You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- F6A Service Manual PDFDocument83 pagesF6A Service Manual PDFducatiss90095% (20)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- AMC 304-360 V8 Engine ManualDocument21 pagesAMC 304-360 V8 Engine Manualducatiss90067% (3)
- Engine, Assembling: Service InformationDocument29 pagesEngine, Assembling: Service Informationducatiss90074% (23)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Solucionario 1 - 1 A 1 - 28Document30 pagesSolucionario 1 - 1 A 1 - 28Lucas Warley86% (7)
- Holden Alloytec Camshaft TimingDocument9 pagesHolden Alloytec Camshaft Timingducatiss900No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Aeon Cube 300Document61 pagesAeon Cube 300ducatiss900No ratings yet
- 1952 Matchless ManualDocument96 pages1952 Matchless Manualducatiss900No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- David Brown 1210Document2 pagesDavid Brown 1210ducatiss9000% (1)
- Organic Chemistry 1 Multiple Choice: Cis TransDocument4 pagesOrganic Chemistry 1 Multiple Choice: Cis Transacb4039No ratings yet
- FM-Approval Standard For Water Pressure Relief ValveDocument15 pagesFM-Approval Standard For Water Pressure Relief ValvengockhoapsNo ratings yet
- 2005 SeaDoo Shop Manual Volume1Document122 pages2005 SeaDoo Shop Manual Volume1ducatiss900No ratings yet
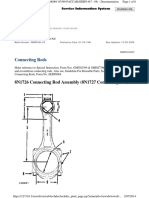
- Caterpillar 3406B Connecting RodsDocument6 pagesCaterpillar 3406B Connecting Rodsducatiss900100% (3)
- Riley 1.5 & 2.5Document25 pagesRiley 1.5 & 2.5ducatiss900No ratings yet
- Toyota 1gge-En-03-Cylinder-Head PDFDocument24 pagesToyota 1gge-En-03-Cylinder-Head PDFducatiss900No ratings yet
- HRC RS250 '94-'01 Barrel Porting MapDocument1 pageHRC RS250 '94-'01 Barrel Porting Mapducatiss900No ratings yet
- Case 504 BDT Large Main TorquesDocument1 pageCase 504 BDT Large Main Torquesducatiss900No ratings yet
- Case 504 BDT Large Main TorquesDocument1 pageCase 504 BDT Large Main Torquesducatiss900No ratings yet
- New Zealand Formula Ford Tech Sheet Regs and SpecsDocument19 pagesNew Zealand Formula Ford Tech Sheet Regs and Specsducatiss900No ratings yet
- Nissan Rb30-DohcDocument8 pagesNissan Rb30-Dohcducatiss900No ratings yet
- 1929 Hudson Tech HandbookDocument82 pages1929 Hudson Tech Handbookducatiss9000% (1)
- Geology PDFDocument76 pagesGeology PDFducatiss900No ratings yet
- Piston Stress AnalysisDocument13 pagesPiston Stress Analysisducatiss900100% (3)
- Gravely Convertible 76 Service Manual 1174Document30 pagesGravely Convertible 76 Service Manual 1174ducatiss900100% (1)
- Harley-Davidson 1942 WLA - Solo Built For US Army Operation and Maintenance Manual Part-2Document45 pagesHarley-Davidson 1942 WLA - Solo Built For US Army Operation and Maintenance Manual Part-2TeckelinoNo ratings yet
- Recuperator - Wikipedia, The Free EncyclopediaDocument3 pagesRecuperator - Wikipedia, The Free EncyclopediaAvijit DasNo ratings yet
- CHNG2801 2014 Semester 1 StudentDocument4 pagesCHNG2801 2014 Semester 1 StudentRiley Murray RumingNo ratings yet
