You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- How To Design Concrete Structures Using Eurocode 2 (2nd Edition) PDFDocument119 pagesHow To Design Concrete Structures Using Eurocode 2 (2nd Edition) PDFJames100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- E105 PDFDocument4 pagesE105 PDFHassan MokhtarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Composite MCQDocument4 pagesComposite MCQMr. Shrikrushna Bhosale100% (1)
- Processing Aerospace Liquid Samples For Particulate Contamination Analysis Using Membrane FiltersDocument3 pagesProcessing Aerospace Liquid Samples For Particulate Contamination Analysis Using Membrane FiltersHassan MokhtarNo ratings yet
- Electrical Overhead Conductor Code Word Names1Document28 pagesElectrical Overhead Conductor Code Word Names1Hassan MokhtarNo ratings yet
- F312 PDFDocument4 pagesF312 PDFHassan MokhtarNo ratings yet
- Processing Aerospace Liquid Samples For Particulate Contamination Analysis Using Membrane FiltersDocument3 pagesProcessing Aerospace Liquid Samples For Particulate Contamination Analysis Using Membrane FiltersHassan MokhtarNo ratings yet
- Maintaining Constant Relative Humidity by Means of Aqueous SolutionsDocument4 pagesMaintaining Constant Relative Humidity by Means of Aqueous SolutionsHassan MokhtarNo ratings yet
- BS 5486-2 PDFDocument15 pagesBS 5486-2 PDFHassan MokhtarNo ratings yet
- ASTM STP 1530 - Selected Technical Papers - Narayan Prabhu - ASTM Committee D-2 On Petroleum Products and Lubricants - Lead-Free Solders (2011) PDFDocument209 pagesASTM STP 1530 - Selected Technical Papers - Narayan Prabhu - ASTM Committee D-2 On Petroleum Products and Lubricants - Lead-Free Solders (2011) PDFHassan MokhtarNo ratings yet
- Metallography: Standard Terminology Relating ToDocument33 pagesMetallography: Standard Terminology Relating ToHassan MokhtarNo ratings yet
- BS 5656-2Document38 pagesBS 5656-2Hassan Mokhtar100% (2)
- B 105 - 05 (2012) PDFDocument5 pagesB 105 - 05 (2012) PDFHassan MokhtarNo ratings yet
- E29 PDFDocument4 pagesE29 PDFHassan MokhtarNo ratings yet
- C293 PDFDocument3 pagesC293 PDFHassan MokhtarNo ratings yet
- Compressive Strength of Cylindrical Concrete Specimens: Standard Test Method ForDocument5 pagesCompressive Strength of Cylindrical Concrete Specimens: Standard Test Method ForHassan MokhtarNo ratings yet
- National Water CompanyDocument11 pagesNational Water CompanyHassan MokhtarNo ratings yet
- Silicone Coatings: by D. J. PetraitisDocument4 pagesSilicone Coatings: by D. J. PetraitisHassan MokhtarNo ratings yet
- ASTM STP 1530 - Selected Technical Papers - Narayan Prabhu - ASTM Committee D-2 On Petroleum Products and Lubricants - Lead-Free Solders (2011)Document209 pagesASTM STP 1530 - Selected Technical Papers - Narayan Prabhu - ASTM Committee D-2 On Petroleum Products and Lubricants - Lead-Free Solders (2011)Hassan MokhtarNo ratings yet
- D 449 Â " 89 R99 - RDQ0OS04OVI5OUUXDocument2 pagesD 449 Â " 89 R99 - RDQ0OS04OVI5OUUXHassan MokhtarNo ratings yet
- Oriana Phase 3 CFC: Project ContractorDocument1 pageOriana Phase 3 CFC: Project ContractorCivil SanamNo ratings yet
