztemlabs100% (37)
- SIM4ME FNP1111 AdministratorGuideDocument39 pagesSIM4ME FNP1111 AdministratorGuideAlexanderNo ratings yet
- Risk and ReturnDocument19 pagesRisk and ReturnRaju SainiNo ratings yet
- Deep Slimhole Project ExperienceDocument7 pagesDeep Slimhole Project ExperienceElgi Zacky ZachryNo ratings yet
- Group 8, Welding AssignmentDocument11 pagesGroup 8, Welding AssignmentKavish ChandraNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Chemical Process Equipment - Selection and Design (Revised 2nd Edition)From EverandChemical Process Equipment - Selection and Design (Revised 2nd Edition)Rating: 5 out of 5 stars5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Life Cycle of a Process PlantFrom EverandLife Cycle of a Process PlantMahdi NouriNo ratings yet
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringFrom EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNo ratings yet
- Guidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceFrom EverandGuidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceNo ratings yet
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet