You might also like
- The American Tanner - Containing Improved and Quick Methods of Curing, Tanning, and Coloring the Skins of the Sheep, Goat, Dog, Rabbit, Otter, Beaver, Muskrat, Mink, Wolf, Fox, Etc, and other Heavier Hides: Including a Plain Description of the Necessary Utensils, and Practical Directions for Their useFrom EverandThe American Tanner - Containing Improved and Quick Methods of Curing, Tanning, and Coloring the Skins of the Sheep, Goat, Dog, Rabbit, Otter, Beaver, Muskrat, Mink, Wolf, Fox, Etc, and other Heavier Hides: Including a Plain Description of the Necessary Utensils, and Practical Directions for Their useNo ratings yet
- 11.skin and HidesDocument6 pages11.skin and HidesDilip Gupta100% (1)
- Environmental Biology: Course TitleDocument20 pagesEnvironmental Biology: Course Titlehalamobeen100% (1)
- Leather: Classification of Animal SkinDocument12 pagesLeather: Classification of Animal Skinprottoy8787No ratings yet
- Leather TanningDocument8 pagesLeather TanningSahar SohailNo ratings yet
- Leather: A Variety of Leather Products and Leather-Working ToolsDocument10 pagesLeather: A Variety of Leather Products and Leather-Working ToolssdcsdcsdcNo ratings yet
- Definition of Hides & SkinsDocument80 pagesDefinition of Hides & SkinsAhmed Zanoun100% (16)
- A Text-book of Tanning: A treatise on the conversion of skins into leather, both practical and theoreticalFrom EverandA Text-book of Tanning: A treatise on the conversion of skins into leather, both practical and theoreticalNo ratings yet
- The Bark Tanning Process - A Collection of Historical Articles on Leather ProductionFrom EverandThe Bark Tanning Process - A Collection of Historical Articles on Leather ProductionNo ratings yet
- Catalogue of Ploughs Manufactured by R. Hornsby & Sons Ltd - Spittlegate Iron Works, Grantham, EnglandFrom EverandCatalogue of Ploughs Manufactured by R. Hornsby & Sons Ltd - Spittlegate Iron Works, Grantham, EnglandNo ratings yet
- Footwear History and Introduction (30sep2016) PDFDocument59 pagesFootwear History and Introduction (30sep2016) PDFChou Sheng-ChiaNo ratings yet
- From Leather Waste To Functional Leather ISBN 978-84-934261-9-4Document61 pagesFrom Leather Waste To Functional Leather ISBN 978-84-934261-9-4Thanaa AsiNo ratings yet
- Pollution Reduction in An Eco-Friendly Chrome-Free Tanning andDocument8 pagesPollution Reduction in An Eco-Friendly Chrome-Free Tanning andDavid Jacobo Ramirez ViedmaNo ratings yet
- LeatherDocument2 pagesLeatherAlim MaheraliNo ratings yet
- Low Polution Leather TanningDocument8 pagesLow Polution Leather TanningFarhad HossainNo ratings yet
- Studies On The Production of Football Leather From Cow HideDocument40 pagesStudies On The Production of Football Leather From Cow Hiderubelbclet100% (1)
- Environmentally Sound Leather TanningDocument83 pagesEnvironmentally Sound Leather TanningAbu Bakr AtikuNo ratings yet
- 4 Day Practical Leather TechnologyDocument4 pages4 Day Practical Leather Technologyemmanuel byoNo ratings yet
- Pollution of Leather IndustryDocument70 pagesPollution of Leather IndustryBalaji GajendranNo ratings yet
- Chrome Balance in Leather ProcessingDocument18 pagesChrome Balance in Leather ProcessinghjcpintoNo ratings yet
- Role of Phthalic and Glycolic Acids To Increase Chromium Uptake in Leather Tanning ProcessDocument7 pagesRole of Phthalic and Glycolic Acids To Increase Chromium Uptake in Leather Tanning ProcessAdvanced Research PublicationsNo ratings yet
- Business Plan of Crocodile FarmDocument18 pagesBusiness Plan of Crocodile FarmRafee FaizeNo ratings yet
- Hide TanningDocument18 pagesHide TanningCorwen Broch100% (2)
- 1.1.c. Introduction To Leather TechnologyDocument6 pages1.1.c. Introduction To Leather TechnologyAnanthNo ratings yet
- Leather Processing PDFDocument13 pagesLeather Processing PDFsd100% (3)
- Characterization of Leather Industry WastesDocument7 pagesCharacterization of Leather Industry WastesEder RaymeNo ratings yet
- Leather Waste Management PDFDocument20 pagesLeather Waste Management PDFSrijon MalikNo ratings yet