- Buckling and Torsion of Steel Angle Section BeamsDocument32 pagesBuckling and Torsion of Steel Angle Section Beamsp_meulendijks108No ratings yet
- Fisher Big Joe Type 630 321 ManualDocument11 pagesFisher Big Joe Type 630 321 ManualAbigail Lupe Aguilar YapuraNo ratings yet
- SR841/SR842 (B706) : This Parts Catalog Includes MB No. 1 To 10Document63 pagesSR841/SR842 (B706) : This Parts Catalog Includes MB No. 1 To 10OFBA srlNo ratings yet
- FiWaRec Product Catalogue For DN33 and DN50 Chemical Gas Systems - Rev. 20Document21 pagesFiWaRec Product Catalogue For DN33 and DN50 Chemical Gas Systems - Rev. 20b.leite.domNo ratings yet
- 1.1 WEEKLY LEARNING PLAN TLE CSS ICT 9 4thDocument18 pages1.1 WEEKLY LEARNING PLAN TLE CSS ICT 9 4thAnacleto BragadoNo ratings yet
- Design Code Requiring Surge AnalysisDocument3 pagesDesign Code Requiring Surge AnalysisSharun SureshNo ratings yet
- Types of Screening Equipments (Autoguardado)Document4 pagesTypes of Screening Equipments (Autoguardado)Glenda Crisostomo Cantalicio100% (1)
- QDB 15 MeteorologyDocument233 pagesQDB 15 MeteorologyKueh Chew Chai96% (25)
- Operator Parts IdentificationDocument3 pagesOperator Parts IdentificationRodolfo Franco RFNo ratings yet
- ETM Manual FSV SOPRT BrillianceDocument50 pagesETM Manual FSV SOPRT Brilliancehlarag100% (1)
- Appendix - X Mechanical Design Criteria, Equipment/Material and Technical SpecificationsDocument35 pagesAppendix - X Mechanical Design Criteria, Equipment/Material and Technical SpecificationsAijaz MalikNo ratings yet
- Ultramid B3WG6 NYLON PDFDocument3 pagesUltramid B3WG6 NYLON PDFrenebbNo ratings yet
- Approved Contractors ListDocument1 pageApproved Contractors Listgfhf dgdNo ratings yet
- Catálogo - Temporizadores - C-Lin PDFDocument1 pageCatálogo - Temporizadores - C-Lin PDFHugo CsbNo ratings yet
- Wall Putty FinishingDocument2 pagesWall Putty FinishingAnonymous Qm0zbNkNo ratings yet
- Pages From P24019-30-99-63-1601 - 1afgDocument1 pagePages From P24019-30-99-63-1601 - 1afgRaeesNo ratings yet
- Drilling Fluid PDFDocument68 pagesDrilling Fluid PDFShiela O100% (1)
- Lab 4Document7 pagesLab 4fakiraliNo ratings yet
- Oil Filter (Hydraulic Hammer) - Replace - If Equipped (M0083583-14)Document3 pagesOil Filter (Hydraulic Hammer) - Replace - If Equipped (M0083583-14)Alberto BastidasNo ratings yet
- LPile 2015 Technical ManualDocument238 pagesLPile 2015 Technical ManualMahesh HanmawaleNo ratings yet
- T216 2011 Exam PaperDocument5 pagesT216 2011 Exam Paperfrogprince66No ratings yet
- CHINT Power Datasheet-4 5 6 7kW Grid-Tied PV InverterDocument2 pagesCHINT Power Datasheet-4 5 6 7kW Grid-Tied PV Invertercuentafalsa.comNo ratings yet
- ASTM D 323 (Presión de Vapor Reid)Document11 pagesASTM D 323 (Presión de Vapor Reid)Shirley GutierrezNo ratings yet
- A Mosquito Inspired Strategy To Implant MicroprobeDocument11 pagesA Mosquito Inspired Strategy To Implant MicroprobeNova Pink MoonNo ratings yet
- Remaches CherryDocument1 pageRemaches CherryBerniSomex SomexemosNo ratings yet