- The Effects of Exterior Thermal Mass (eTM) On Energy Consumption in Residential BuildingsDocument13 pagesThe Effects of Exterior Thermal Mass (eTM) On Energy Consumption in Residential BuildingsIEREKPRESSNo ratings yet
- Use of Aggregates From Recycled Construction and Demolition Waste in ConcreteDocument11 pagesUse of Aggregates From Recycled Construction and Demolition Waste in ConcreteJulian PerezNo ratings yet
- Pre Commiss. Check List Chilled Water PumpsDocument3 pagesPre Commiss. Check List Chilled Water PumpsARUL SANKARAN100% (1)
- Company Profile - Nucon1Document8 pagesCompany Profile - Nucon1ukprerna85No ratings yet
- TDS - CRYOPIR50f - 202004-1Document1 pageTDS - CRYOPIR50f - 202004-1Nguyen Thi Bich ThuyNo ratings yet
- Repair and Rehabilitation NotesDocument7 pagesRepair and Rehabilitation NotesJuan Pablo Lopez CarrascoNo ratings yet
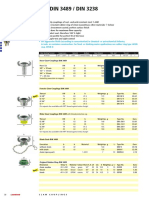
- Claw Couplings DIN 3489 / DIN 3238: of Stainless Steel 1.4401Document1 pageClaw Couplings DIN 3489 / DIN 3238: of Stainless Steel 1.4401spamalstublieft1832No ratings yet
- Locking of FastenersDocument1 pageLocking of FastenersAndy GilhamNo ratings yet
- Fig. 909 - No-Thread Swivel Sway Brace Attachment: A Brand ofDocument1 pageFig. 909 - No-Thread Swivel Sway Brace Attachment: A Brand ofZaira LorenaNo ratings yet
- Appendices A) WWTP HanovilleDocument7 pagesAppendices A) WWTP HanovilleAHMEDNo ratings yet
- Consoli Et Al. 2019Document9 pagesConsoli Et Al. 2019Helena LeonNo ratings yet
- Lopo Terracotta - Looking For LOPO CHINA Terracotta Tile?Document2 pagesLopo Terracotta - Looking For LOPO CHINA Terracotta Tile?LOPOTerracottaNo ratings yet
- PowaR Snap ClipsDocument2 pagesPowaR Snap ClipsHiteshChauhanNo ratings yet
- 2 Part 1 Klassikdrain K100.k50.brickslotDocument15 pages2 Part 1 Klassikdrain K100.k50.brickslotJosephRusselVizmanosNo ratings yet
- User Manual For 6HP R410 EVI Inverter Heat Pump HeertaiDocument25 pagesUser Manual For 6HP R410 EVI Inverter Heat Pump HeertaiElmir GalijaševićNo ratings yet
- G482 Mod 2 2.2.3 and 2.2.4 Resistance and ResistivityDocument10 pagesG482 Mod 2 2.2.3 and 2.2.4 Resistance and ResistivityAmberNo ratings yet
- Mirapox 4122 ABDocument3 pagesMirapox 4122 ABEjah SharNo ratings yet
- Schaffler DiagramDocument6 pagesSchaffler DiagramNikesh KoliNo ratings yet
- Habitus Concept - Door HandleDocument270 pagesHabitus Concept - Door HandleMoo MoNo ratings yet
- Maytag Neptune Washer Manual Model# Mah9700awDocument65 pagesMaytag Neptune Washer Manual Model# Mah9700awEmily WeissNo ratings yet
- Astm G109Document6 pagesAstm G109AlbertoNo ratings yet
- Zamil Steel Buildings Design Manual: Peb DivisionDocument1 pageZamil Steel Buildings Design Manual: Peb Divisionmohammed nafethNo ratings yet
- ThermodinamikaDocument32 pagesThermodinamikaSilvia Rahmi EkasariNo ratings yet
- Slab 2355Document1 pageSlab 2355kevoroyalprinzNo ratings yet
- Standard Process Flow Diagram Symbols and Their UsageDocument4 pagesStandard Process Flow Diagram Symbols and Their UsagehaudeitbaNo ratings yet
- ELECTROCERAMIC mt2Document5 pagesELECTROCERAMIC mt2Ch PrasadNo ratings yet
- Orifice Vs Weir FlowDocument1 pageOrifice Vs Weir FlowImad HabeebNo ratings yet