- A Blueprint of African Leather IndustryDocument86 pagesA Blueprint of African Leather IndustryZaib KhanNo ratings yet
- The Application of Oils and Grease To LeatherDocument131 pagesThe Application of Oils and Grease To LeatherArtisan Ideas100% (2)
- Leather Industry PresentationDocument18 pagesLeather Industry PresentationSara Pervez100% (1)
- Grading of Hides and Skins by Quality EngDocument44 pagesGrading of Hides and Skins by Quality EnghjcpintoNo ratings yet
- Types of Leather AssignmentDocument5 pagesTypes of Leather AssignmentParamasees LambaNo ratings yet
- Tannery OperationDocument43 pagesTannery Operationspace_beerNo ratings yet
- Leather and Its ImportanceDocument7 pagesLeather and Its ImportanceNazmul Hossain TayonNo ratings yet
- Final - Tanning and Leather FinishingDocument21 pagesFinal - Tanning and Leather Finishingjunaid0100% (1)
- B.Tech. Leather Technology: CurriculumDocument45 pagesB.Tech. Leather Technology: Curriculumdebjit senNo ratings yet
- Casing LeatherDocument3 pagesCasing LeatherPeter DrummenNo ratings yet
- Ostrich Leather Feather ProcessingDocument19 pagesOstrich Leather Feather ProcessingDipu GeorgeNo ratings yet
- Objective of DelimingDocument5 pagesObjective of DelimingjewelhuqNo ratings yet
- Thread: Threads RequirementDocument17 pagesThread: Threads RequirementVarun GuptaNo ratings yet
- Handbook Tanning and Leather FinishingDocument4 pagesHandbook Tanning and Leather FinishingWilliam BulmerNo ratings yet
- Rabbit: TerminologyDocument20 pagesRabbit: TerminologyOmnes GentesNo ratings yet
- Glossary of Leather Terms - ALCADocument33 pagesGlossary of Leather Terms - ALCAAnik AlamNo ratings yet
- Testing Leather - Unit 2Document7 pagesTesting Leather - Unit 2Daniel MoralesNo ratings yet
- LIBRO RIBERA Ingles BaixaDocument108 pagesLIBRO RIBERA Ingles Baixazaryab khan100% (1)
- 2.1.c.iii. Useful Links and Theory of DelimingDocument5 pages2.1.c.iii. Useful Links and Theory of DelimingAnanthNo ratings yet
- Leather Goods FinalDocument15 pagesLeather Goods FinalImran1978No ratings yet
- Sicc Patternmakingengineering PDFDocument168 pagesSicc Patternmakingengineering PDFFran Silva100% (1)
- Practical Leather Technology. ThorsternsenDocument176 pagesPractical Leather Technology. ThorsternsenAlfredo AlejosNo ratings yet
- LeatherDocument294 pagesLeatherGladsyNo ratings yet
- Tanning Leather-2017 - PDF RoomDocument14 pagesTanning Leather-2017 - PDF RoomamacmanNo ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning Overview of Leather Processing Process 2019twtgwDocument10 pagesWhat Is Tanning Overview of Leather Processing Process 2019twtgwfaucetman05No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document14 pagesWhat Is Tanning? Overview of Leather Processing Process 2019seashell48No ratings yet
- Papper Curtido PDFDocument6 pagesPapper Curtido PDFAlfredo Abanto GutierrezNo ratings yet
- TanningDocument5 pagesTanningammadjeeNo ratings yet
- TanningDocument40 pagesTanningTes King100% (1)
- Studies On The Quality Control Procedure of Cutting Department in Footwear IndustryDocument3 pagesStudies On The Quality Control Procedure of Cutting Department in Footwear IndustryTes KingNo ratings yet
- Basics of Auxiliaries Used in Footwear and Leather GoodsDocument33 pagesBasics of Auxiliaries Used in Footwear and Leather GoodsTes KingNo ratings yet
- NEWWWWWWWWWWWWWWDocument36 pagesNEWWWWWWWWWWWWWWTes KingNo ratings yet
- Cutting Technology 2Document56 pagesCutting Technology 2Tes KingNo ratings yet
- Lasting Handout 1Document27 pagesLasting Handout 1Tes KingNo ratings yet
- Product CositngDocument2 pagesProduct CositngTes KingNo ratings yet
- Product Costing Chap 1&2Document19 pagesProduct Costing Chap 1&2Tes KingNo ratings yet
- Product Costing Chap 6Document10 pagesProduct Costing Chap 6Tes KingNo ratings yet
- Product CositngDocument2 pagesProduct CositngTes KingNo ratings yet
- Course Outline-Product CosingDocument2 pagesCourse Outline-Product CosingTes KingNo ratings yet
- Principles of Volumetric AnalysisDocument5 pagesPrinciples of Volumetric AnalysisMax TennerNo ratings yet
- Y. A. J. J. V.: Metallurgy of Reactions ADocument76 pagesY. A. J. J. V.: Metallurgy of Reactions ASaidmurod AkramovNo ratings yet
- Table of Common Element ChargesDocument2 pagesTable of Common Element ChargesRoxette Rosete100% (1)
- Chlorosulfuric AcidDocument2 pagesChlorosulfuric AcidChristine Juliana CiembolonzNo ratings yet
- Chem Lab Report 11.doneDocument14 pagesChem Lab Report 11.donejasnaldNo ratings yet
- What Is Pure Substance?: Pure Substances Are Substances That Are Made Up of Only One Kind ofDocument3 pagesWhat Is Pure Substance?: Pure Substances Are Substances That Are Made Up of Only One Kind ofNi Made FebrianiNo ratings yet
- IGCSE 2009 Science Double Award 4SC0 Specification ISSUE 2 March09Document62 pagesIGCSE 2009 Science Double Award 4SC0 Specification ISSUE 2 March09Harry WatkinsonNo ratings yet
- Coefficient of Linear Thermal ExpansiónDocument28 pagesCoefficient of Linear Thermal ExpansiónalexisvergararangelNo ratings yet
- Chemical Tests PDFDocument2 pagesChemical Tests PDFSyafiqah ArinaNo ratings yet
- CHEM 101 - Principles of ChemistryDocument4 pagesCHEM 101 - Principles of ChemistrySaad Abdul AleemNo ratings yet
- Carbide Burrs: High Performance Cutting ToolsDocument30 pagesCarbide Burrs: High Performance Cutting ToolsRam SinghNo ratings yet
- Grade Xii (Chemistry) : Aldehydes, Ketones and Carboxylic Acids (Term - 2) : Most Expecting QuestionsDocument5 pagesGrade Xii (Chemistry) : Aldehydes, Ketones and Carboxylic Acids (Term - 2) : Most Expecting QuestionsSupreeta KhatiwadaNo ratings yet
- Weldbrite MSDSDocument3 pagesWeldbrite MSDSTan Chee Ming50% (2)
- Borsafe ™ He3490-Ls-H: PolyethyleneDocument3 pagesBorsafe ™ He3490-Ls-H: PolyethylenetrishanuNo ratings yet
- Kingdom of Saudi Arabia Royal Commission For Jubail and Yanbu Directorate General For Royal Commission at Jubail Jubail Industrial CityDocument11 pagesKingdom of Saudi Arabia Royal Commission For Jubail and Yanbu Directorate General For Royal Commission at Jubail Jubail Industrial CityJett SorianoNo ratings yet
- MCQ Volumeric TitrationDocument10 pagesMCQ Volumeric Titrationismaeel24750% (4)
- Allplastics - Acrylic Sheets DatasheetDocument3 pagesAllplastics - Acrylic Sheets DatasheetLUIS RAMIREZNo ratings yet
- Sydney Grammar 2014 Chemistry Prelim HY & SolutionsDocument52 pagesSydney Grammar 2014 Chemistry Prelim HY & SolutionsgihanbajitheNo ratings yet
- Iupac RulesDocument19 pagesIupac Rulesaleena'100% (1)
- Superhydrophobic Carbon-Based Materials: A Review of Synthesis, Structure, and ApplicationsDocument16 pagesSuperhydrophobic Carbon-Based Materials: A Review of Synthesis, Structure, and ApplicationsAnirban RoyNo ratings yet
- MC MX 6-2960 Corrosion InhibitorDocument1 pageMC MX 6-2960 Corrosion InhibitorRicardo ValeraNo ratings yet
- AISI Steel Grading SystemDocument7 pagesAISI Steel Grading Systemechobot1No ratings yet
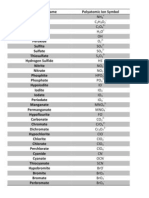
- List of Polyatomic IonsDocument1 pageList of Polyatomic IonsSk. Salahuddin Ahammad100% (1)
- c6 BiogenesisDocument7 pagesc6 BiogenesisDaniel Alejandro Rojas ToroNo ratings yet
- OPA 90 List of OilsDocument6 pagesOPA 90 List of OilsSPT QUẢN LÝ TÀUNo ratings yet
- Soil of Orissa and Its Management PDFDocument6 pagesSoil of Orissa and Its Management PDFMohit SethiNo ratings yet
- Efficient Method For The Direct Preparation of Amides From Carboxylic Acids Using Tosyl Chloride Under Solvent-Free ConditionsDocument4 pagesEfficient Method For The Direct Preparation of Amides From Carboxylic Acids Using Tosyl Chloride Under Solvent-Free ConditionsAhmed ElkamhawyNo ratings yet
- Pembuatan Cis Dan Trans Kalium DioksalatodiakuokromatDocument10 pagesPembuatan Cis Dan Trans Kalium DioksalatodiakuokromatZulvana Anggraeni HarvianNo ratings yet
- Examiner Tips For O Level Chemistry 5070 FINALDocument10 pagesExaminer Tips For O Level Chemistry 5070 FINALMuhammad Bin Anis75% (4)
- Glass Fiber (: Research On Glass Fibers (Fibres de Ve)Document15 pagesGlass Fiber (: Research On Glass Fibers (Fibres de Ve)Viviane UmuhozaNo ratings yet